Изобретение относится к упаковочной технике и предназначено для групповой упаковки штучных предметов в термоусадочную пленку.
Известно устройство для упаковки групп штучных предметов в термоусадочную пленку, содержащее приспособление для деления сплошного потока на группы, включающее транспортер для приема групп предметов и передачи их на упаковочный материал, обандероливающее приспособление, сварочное приспособление и приспособление для транспортирования бандеролей на термообработку. Устройство снабжено парой платформ, установленных с возможностью раздельного радиального перемещения каждой платформы и совместного их поворота на 90°.
Наиболее близким к изобретению является устройство для упаковывания групп штучных предметов в термоусадочную пленку, содержащее платформу для приема штучных предметов, направляющие для образования рядов штучных предметов, отсе- катель для отделения сплошного потока научны/ предметов, транспортер для приема штучных предметов, приспособление для передачи групп изделий на упаковочный материал, обандероливающие, сварочные приспособления и каретки для приема групп предметов, смонтированные с возможностью взаимодействия в верхнем положении с платформами, а в нижнем с приспособлением для транспортирования бандеролей на термообработку. Между ка- ретками установлен петлеобразователь, а на каждом сварочном прижиме смонтировано приспособление для образования компенсационной петли .
В данном устройстве формирование блоков происходит на платформах, которые передают эти блоки на подъемно-опускные каретки, каретки опускаются ниже плоскости подачи предметов, при этом блоки обандероливаются термоусадочной пленкой, подающейся с двух рулонодержателей. а затем блоки сталкиваются на транспортер термоусадочной печи.
Известное устройство имеет два устройства для подачи пленки и сложную систему подъемно-опускных кареток, кроме того, вертикальное перемещение получаемых блоков требует дополнительных затрат времени, что снижает производительность работы устройства.
Целью изобретения является упрощение конструкции и повышение производительности.
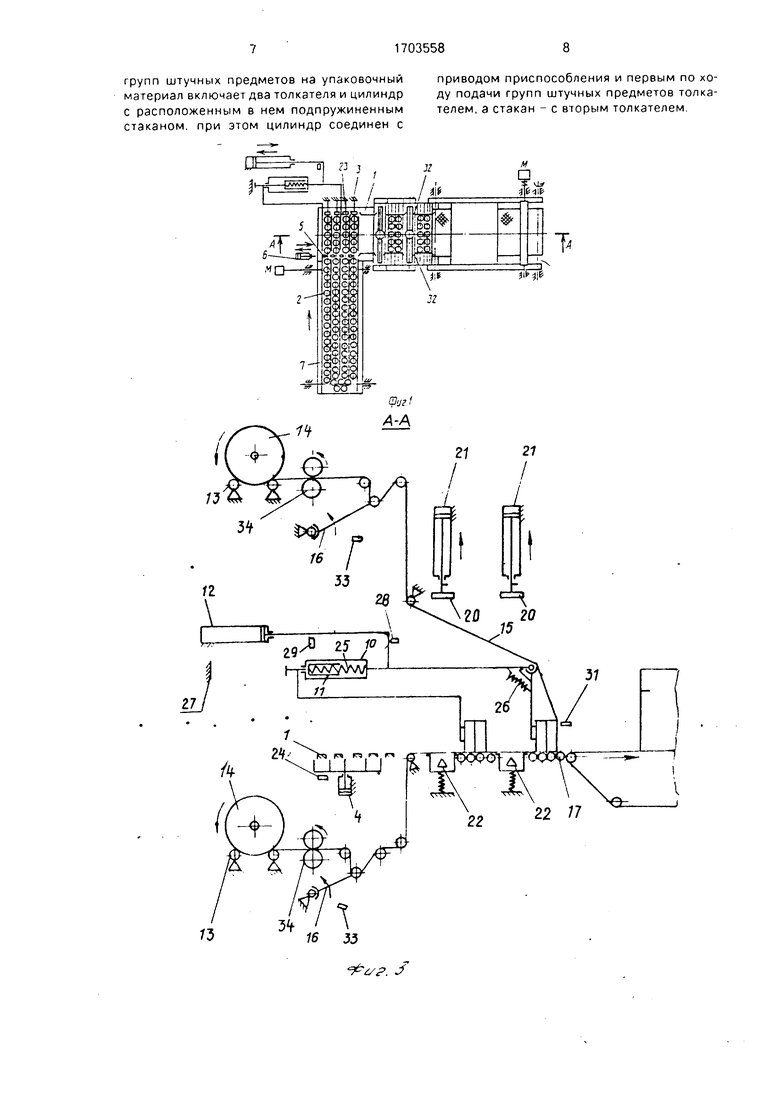
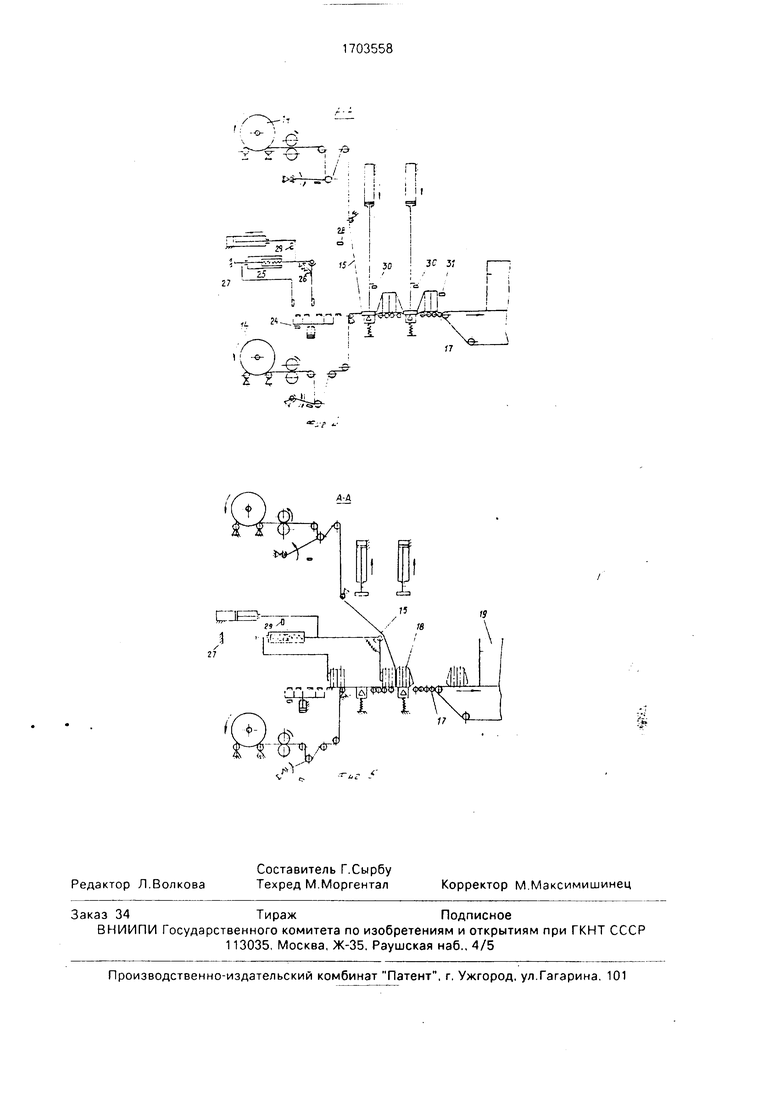
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1 (исходная позиция толкателя); на фиг, 3 - то же,толкатель в крайнем правом положении; на фиг. 4 - то же, толкатель в исходной позиции, а сварочные прижимы в крайнем нижнем положении; на фиг. 5 - то же. толкатель в промежуточном положении и подача упаковочных групп штучных предметов на транспортер тоннеля.
Устройство содержит платформу 1 для приема штучных предметов 2, направляющие 3 с приводом 4 с возможностью возвратно-поступательного перемещения для образования рядов штучных предметов 2. отсекатель 5 с приводом 6 для отделения групп штучных предметов от потока, транспортер 7 для приема штучных предметов 2. приспособление для подачи групп штучных предметов на упаковочный материал, включающее два толкателя 8 и 9 и цилиндр 10 с расположенным в нем подпружиненным стаканом 11. и его привод 12 возвратно-поступательного перемещения. Устройство содержит также обандероливающий механизм, состоящий из рулонодержателей 13 с рулонами 14 термоусадочной пленки 15. петлеобразователей 16 и рольганга 17 для транспортирования бандеролей 18 на термообработку в тоннеле 19.
Сварочные устройства содержит сва- 45 рочные прижимы 20 с приводами 21, установленные последовательно по ходу подачи групп штучных предметов и с возможностью возвратно-поступательного перемещения в вертикальном направлении, и 50 неподвижные сварочные губки 22, расположенные на одном уровне с платформой 1.
Над платформой 1 установлен датчик 23, а под платформой - датчик 24. Датчик 23 связан с отсекателем 5, датчик 24 действует 55 от направляющей 3 и связан с приводом 12. Между цилиндром 10 и стаканом 11 расположена пружина 25. Цилиндр 10 соединен с приводом 12 и первым по ходу подачи групп штучных предметов толкателем 8. Последний закреплен шарнирно и подпружинен пружиной 26. Стакан 11 соединен с толкателем 9 и взаимодействует с упором 27, привод 12 - с датчиком 28 и 29.
По ходу движения сварочных прижимов 5 20 установлены датчики 30. а на выходе из рольганга 17 над ним установлен датчик 31. Над рольгангом 17 установлены направляющие 32. На пути движения петлеообразо- вателей 16 установлены датчики 33 для 10 включения протяжных роликов 34.
Устройство работает следующим образом.
Штучные предметы 2, перемещаясь по транспортеру 7. поступают на платформу 1 15 между направляющими 3 до упора в датчик 23, по сигналу которого отсекатель 5 отсекает группу предметов 2 от сплошного потока. Одновременно направляющие 3 под действием привода 4 перемещаются в крайнее 20 нижнее положение и воздействуют на датчик 24.i
По сигналу датчика 24 толкатель 8 под действием привода 12 переталкивают переднюю группу, при этом пружина 25 отжима- 25 ется. после чего толкатель 9 переталкивает заднюю, группу. Ра.зделе«ные группы охватываются термоусадочной пленкой 15 снизу и сверху. При этом расход термоусадочной пленки 15 идет за счет компенсационных 30 петель, образованных петлеобразоеателя- ми 16. В крайнем правом положении привод 12 воздействует на датчик 28. По сигналу датчика 28 привод 12. перемещаясь в исходную позицию, увлекает за собой толкатели 35 8 и 9, при этом толкатель 8 обходит заднюю группу, приподнимаясь на высоту предмета 2, после чего возвращается в вертикальное положение посредством пружины 26. Одновременно стакан 11. воздействуя на упор 40 27, сжимает пружину 25, а привод 12 воз- действует на датчик 29.
По сигналу датчиков 29 и 31 направляющие 3 под действием привода 4 перемещаются в верхнее положение, отсекатель 5 под действием привода 6 отводится в исходную позицию, при этом на платформу 1 перемещается следующая группа предметов 2, а сварочные прижимы 20 под действием приводов 21 смыкаются со сварочными губками 22, зажимая два слоя термоусадочной пленки 15, которая охватывает группы предметов 2. При этом расход термоусадочной пленки 15 идет за счет компенсационной петли, образованный верхним петлеобразо- вателем 16.
При смыкании сварочных прижимов 20 со сварочными губками 22 прижимы 20 воздействуют на датчики 30, по сигналу которых включается реле времени (не показано), управляющее временем сваривания термоусадочной пленки 15.
После сваривания пленки прижимы 20 отходят от губок 22 и включается рольганг 17, который транспортирует бандероли 18 вдоль направляющих 32 в тоннель 19 и далее под вентилятор. При передаче задней бандероли 18 на транспортер тоннеля 19 привод (не показан) отключает рольганг 17. При этом цикл заканчивается, устройство подготовлено к новому циклу.
Каждый раз образование компенсационных петель термоусадочной пленки 15 происходит за счет восполнения их из рулонов 14.
При этом с началом расхода компенсационных петель датчики 33 мгновенно включают протяжные механизмы (не показаны), которые при помощи протяжных роликов 34 протягивают термоусадочную пленку 15 из рулонов 14.
Предложенное устройство для упаковывания групп штучных предметов в термоусадочную пленку по сравнению с прототипом имеет более высокую производительность и значительно проще в изготовлении. Кроме того, описанное устройство обеспечивает высокое качество упаковки.
Формула изобретения
Устройство для упаковывания групп штучных предметов в термоусадочную пленку, содержащее платформу для приема штучных предметов, направляющие для образования рядов штучных предметов, отсекатель групп штучных предметов от потока, приспособление для подачи групп штучных предметов на упаковочный материал и его привод, обандероливающий механизм и сварочные прижимы, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, сварочные прижимы установлены последовательно по ходу подачи групп штучных предметов, а приспособление для подачи
групп штучных предметов на упаковочный материал включает два толкателя и цилиндр с расположенным в нем подпружиненным стаканом, при этом цилиндр соединен с
приводом приспособления и первым по ходу подачи групп штучных предметов толкателем, а стакан - с вторым толкателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания групп неустойчивых штучных предметов в термоусадочную пленку | 1986 |
|
SU1439038A1 |
| Устройство для групповой упаковки штучных предметов в пленочную оболочку | 1982 |
|
SU1039816A1 |
| Агрегат для упаковывания групп штучных предметов в пленочную оболочку | 1991 |
|
SU1831457A3 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО УПАКОВЫВАНИЯ БУТЫЛОК | 1998 |
|
RU2143385C1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания групп штучных предметов в пленочную оболочку | 1987 |
|
SU1578036A1 |
| Устройство для групповой упаковки предметов в пленочную оболочку | 1990 |
|
SU1757960A1 |
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Способ бесподдонного упаковывания пакета штучных предметов и устройство для его осуществления | 1986 |
|
SU1391988A1 |
Изобретение относится к упаковочной технике и предназначено для групповой упаковки штучных предметов в термоусадочную пленку. Цель изобретения - упрощение конструкции и повышение производительности. Устройство содержит приспособление для подачи групп штучных предметов на упаковочный материал, включающее два толкателя 8 и 9 и цилиндр 10 с расположенными в нем стаканом 11, привод 12 приспособле
ТД-А
И . .Ij Jl I. t,l-l-li -- ----
Ј,. д| pwojSf Рв Ф ---
л
17 Т----
| Авторское свидетельство СССР Ms 1225190, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для упаковывания групп неустойчивых штучных предметов в термоусадочную пленку | 1986 |
|
SU1439038A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
