(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточный пресс для прессования древесных плит | 1976 |
|
SU575229A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Пресс непрерывного действия для изготовления плит | 1975 |
|
SU531762A1 |
| Установка для изготовления непрерывных плитных материалов | 1977 |
|
SU655566A1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Пресс непрерывного действия | 1976 |
|
SU596480A1 |
| Устройство для прессования древесного ковра | 1988 |
|
SU1595641A1 |
| Устройство для непрерывного прессования древесных плит | 1989 |
|
SU1678612A1 |
| Установка для изготовления древесностружечных плит | 1977 |
|
SU648437A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
Изобретение относится к деревосЙрабатывающей промышленности и может |быть использовано в производстве прессованных древесных материалов.
Известен пресс непрерывного действия, включающий верхнюю и нижнюю прессующие ленты и напорную камеру.1.
В зоне прессования этого пресса отсутствует прогрев прессуемого ковра, что не позволяет получать готовые плиты и требует установки дополнительного горячего пресса.
Наиболее близким к изобретению является пресс непрерывного действия для изготовления древесных плит, включающий систему прогрева ковра, размещенную в зоне прессования, верхнюю и нижнюю бесконечные стальные ленты, охватывающие натяжные барабаны и замкнутые ueYiH роликов, внутри кот9рых расположены верхняя и нижняя траверсы 2.
Недостаток этого пресса состоит в том, что проЬрев сформированного ковра происходит на коротком участке подпрессовки ковра; прессование ковра до готовой плиты происходит без нагрева, что приводит к снижению качества готового изделия, увеличению продолжительности прессования.
Целью изобретения является увеличение производительности пресса за счет ускорения прогрева ковра при прессовании.
Поставленная цель достигается тем, что ролики верхней и нижней замкнутых цепей выполнены с осевыми отверстиями, а система прогрева ковра содержит термоэлектронагреватели с токосъемными кольцами, установленные в осевых отверстиях роликов, причем пресс снабжен токопроводящими щинами, с которыми контактируют токосъемные кольца термозлектронагревателей.
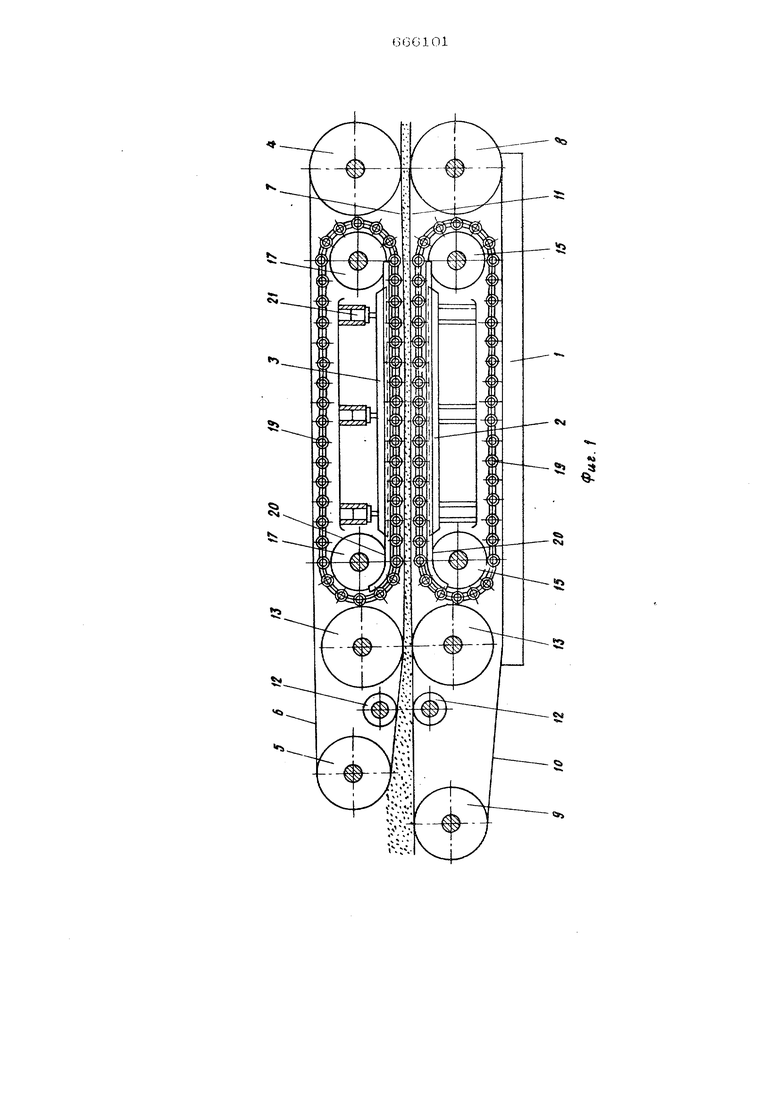
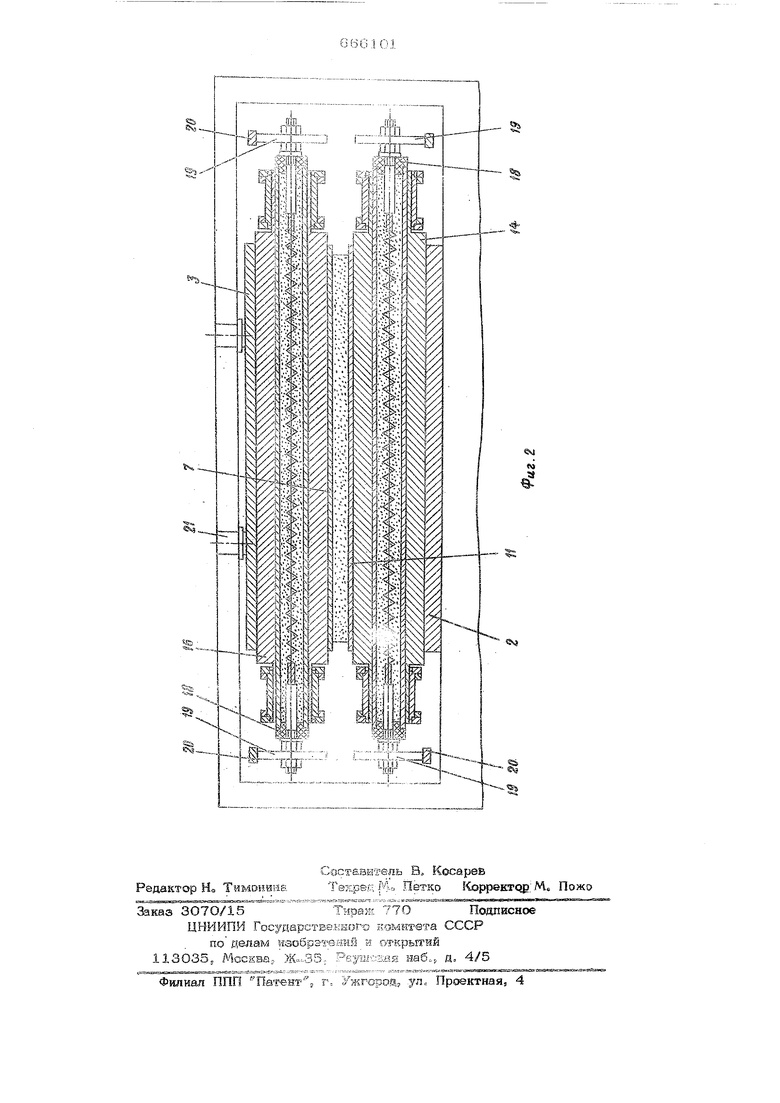
На-фиг. 1 схематически показан пресс, общий вид; на фиг. 2 - ролики с размещенными в них нагревателями, сечение.
Пресс содержит станину 1 с закрепленными на ней траверсами - нижней 2
и верхней 3. На станине закреплены верхние барабаны - ведущий 4 и ведомый 5, обхвачинные бесконечной лентой б с прессующей ветвью 7, Нижние барабаны - ведущий .8 и ведомый 9 обхвачены бесконечной лентой Юс прессующей ветвью 11, В зоне подпрессовки прессу ющие ветви 7 и 11 поджаты подпрессо- вочными барабанами 12 и 13, установленными с возможностью регулирования давления. Ролики 14 образуют нижнюю бесконечную цепь, надетую на направляющие вальцы 15 вокруг нижней травер сы 2 и обкатывающуюся по ее рабочей поверхности. Ролики 16 образуют верхнюю бесконечную цепь, надетую на направляющие вальцы 17 вокруг верхней траверсы 3. В осевых отверстиях роликов 14 и 16 установлены термоэлектронагреватели 18, на концах которых закреплены катьца 19. Токопроводтцие шины 20 и поджимные гидроцилиндры 21 закреплены на станине 1.
Пресс работает следующим образом. Приводят во вращение ведущие барабаны 4 и fe таким образом, чтобы прессующие ветви 7 и Hi двигались с одинаковой скоростью и в- одном направлении. На прессующей ветви 11 перед заходом в пресс формируют ковер. Последний HenpefibiBHO поступает в пресс, где последовательно подвергается прессованию подпрессовочными барабанами 12 и 13. При дальнейшем движении ковер попадает в зону действия давления от поджимных гидроциландров 21, осуществляемого через траверсу 3, ролики 16 верхней бесконечной цепи и прессующую ветвь 7 бесконечной стальной ленты 6. Благодаря нагревателям 18 ковер быстро прогревается в зоне прессования и выдерживается при нужной температуре в процессе всего прессования. Электрическую
энергию нагревателям подводят через токопроводящие щины 20 и контактные кольца 19, регулируя при этом ее напряжение и тем самым потребляемую
нагревателями мощность.
Предлагаемая конструкция пресса позволяет оптимально регулировать тем- пературу прессования, осуществлять прогрев ковра во. всей зоне прессования, что
позволяет увеличить производительность пресса.
Формула и.3 обретения
Пресс непрерывного действия для изготовления древесных плит, включающий систему прогрева ковра, размещенную в зоне прессования, верхнюю и нижнюю бес-
конечные стальные ленты, охватывающие натяжные барабаны и замкнутые цепи роликов, внутри которых расположены верхняя и нижняя траверсы, отличающийся тем, что, с целью
(увеличения производительности за счет ускорения прогрева ковра, ролики верхней и нижней замкнутых цепей выполнены с осевыми отверстиями, а система прогр е- в а ковра содержит термоэлектронагреватели с токосъемными кольцами, установгленные в осевых отверстиях роликов, причем пресс снабжен токопроводящими шинами, с которыми контактируют токо- съемные кольца термоэлектронагревателей.
Источники информации, принятые во внимание при экспертизе
кл. В 29 J 5/08, 1972.
