А-А
с
9
(Л
оо
СХ)
N{ со
4:1.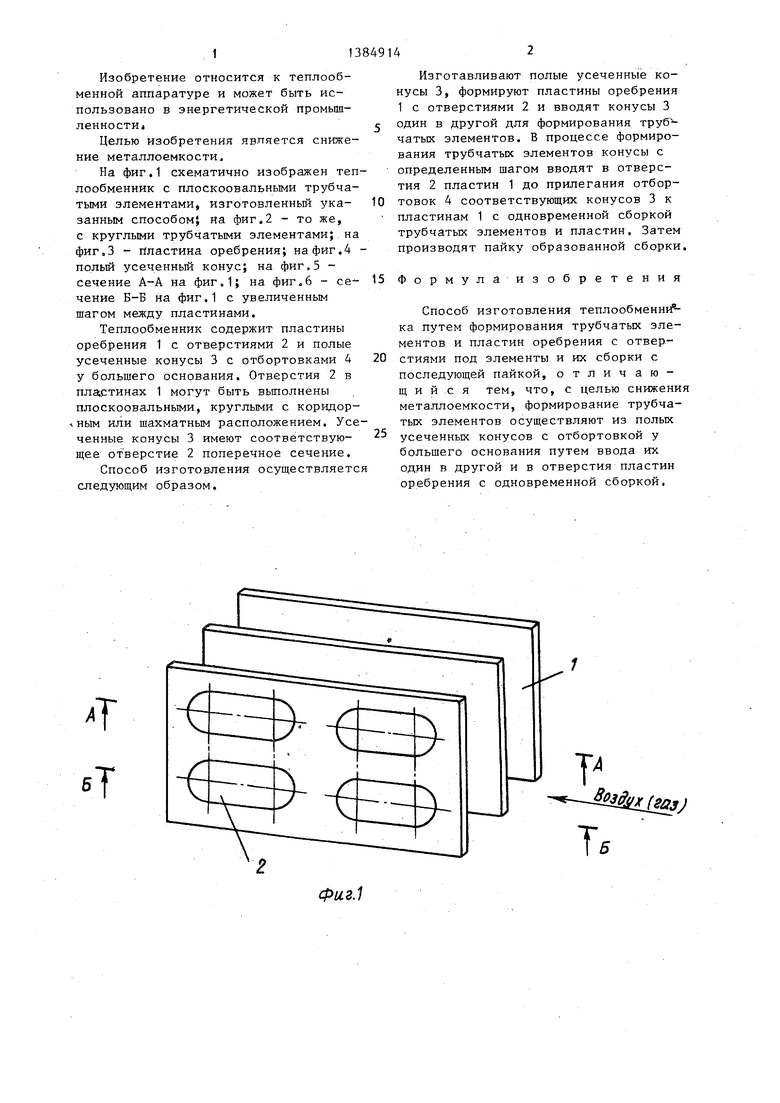
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменника | 1986 |
|
SU1430714A2 |
| Способ изготовления теплообменника | 1986 |
|
SU1430715A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1995 |
|
RU2079398C1 |
| Трубчато-ребристый теплообменник | 1989 |
|
SU1721423A1 |
| ЗАГОТОВКА РАДИАТОРНОЙ СЕКЦИИ ТРУБЧАТО-ПЛАСТИНЧАТОГО РАДИАТОРА, РАДИАТОРНЫЙ БЛОК, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОЙ ЗАГОТОВКИ, И РАДИАТОР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО БЛОКА | 2012 |
|
RU2536037C2 |
| ТЕПЛООБМЕННИК | 1996 |
|
RU2116601C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2007 |
|
RU2350874C1 |
| ТЕПЛООБМЕННИК ЦЕЛЬНОШТАМПОВАННОГО РАДИАТОРА | 1992 |
|
RU2027138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2038563C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2137076C1 |

Изобретение позволяет снизить металлоемкость теплообменника. Формирование трубчатых элементов осуществляют из полых усеченных конусов 3 с отбортовкой у большего основания путем ввода их один в другой и в отверстия 2 пластин 1 оребрения с одновременной сборкой. Затем производят пайку образованной сборки. Отверстия 2 могут быть выполнены плоскоовальными, круглыми с коридорным или шахматным расположением. 6 ил.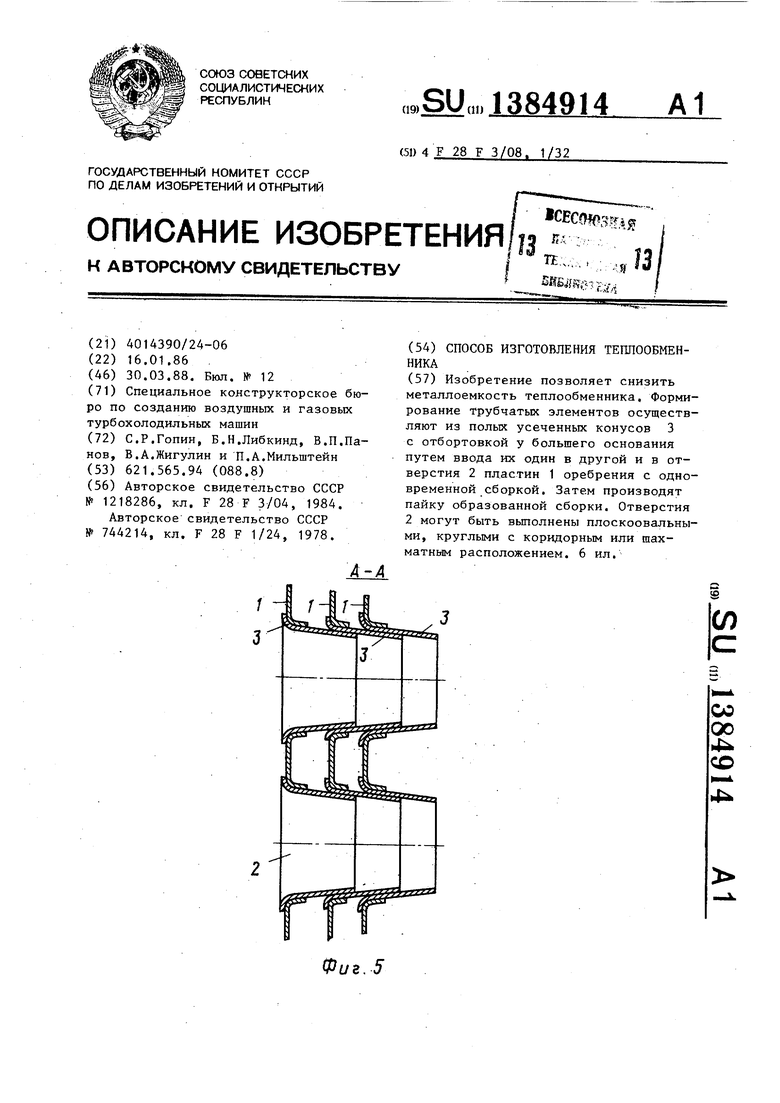
Фиг. 5
Изобретение относится к теплооб- менной аппаратуре и может быть использовано в энергетической промышленности
Целью изобретения является снижение металлоемкости.
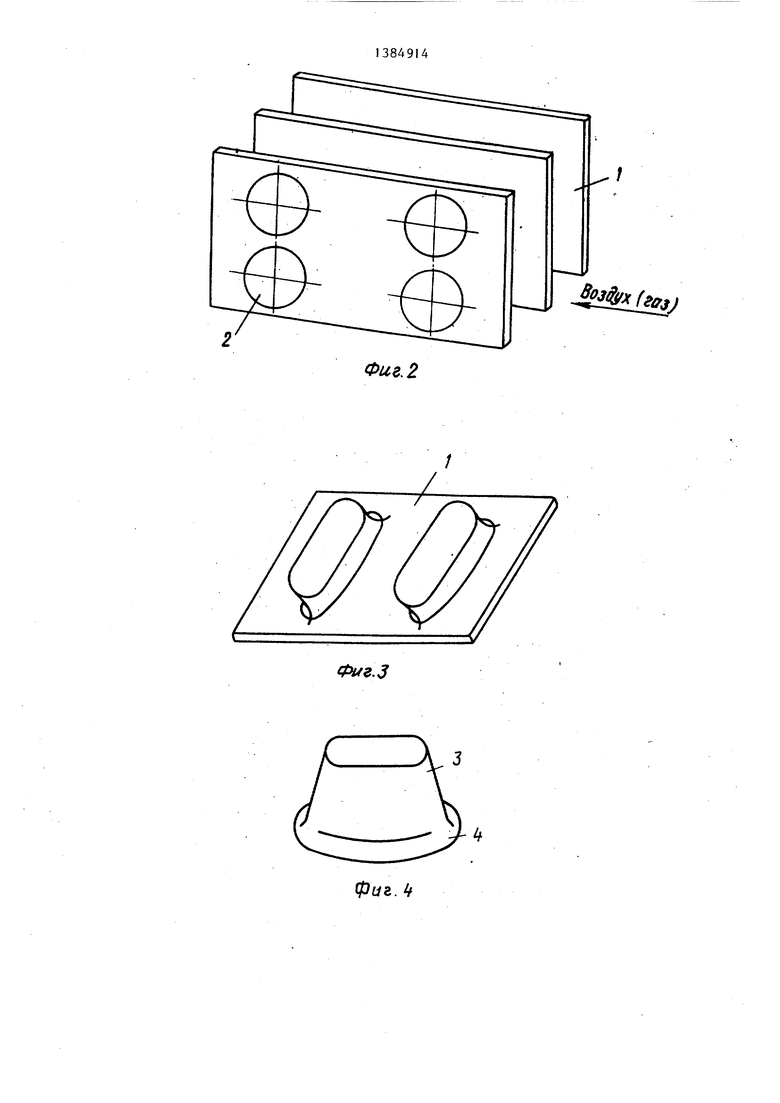
На фиг.1 схематично изображен теплообменник с плоскоовальными трубчатыми элементами, изготовленный ука- занным способом; на фиг.2 - то же, с круглыми трубчатыми элементами; на фиг.З - пластина оребрения; на фиг.4 полый усеченньш конус; на фиг,5 - сечение А-А на фиг. 1; на фиг.6 - се-- чение Б-Б на фиг.1 с увеличенным шагом между пластинами.
Теплообменник содержит пластины оребрения 1 с отверстиями 2 и полые усеченные конусы 3 с отбортовками 4 у большего основания. Отверстия 2 в плартинах 1 могут быть вьшолнены плоскоовальными, круглыми с коридор- iным или шахматным расположением. Усеченные конусы 3 имеют соответствую щее отверстие 2 поперечное сечение.
Способ изготовления осуществляетс следующим образом.
п-
Т бТ
фиг.1
Изготавливают полые усеченные конусы 3, формируют пластины оребрения 1 с отверстиями 2 и вводят конусы 3 один в другой для формирования труб чатых элементов. В процессе формирования трубчатых элементов конусы с определенным шагом вводят в отверстия 2 пластин 1 до прилегания отбор- товок 4 соответствующих конусов 3 к пластинам 1 с одновременной сборкой трубчатых элементов и пластин. Затем производят пайку образованной сборки
10
15Формулаизобретения
Способ изготовления теплообменн - ка путем формирования трубчатых элементов и пластин оребрения с отверстиями под элементы и их сборки с последующей пайкой, отличающийся тем, что, с целью снижения металлоемкости, формирование трубчатых элементов осуществляют из полых усеченных конусов с отбортовкой у большего основания путем ввода их один в другой и в отверстия пластин оребрения с одновременной сборкой.
Фиг.З
,
Фиг. 2
фиг. 4
фиё.б
1 3
| Способ изготовления пластинчато-трубного теплообменника | 1984 |
|
SU1218286A1 |
| Способ изготовления теплообменной трубы и вещество для осуществления этого способа | 1978 |
|
SU744214A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
