00
ел
H3o6peteHHe относится к обработка металлов резанием, а ИМЕННО к способам определения стойкости режущих инструментов и может быть использо- вано как для, оценки времени беэотказ ной работыJ Tak п для ускоренных ийпыганий,.
Цель- иаобретения - снижение зат - рат времени и расхода обрабатываемо- го материала при определении стойкое тй инструг ентов путем получения предварительной эмпирической зависимости между стойкостью и величиной отношения мощности рёзаиия к темпера туре, которая далее используется дйй расчета стойкости при йэмененнык режимах обработки,,например скорое™ тй резани я и, подачи одновременно. v
На чертеже локазаиа последова тельность обработки эксперименталь- йых данных.
При этом введены следующие обозначений
стойкость режущего инструмент А и 6 - экспериментальнь5е кбэффидиёнты, характеризутощке свойства материалов И условия .обработки; .ij - мощность резания Т - срейняя темпер атура резания}
I - зависимость стойкости рез- ца ОТ измейения Ькорости резаний при постояннойподаче 2 - зависимость СТОЙКОСТИ резце от изменения подачи при постоянйой скорости резайия j 3 среднее значение стойкости резца Infr от параметра W Т.
Значение коэффицнентй коррелядми назгодится в пределах -О, 0,57, что свидетельствует 6 наличии .линейной СВЯЗИ между in € и параметром (W/T) .
Способ реа шзуется следующим образом.
ОсущесТаляйт механнческуга обраг бо.тку экспериментальных образцов со снятием стружки при двух или более значениях скоростей резанмя либо подач При этом в каждом опыте любым известным способом измеряют кощ йость W резания, среднюю температу™ ру Т в зоне резания S а также фг ксиру ют время до поломки (разрушения) режущего инструмента. По полученным даинь1м строят зависимость () (W/T).
Наличие завйсймостк между стой- кОстьго режущего лезвия (1пС) и пара- метром (W/T) вытекает яз анализа связи напряженного состояния режущего лезвия и условий стружкообрйзова- ния.
в результате экспе1)иментов установлено, что эта зависимость хорошо описывается уравнением вида
. lnfr« А- В(-|-) , . . /
Величина коэффициента А соответствует длине отрезка, отсекаемого прямой In t - W/T на оси ординат. Коэффициент В определяется как тангенс угла наклона прямой к оси абсцисс (В tgp). I
Мощность W резания может определяться и косвенно по формуле
W а R . V,
где R - сила сгружкообразовзния; V скорость резания .
Важным является то, что имеет место инвариантность параметра W/T к изменению скорости резания и подачи. Возможность применения параметра W/T как фактора, от которого в основном зависит стойкость режущего лезвия, обоснована rt подтверждена экспериментами..
Когда известны коэффициенты А и В в указанной зависимости в условиях конкретного технологического процесса, при обработке заготовки таким же инструментом измеряют температуру и мощность резания, а стойкость режз Щего инстрзтеита рассчитьгоают по той формуле. При этом любое соче- тание параметров режима обработки - скорости и подачи ие требует дополнительных стойкостных испытаний,
И р И м е р Необходимо определить ресурс проходного токарного резца при обточке вала диаметром 260 мм и длиной 67Q ti из стали ЛОХ Материал режущего пезвия инструмента сплав КЙТГб. Режимы резания: йредварительная обточка -. скорость резания 120 м/мия , подача 0,3 мм/об, глубина резания 2,5 мм (один проход окоичательная обработка - скорость резания 200 м/мин, подача 0,15 мм/Об глубина резания 2,5 мм.
Предйар.ительные испытания проведены яа двух подачах S« «0,5 мм/об И Si 0,8 мм/об при скорости резания 90 м/мин и глубиие резания t 2,5 мм. С помощью ваттметра в каждом опыте измерялась мощность, затрачиваемая на резание, температура ре- эания и время до поломки режущего лезвия резца,Мощность, затрачиваемая , на резание, определяется как разность между показаниями ваттметра при рабочем и холостом режимах работы станка.
После обработки результатов полу- |g VieHa зависимость
Intr « 6,1 - 0,А9А -|- -,
В рабочих условиях при заданных режимах определены мощность, затра- 5 чиваемая на резание, и температура резания, которые соответственно составляют ;
пр1Й че)новрй обточке W, 4,1 кВт, Т, а 860 К;
При чистовой обточке W 2,8 кВт lOio К.
.Стойкость инструмента из расчета работы на заданных режимах сос- тав1ляет; 1 42 мин; Т « 114 мин. До/Ия ресурса инструмента, расходуемая при черновой обточке вала, составляет
20
25
; .-4- - -
при чистовбй обточке
г;
.
114
0,6,
где , и C j - время, необходимое на
черновую и чистовую .обточку вала.
Количество заготовок, которое можнЬ обработать резцом на черновых режимах
N, -----.-2,8
3 гат. ,
на чистовых режимах
0,16
6,25 6 шт.
Затраты времени при использовании . известых способов определения .стойкости составили 7 ч, а при использовании данного способа в два раза меньше. Экономия обрабатываемого материала - 110-130 кг, экономия резцов 10 штук.
Способ позволяет определять стойкость инструмента в широком диапазоне технологических условий, т.е. при изменении скорости и постоянной подаче либо при постоянной скорости и различных подачах, либо при изменении и скорости и подачи одновремен- но, используя при этом одну и ту же расчетную зависимость, полу генную в предварительных испытаниях. Это характеризует универсальность способа.
Формула изобретения
Способ определения стойкости ре- жущего инструмента, заключающийся в том, что производят резание, измеряют силу резания при стружкорб- разовании и время до полного износа . инструмента в зависимости от скорости резания и подачи и определяют стойкость инструмента, отличающийся тем, что, с целью снижения затрат времени и расхода о.бра- батьюаемого материала, измеряют температуру зоны резания, определяют мощность .резания, а о стойкости инструмента судят по отношению мощности к температуре.
.0 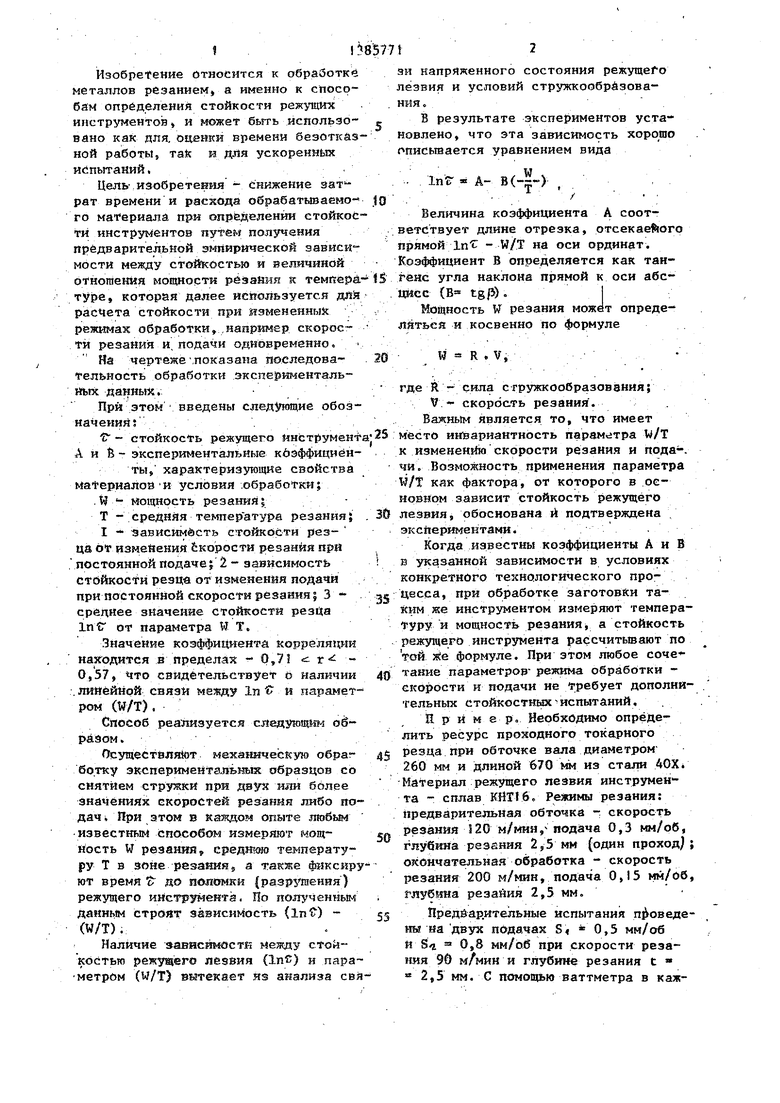

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2098234C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ ТОКАРНЫЙ РЕЗЕЦ | 1938 |
|
SU57478A1 |
| Способ обработки резанием | 1983 |
|
SU1186402A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ ЗАГОТОВОК ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2018 |
|
RU2688967C1 |
| СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ | 2004 |
|
RU2261781C1 |
| Торцовая ротационная фреза | 1985 |
|
SU1252075A1 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1458083A1 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
Изобретение относится к обработке металлов резанием, а именно к способам определения стойкости инструментов. Цель изобретения - снижение затрат времени и расхода обрабатьшаемого материала путем получения предварительной эмпирической зависимости от .отношения мощности резания к температуре, которая используется для решения конкретных технологических задач при измененных режимах резания, например для расчета стойкости. Мощность резания может быть определена по известной силе резания и скорости стружкообра- зования. ил.
| Способ обработки металлов резанием | 1976 |
|
SU622579A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
