Использование принципа вращательного движения режущего инструмента по отношению к токарной, а также строгальной работе крайне затруднено как большими усилиями резания, возникающими на режущей кромке инструмента, так и самим направлением этих усилий в пространстве. Это обстоятельство и является главнейшей причиной того, что до сего времени вращающиеся непрерывно во время процесса резания резцы не получили широкого применения на практике, несмотря на их теоретическое превосходство, так как удачного конструктивного разрешения не было найдено.
Настоящее изобретение имеет целью дать свободно вращающийся резец такой конструкции, которая устраняла бы указанные выше недостатки этого типа резцов. Достигается это тем, что резец снабжается несколькими концентрично расположенными кольцевыми режущими лезвиями и выполняется в виде расширяющегося тела вращения. Такой резец может быть выполнен как цельным, так и составным из дисковых резцов, имеющих каждый форму усеченного конуса и насаженных на общую оправку так, чтобы большие основания дисков были направлены в сторону расширения габарита всего резца.
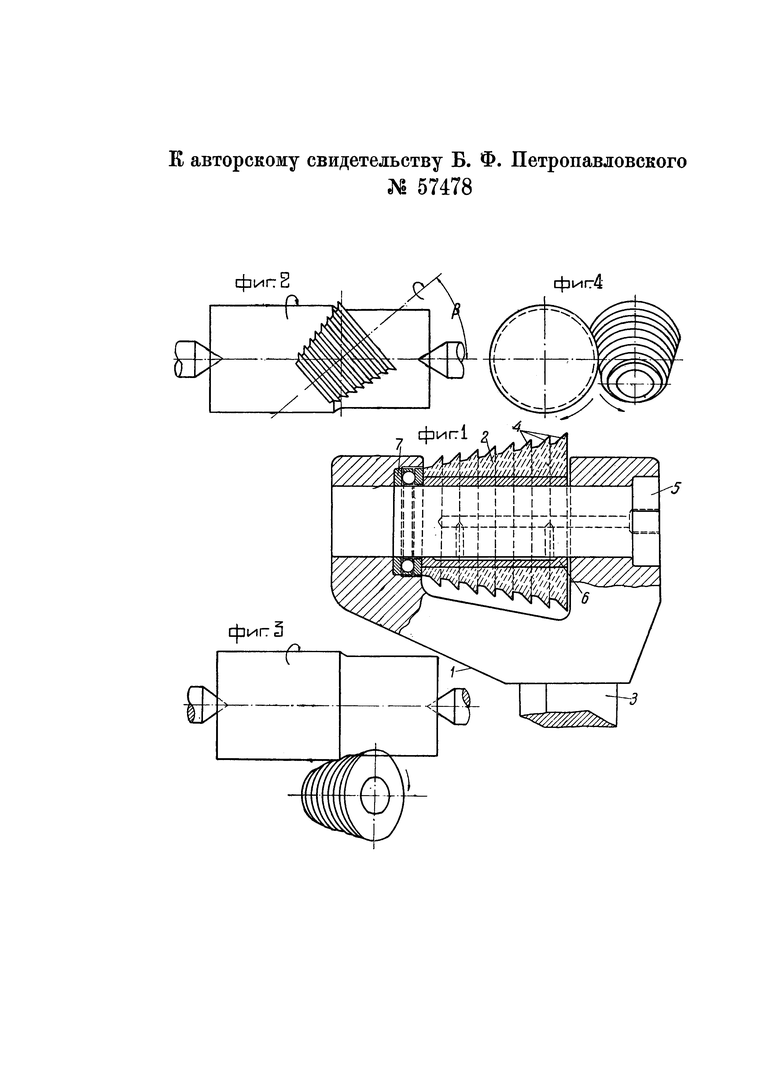
На чертеже фиг. 1 изображает в продольном разрезе предлагаемый резец, установленный в державке, а фиг. 2, 3 и 4 - примерные установки резца относительно изделия при токарной обработке в виде спереди, сверху и сбоку.
В державку 1 вставлен предлагаемый резец 2. Этот резец выполнен в виде расширяющегося от одного конца к другому тела вращения. Резец снабжен несколькими концентрично расположенными кольцевыми режущими лезвиями 4. Вполне очевидно, что резец этот может быть выполнен цельным, но его можно также изготовить составным из дисковых резцов. Такой резец показан на фиг. 1.
Каждый из дисковых резцов имеет форму усеченного конуса. Дисковые резцы насажены на общую оправку 5. Для снижения трения между резцом 2 и оправкой 5 между ними впрессована бронзовая втулка 6 с канавкой для смазки. Упорный шарикоподшипник 7 предназначен для восприятия осевого давления резания на резец.
Державка 1 снабжена хвостовиком 3 для зажимания в супорте станка.
В процессе работы сбегающая стружка обеспечивает тесный контакт изделия с инструментом, вызывая его вращение в сторону, обратную движению изделия. В зависимости от глубины резания и разницы диаметров дисковых резцов при лезвии 4 будет отделяться одновременно то или иное количество стружечных лент. Скорости резания должны быть более высокими, чем в стационарных резцах. Что же касается размеров подачи, то таковая также сможет быть повышена хотя бы за счет снижения усилия подачи, которое, как и усилие резания, будет меньше в силу лучших условий резания (малый угол резания и уменьшение работы грения).
На фиг. 2, 3, 4 для ясности изображения показано лишь взаимное расположение самого тела резца и обтачиваемого изделия. Установка резца производится так, что ось его вращения ставится под некоторым углом β к оси обтачиваемого изделия; величина угла желательна в пределах до 45°, что обусловливает понижение сопротивления резания, так как в этом случае угол резания получает значение меньше 45°. Закрепив державку хвостовиком 3 в резцедержателе супорта, следует установить резец на глубину резания, что можно делать, подавая поперечной подачей салазки супорта вперед, пользуясь лимбом, предварительно установленным на нуль подводом резца до соприкосновения с изделием. При отсутствии лимба можно забирать стружку, или работая как подрезным резцом со свободного конца изделия от задней бабки или же подавая супорт поперечной подачей и врезаясь постепенно в металл также, как и обычным резцом.
В случае конструкции резца из набора дисковых резцов представится возможность их комбинирования и смены по отдельности для заточки затупившихся, что должно дать экономию в процессе эксплуатации. На отдельные режущие кромки падает сравнительно небольшая глубина резания, что дает возможность увеличить подачу, не нарушая прочности резца, обусловливает более равно-мерную нагрузку на ось вращения резца и улучшает охлаждение режущих кромок. Кроме того, учитывая значительную величину радиусов дисковых резцов, можно рассчитывать на получение обработанной поверхности с более низкими гребешками, чем при обычном проходном резце. Это обстоятельство, в свою очередь, скажется на ускорении и удешевлении последующей за обдиркой чистовой обточки. Предлагаемый резец может быть использован и для черновых и для чистовых работ.
Преимуществами, которыми должен обладать резец, по сравнению со стационарными токарными или строгальными резцами, являются следующие:
1. Возможность работать с повышенными режимами резания вследствие лучших условий теплообмена между резцом и воздушной, средой во время вращения резца, а также вследствие снижения трения между резцом и изделием с одной стороны и резцом и стружкой с другой стороны. Последнее обстоятельство вызвано тем, что работа трения, как произведение силы трения на относительную скорость резца и изделия в первом случае и резца и стружки во втором случае, будет меньше в силу незначительной относительной скорости взаимных перемещений.
2. Уменьшение расхода потребной на снятие килограмма стружки электроэнергии, так как возможная в условиях предлагаемого резца установка плоскости сбегания стружки под весьма "малым углом резания (меньше 45°), облегчая резание, обусловливает значительно меньшие усилия резания.
3. Повышенная стойкость инструмента во время работы, удобная и недорогая его переточка и невысокая начальная стоимость.
4. Возможность в некоторой части работ перехода с быстрорежущей стали на заменители без снижения производительности работы станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ осуществления продольной подачи суппорта токарного станка | 1937 |
|
SU59127A1 |
| Устройство для дробления стружки | 1985 |
|
SU1296307A1 |
| Вращающийся резец | 1975 |
|
SU1764836A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Трубчатый токарный резец | 1932 |
|
SU42777A1 |
| Отрезной резец для термопластичных материалов | 1980 |
|
SU903148A1 |
| Державка для тангенциального резца | 1935 |
|
SU52003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
1. Свободно вращающийся токарный резец, отличающийся тем, что он снабжен несколькими концентрично расположенными кольцевыми режущими лезвиями, причем, с целью более равномерного распределения толщины снимаемого слоя между лезвиями резца, последний выполнен в виде расширяющегося тела вращения.
2. Форма выполнения резца по п. 1, отличающаяся тем, что последний составлен из дисковых резцов, имеющих каждый форму усеченного конуса и набранных на общую оправку с таким расчетом, что большие основания дисков направлены в сторону расширения габарита всего резца.
