Предлагается станок для изготовл.ения особо тонкостенных труб из ленты и фольги с соотношением диаметра к толщине стенки более 50. Это достигается тем, что свертывание ленты в трубу осуществляют путем непрерывного втягивания заготовки посредством клетей подачи и раскатки в щелевую фильеру, образуемую наружным кольцом и штангой с роликами. Для непрерывной калибровки трубы на конце штанги может быть установлен калибрующий дорн. Клети отбортовки и предварительной формовки трубы могут быть неприводными.
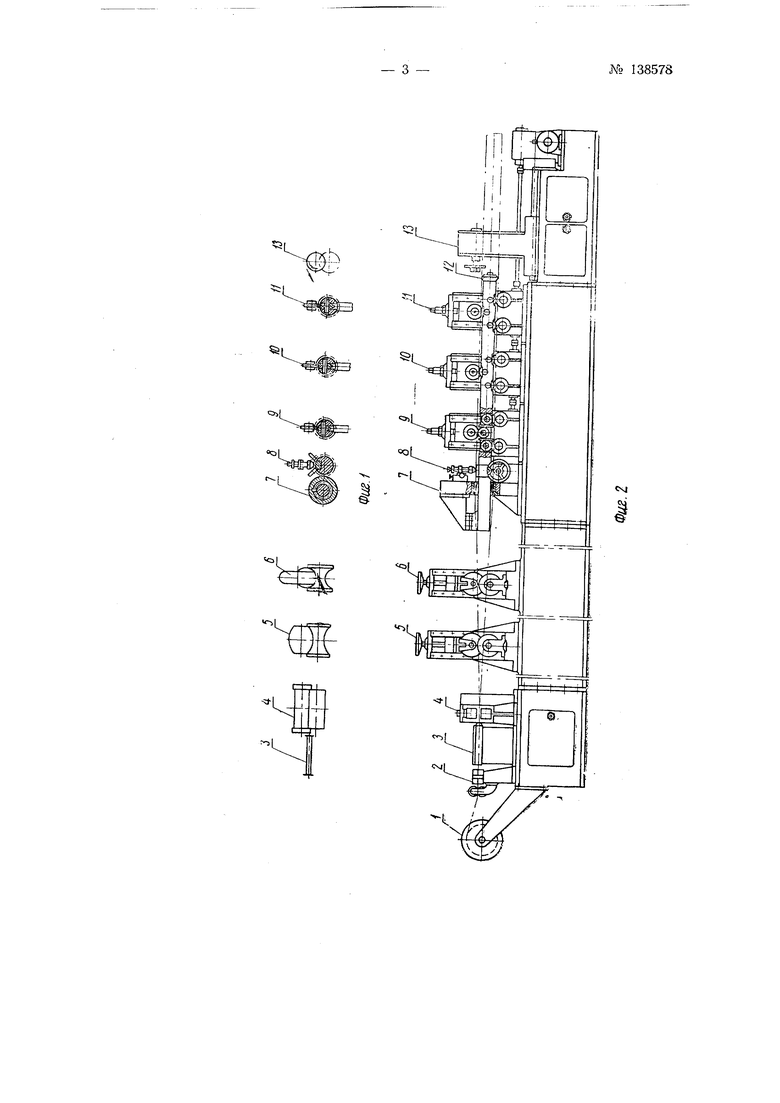
На фиг. 1 показан технологический процесс получения топкостенпых сёарных труб; на фиг. 2 - станок для их изготовления.
Заготовка для трубы в виде точпо отрезанной по ширине ленты или фольги свертывается в рулон и устанавливается на специальную катушку /. С катушки лента поступает через ролики в протир 2, где производится очистка заготовки. Дальше лента поступает в проводку 3, которая направляет ее в отбортовочную клеть 4. В отбортовочной клети производится гибка кромок ленты под сварку. Высота отбортовки зависит от толщины материала и заданного усилия шва. Если сварка производится встык или внахлестку, то отбортовка не делается. После отбортовки лента поступает в клети 5 и 5 предварительной формовки, где заготовке придается желобообразная форма. Количество формующих клетей может быть от 1 до 4 в зависимости от диаметра трубы. Чем больше диаметр трубы, тем больше количество формующих клетей.
Далее лента поступает в фильерную клеть 7, где производится свертывание заготовки в трубу. Фильера представляет собой кольцевую щель, размер которой равен толщине стенки трубы, а диаметры равны внутреннему и наружному диаметрам трубы. Фильера образуется наружной направляющей втулкой с прорезью для прохожде№ 138578- 2 -
ния отбортовки и внутренней направляющей штангой, закрепленной с помощью кронштейна на фильерной клети. Назначение фильеры состоит в том, что при втягивании желобообразной заготовки трубы в фильеру заготовка приобретает круглую форму, а также обеспечивается поджим и фиксация свариваемых кромок трубы.
Продольный шов труб может свариваться аргоно-дуговой сваркой вольфрамовым электродом или роликовой электросваркой. Сварка продольного шва трубы производится по выходе из фильеры сварочной головкой 8. После сварки производится раскатка шва и непрерывная подача трубы с помощью приводных клетей 9, 10 и 11; количество этих клетей может быть до 5. Клети 9, 10, 11 имеют регулируемый привод от двигателя постоянного тока. Раскатка шва и подача трубы осуществляется роликами клетей, которые поджимаются к опорным роликам, укрепленным на штанге внутри трубы.
Па конце штанги устанавливается калибрующий дорн 12, с помощью которого производится непрерывная калибровка внутреннего диаметра трубы. Отрезка трубы заданной длины производится отрезным устройством 13.
На предлагаемом станке можно изготавливать трубы диаметром до 200-300 мм для гибких металлических рукавов и сильфонов как однослойных, так и многослойных.
Предмет изобретения
1.Станок для изготовления особо тонкостенных труб, отличающийся тем, что, с целью получения труб с соотнощением диаметра трубы к толщине стенки более 50, свертывание ленты в трубу осуществляют путем непрерывного втягивания V-образной заготовки трубы посредством клетей подачи и раскатки в щельевую фильеру, образуемую наружным кольцом и штангой с роликами, вводимой внутрь трубы.
2.Станок по ц. 1, отличающийся тем, что на конце штанги, вводимой внутрь трубы, установлен калибрующий дорн, обеспечивающий одновременную со сваркой непрерывную калибровку трубы.
3.Станок по пп. 1, 2, отличающийся тем, что клети отбортовки и предварительной формовки трубы являются неприводными, ролики которых получают вращение вследствие протяжки ленты через них с помощью клетей подачи и раскатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Стан для производства особотонкостенных прямошовных труб | 1975 |
|
SU564901A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| Профилировочно-гибочный станок для получения гофрированных труб цилиндрической, конической и оживальной формы из металлической ленты | 1956 |
|
SU114650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 1970 |
|
SU270155A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |