Изобретение относится к промышленным печам, в частности многокамерным вакуумным печам, и применяется для закалки стальных деталей из инстрзт ентальных сталей, а также для охлаждения и других видов термообработки металлических деталей/
Цель изобретения - расширение технологических возможностей за .счет создания оптимальных условий охлаждения.
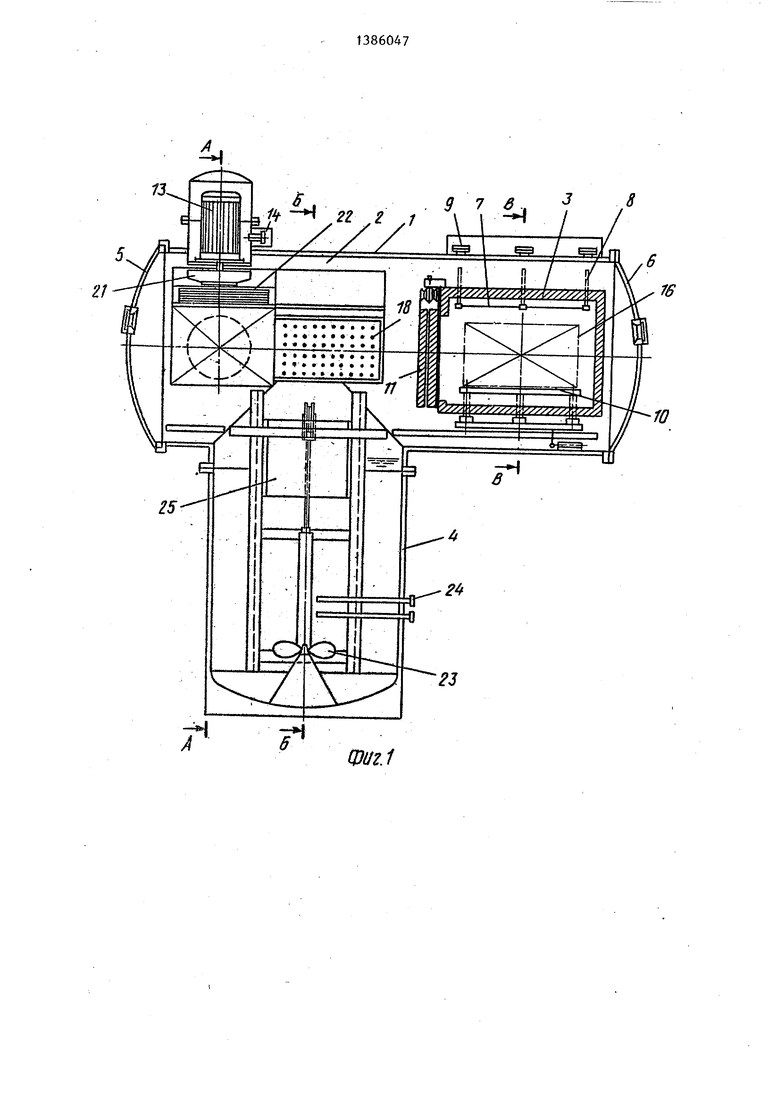
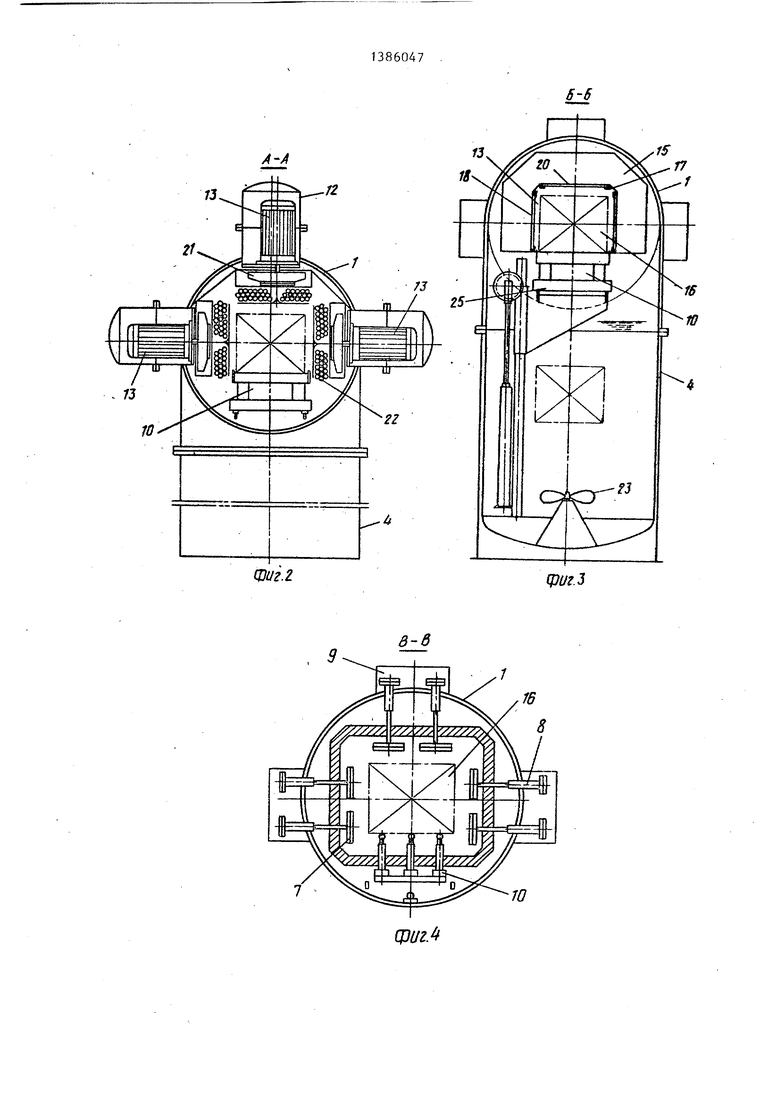
,На фиг.1 изображена вакуумная многокамерная печь, продольный раз- ре 3j на фиг, 2 - разрез А-А на фиг.1 на фиг, 3 - разрез Б-Б на фиг.1; на фиг, 4-разрез Б-В на фиг.1; на фиг. 5- 11 - варианты расположения щитков в коробеj на фиг, 12-18 - варианты расположения сопл на щитке.
Вакуумная многокамерная печь содержит охлаждаемый водой корпус 1, в котором расположены последовательно охлаждающая камера 2, камера 3 нагрева и установленная под камерой 2 камера 4 охлаждения с охлаждающей средой - маслом. Корпус 1 имеет поворачивающиеся или сдвигаемые двер- . цы 5 и 6,
Нах ревательная камера 2 выполнена в в1-ще стальной конструкции, облицованной многослойной изоляцией.из- высококачественного керамического волокнистого материала и войлока, чистейшего графита с графитовыми , нагревательными элементами 7, расположенными на своде и на боковых сторонах. Такое расположение графитовых нагревательных элементов 7 обеспечивает быстрый и равномерный нагрев . Подвод тока к графитовым нагревательным элементам 7 осуществляется через контактные болты 8, нагревательных элементов и соответственно контактный фланец 9 нагревательного элемента,
В нагревательной камере выполнены подъемно-опускные направляющие транспортера 10. Торцовая стенка нагревательной камеры 3, прилегающая к охлаждающей камере 2, закрыта дверцей 1 Т нагревательной камеры, дверца имеет возможность горизонтального перемещения.
В передней части охлаждающей камеры 2 на корпусе 1 расположены три радиальных oxлaждae iыx кожуха 12 с установленными в них приводами 13 вентилятора 14, Охлаждающая камера 2,
0
5
0
5
0
5
0
5
0
5
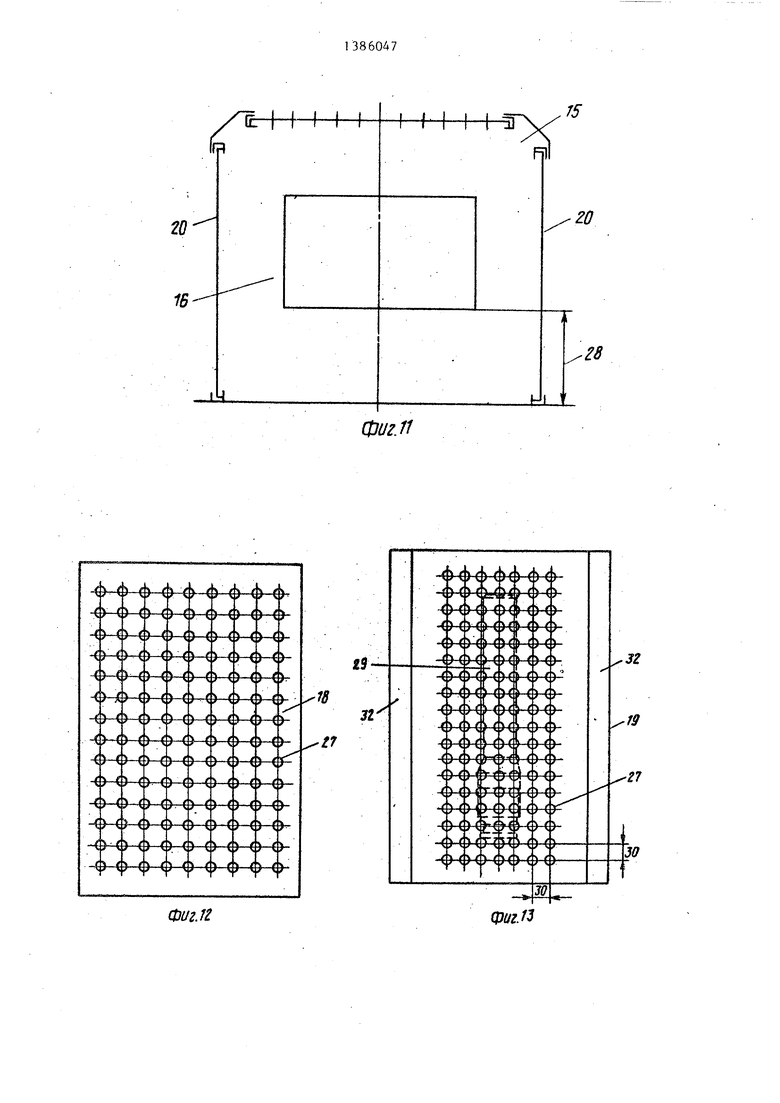
расположенная соосно с нагревательной камерой 3, содержит охлаждающее устройство, имеющее сопловый короб 15, вьтолненный туннелеобразным с П- образным поперечным сечением. Сопло- вый туннельный короб 16 имеет на открытых внутренних сторонах, обращенных к садке 16 боковые направляющие 17, в которых установлены с возможностью замены-ПО выбору сменные щитки 18, Сменные щитки могут быть выполнены в виде щитков 19 с соплами или сплошных щитков 20,
Соцловый короб 15 непосредственно соединен с корпусами трех вентилято- ров 14, каждьй из.которых содержит крьшьчатку 21, насаженную на конец вала соответствующего привода 13.Перед всасьгаающим отверстием каждого вентилятора установлены сбоку по два теплообменника 22, имеющие водоохлаж- даемые подводящие и отводящие трубопроводы с газонаправляющими щитками каждый.
В данном варианте предусмотрены три вентилятора. Однако возможны иные варианты, например лишь два вентилятора или же всего один вентилятор,
Камера 4 охлаждения содержит для равномерного перемещения охлаждающей среды гидравлический перемешиватель 23, устройство 24 для нагрева охлаждающей, среды и подъемно-опускную платформу 25. При вьшолнении вакуумной печи двухкамерной без закалки в масле камера 4 охлаждения исключается.
Вакуумная печь работает следующим образом.
При открытой дверце 5 вакуумной печи садку 16 автоматически подают в открытую нагревательную камеру 3, Затем дверцу 11 нагревательной камеры и дверцу 5 закрывают и производят откачку. Затем в нагревательной камере 3 производят нагрев садки 16, В конце нагрева вакуумную печь снова заполняют инертным газом при максимальном давлении 6 абс, б. Включают приводы 13 вентиляторов. Нагревательные элементы 7 отключаются и загружаемая садка 16 подается в охлаждающую камеру 2, где она- резко охлаждается охлаждающим газом.
Садку 16 с помощью подъемно-опускной платформы 25 можно приблизить в охлаждающей камере 2 к расположенно313
18 с соплами соплому сверху п(итку вого короба 15. .
При необходимости закалки садку 16 из нагревательной камеры 2 опускают в масляную ванну с помощью подъ- .емно-опускной платформы 25. При необходимости перед масляной закалкой можно провести непродолжительное охлаждение с помощью инертного газа.
Соштовый короб 15 выполнен таким образом, что в нем возникают лишь небольшие скорости газа, которые с одной стороны вызывают лишь незначительные потери в потоке, а с другой стороны создают у сопл щитков 18 и 1 с соплами одинаковые условия напора, дающие одинаковые скорости истечения из сопл..
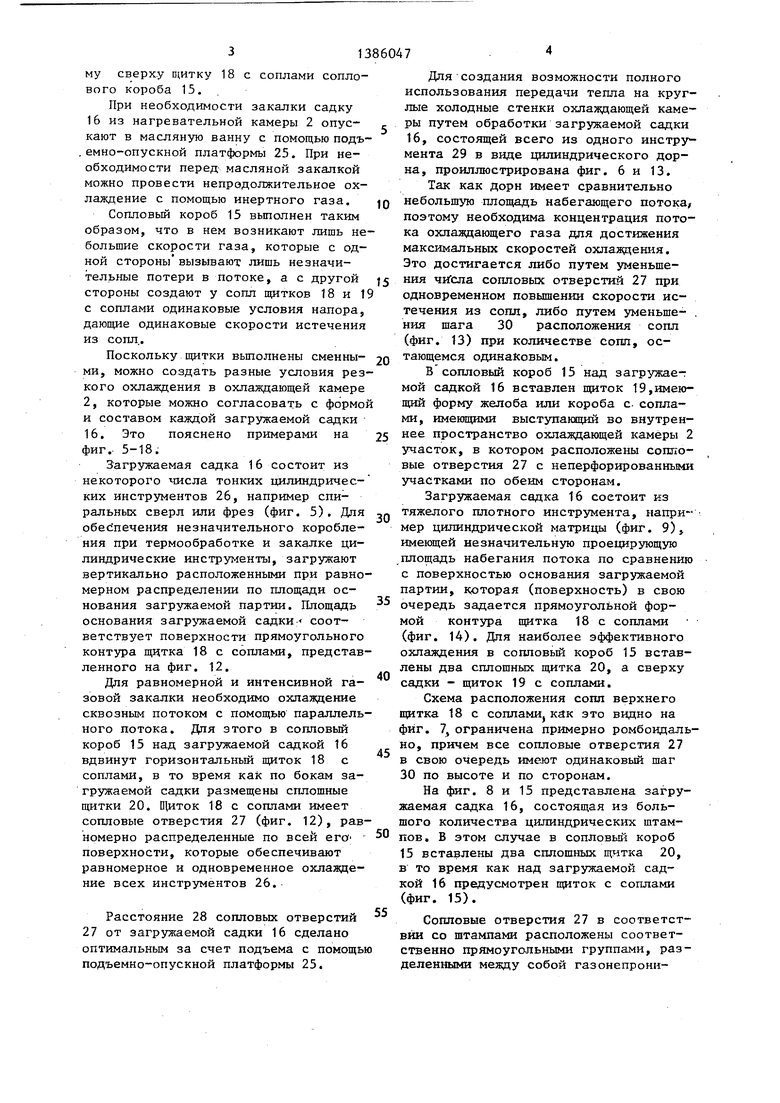
Для-создания возможности полного использования передачи тепла на круглые холодные стенки охлаждающей камеры путем обработки загружаемой садки 16, состоящей всего из одного инстру мента 29 в виде цилиндрического дор- на, проиллюстрирована фиг. 6 и 13.
Так как Дорн имеет сравнительно небольшую площадь набегающего потока/ поэтому необходима концентрация потока охлаждающего газа для достижения максимальных скоростей охлалщения. Это достигается либо путем уменьшения 4Vfcna сопловых отверстий 27 при одновременном повышении скорости истечения из сопл, либо путем уменьше- . ния шага 30 расположения сопл (фиг. 13) при количестве сопл, ос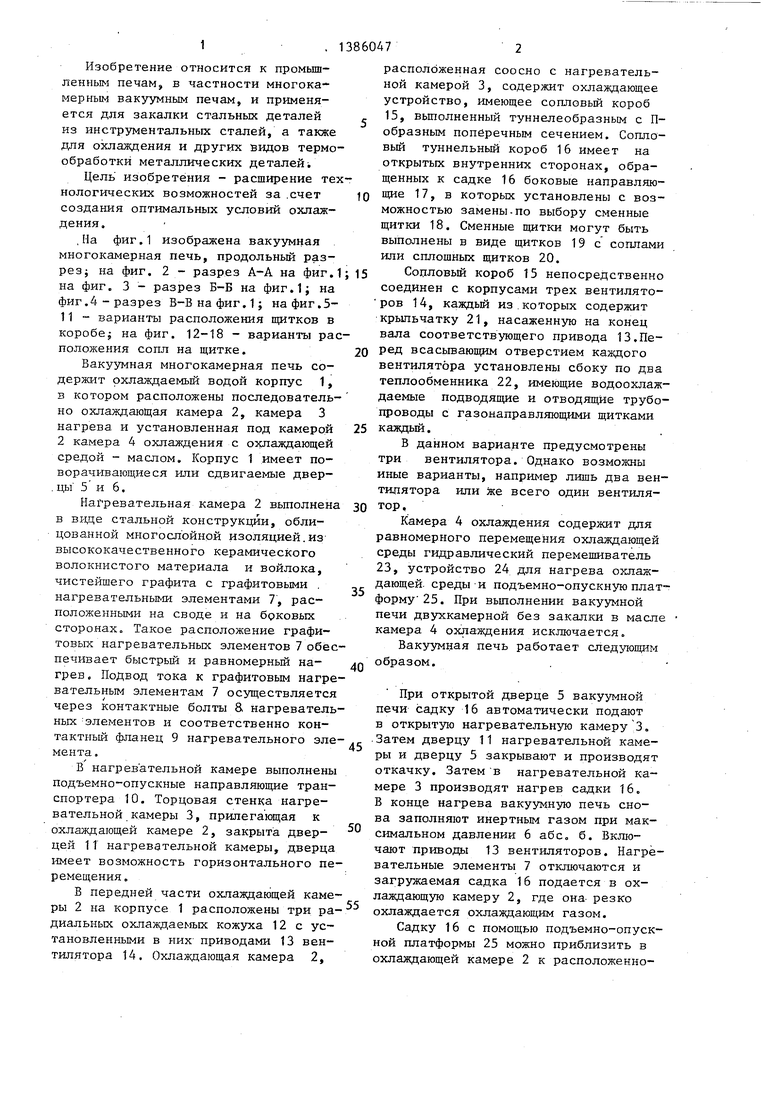
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКАМЕРНАЯ ПЕЧЬ ДЛЯ ВАКУУМНОЙ ЦЕМЕНТАЦИИ И ЗАКАЛКИ ЗУБЧАТЫХ КОЛЕС, ВАЛОВ, КОЛЕЦ И АНАЛОГИЧНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2016 |
|
RU2639103C2 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПРИ ПОЛУЧЕНИИ СОЕДИНЕНИЯ МЕЖДУ ПРИПОЕМ И СЛУЖАЩЕЙ ПОДЛОЖКОЙ ДЛЯ ПРИПОЯ ДЕТАЛЬЮ | 2007 |
|
RU2420376C2 |
| Вакуумная электропечь для термической обработки | 1980 |
|
SU935692A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, В ЧАСТНОСТИ, МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2327746C2 |
| АВТОМАТИЧЕСКАЯ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ СУШКИ СТИРАЛЬНАЯ МАШИНА | 1995 |
|
RU2144104C1 |
| Многокамерная печь для огнеупоров | 1932 |
|
SU41434A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1989 |
|
SU1692475A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| ОКРАСОЧНАЯ КАМЕРА | 1999 |
|
RU2161074C1 |
Изобретение относится к промышленной печи, преимущественно к вакуумной многокамерной электропечи.Цель изобретения - расширение технологических возможнрстей за счет создания оптимальных условий охлаждения. Вакуумная печь содержит камеру нагрева и камеру охлаядения, в которой расположено охлаждающее устройство, вьшолненное в виде туннельного соплового короба с направляющими и установленными в них сменными щитками, вентиляторов, установленных на корпусе печи и соединенных с коробом, теплообменника. Для обработки различных видов деталей необходимы разные условия охлаждения. Поэтому за счет различных вариантов расположе- ния щитков: с соплами и без сопл, и вариантов расположения сопл на щитке достигаются оптимальные условия охлаждения. 7.з.п. ф-лы, 18 ил.
щитки выполнены сменны- 20 тающемся одинаковым.
В сопловый короб 1 мой садкой 16 вставле щий форму желоба или ми, имеющими выстуда 25 нее пространство охла участок, в котором ра вые отверстия 27 с не участками по обеим ст
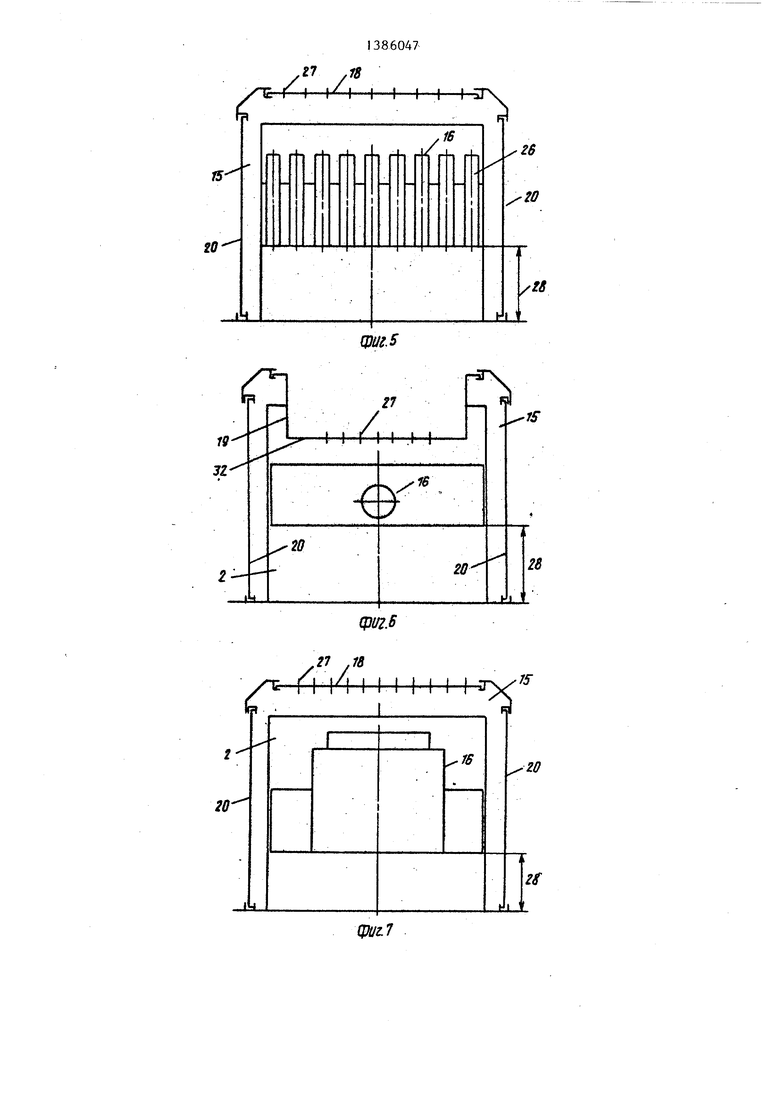
ми, можно создать разные условия резкого охлаждения в охлаждающей камере 2, которые можно согласовать с формой и составом каждой загружаемой садки 16. Это пояснено примерами на фиг. 5-18.
Загружаемая садка 16 состоит из некоторого числа тонких цилиндрических инструментов 26, например спиральных сверл или фрез (фиг. 5). Для обеспечения незначительного коробления при термообработке и закалке цилиндрические инструменты, загружают вертикально расположенными при равномерном распределении по площади основания загружаемой партии. Площадь основания загружаемой садки соответствует поверхности прямоугольного контура щитка 18 с соплами, представленного на фиг. 12.
Для равномерной и интенсивной газовой закалки необходимо охлазвдение сквозным потоком с помощью параллельного потока. Дпя этого в сопловый короб 15 над загружаемой садкой 16 вдвинут горизонтальный щиток 18 с соплами, в то время как по бокам загружаемой садки размещены сплошные щитки 20. Щиток 18 с соплами имеет сопловые отверстия 27 (фиг. 12), равномерно распределенные по всей erd поверхности, которые обеспечивают равномерное и одновременное охлаждение всех инструментов 26.
Расстояние 28 сопловых отверстий 27 от загруткаемой садки 16 сделано оптимальным за счет подъема с помощью подъемно-опускной платформы 25.
0 тающемся одинаковым.
0
В сопловый короб 15 над загружаемой садкой 16 вставлен щиток 19,имеющий форму желоба или короба с. соплами, имеющими выстудакщий во внутрен- 5 нее пространство охлаждающей камеры 2 участок, в котором расположены сопловые отверстия 27 с неперфорированными участками по обеим сторонам.
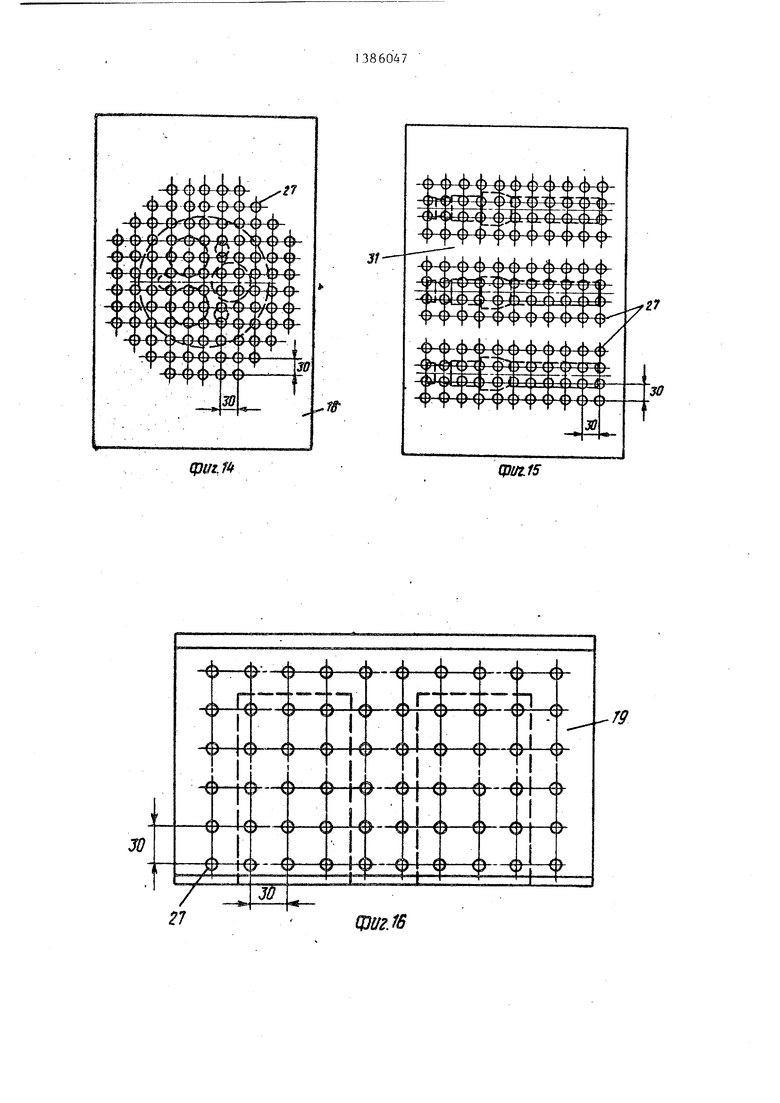
Загружаемая садка 16 состоит из тяжелого плотного инстрз ента, напри- мер цилиндрической матрицы (фиг. 9), имеющей незначительную проецирующую площадь набегания потока по сравнению с поверхностью основания загружаемой партии, к;оторая (поверхность) в свою очередь задается прямоугольной формой контура щитка 18 с соплами (фиг. 14). Для наиболее эффективного охлаждения в сопповый короб 15 вставлены два сплошных щитка 20, а сверху садки - щиток 19 с соплами.
Схема расположения сопл верхнего щитка 18с соплами как это видно на фиг. 7, ограничена примерно ромбоидально, причем все сопловые отверстия 27 в свою очередь имеют одинаковый шаг 30 по высоте и по сторонам.
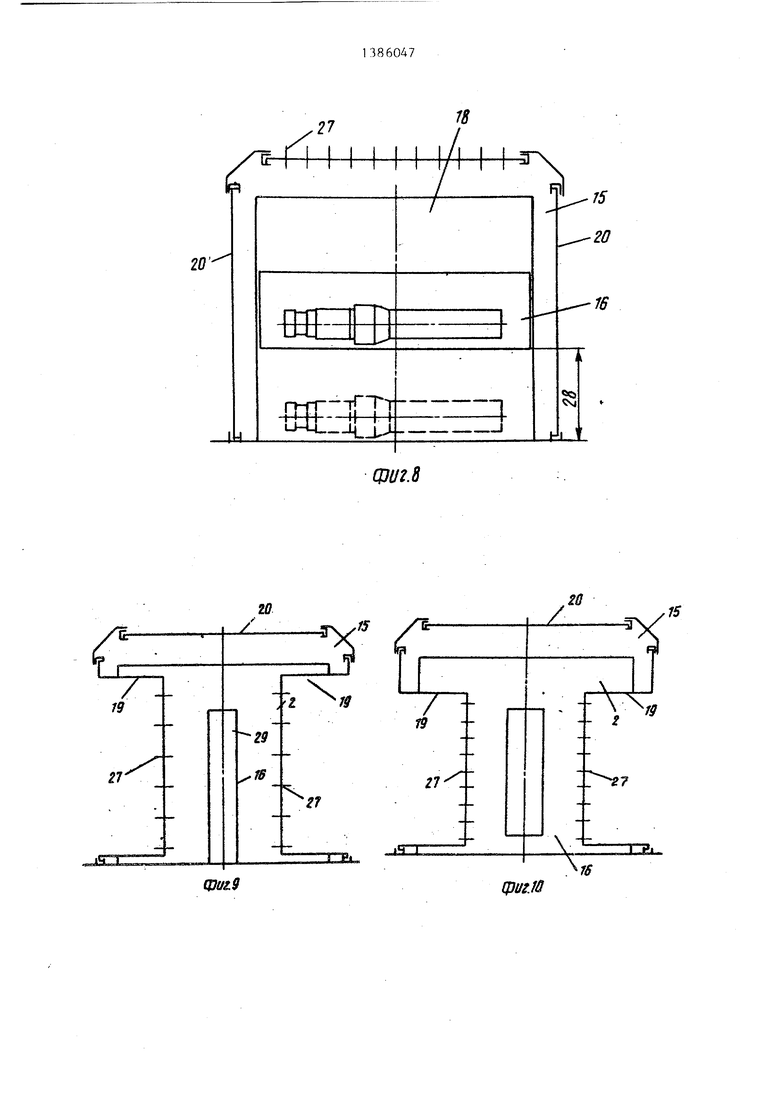
На фиг. 8 и 15 представлена загружаемая садка 16, состоящая из большого количества цилиндрических штампов. В этом случае в сопловый короб 15 вставлены два сплошных щитка 20, в то время как над загружаемой садкой 16 предусмотрен щиток с соплами (фиг. 15).
Сопловые отверстия 27 в соответствии со штампами расположены соответственно прямоугольными группами, разделенными собой газонепрони5
0
5
0
5
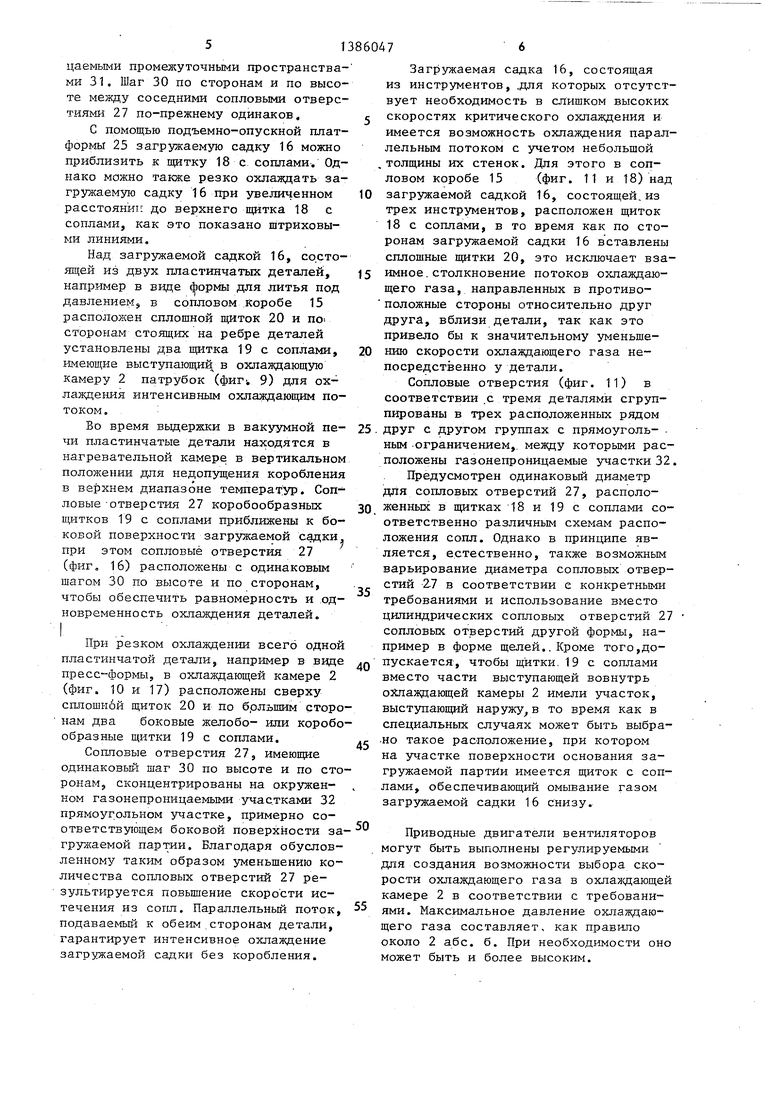
цаемьши промежуточными пространствами 31, Шаг 30 по сторонам и по высоте между соседними сопловыми отверстиями 27 по-прежнему одинаков,
С помощью подъемно-опускной платформы 25 загружаемую садку 16 можно приблизить к щитку 18 с соплами. Однако можно также резко охлаждать загружаемую садку 16 при увеличенном расстоянии до верхнего щитка 18 с соплами, как это показано штриховыми линиями.
Над загружаемой садкой 16, состоящей из двух пластинчатых деталей, например в виде формы для литья под давлением, в сопловом коробе 15 расположен сплошной щиток 20 и по сторонам стоящих на ребре деталей установлены два щитка 19 с соплами, имеющие БЫСТ5шающий в охлаждающую камеру 2 патрубок (фиГ . 9) для охлаждения интенсивным охлаждающим потоком,
Во время вьщержки в вакуумной печи пластинчатые детали находятся в нагревательной камере в вертикальном положении для недопущения коробления в верхнем диапазоне температур Сопловые -отверстия 27 коробообразных щитков 19 с соплами приближены к боковой поверхности загрз аемой садки. при этом сопловые отверстия 27 (фиг, 16) расположены с одинаковым шагом 30 по высоте и по сторонам, чтобы обеспечить равномерность и .одновременность охлаждения деталей.
13860476
Загружаемая садка 16, состоящая из инструментов, .для которых отсутствует необходимость в слишком высоких с скоростях критического охлаждения и имеется возможность охлаждения параллельным потоком с небольшой , толщины их стенок. Для этого в сопловом коробе 13 (фиг. 11 и 18) над 10 загружаемой садкой 16, состоящей, из трех инструментов, расположен щиток
15
20
25
30
35
18 с соплами, в то время как по сторонам загружаемой садки 16 вставлены сплошные щитки 20, это исключает взаимное .столкновение потоков охлаждающего газа, направленных в противо- положные стороны относительно друг другй, вблизи детали, так как это привело бы к значительному уменьшению скорости охлаждающего газа непосредственно у детали.
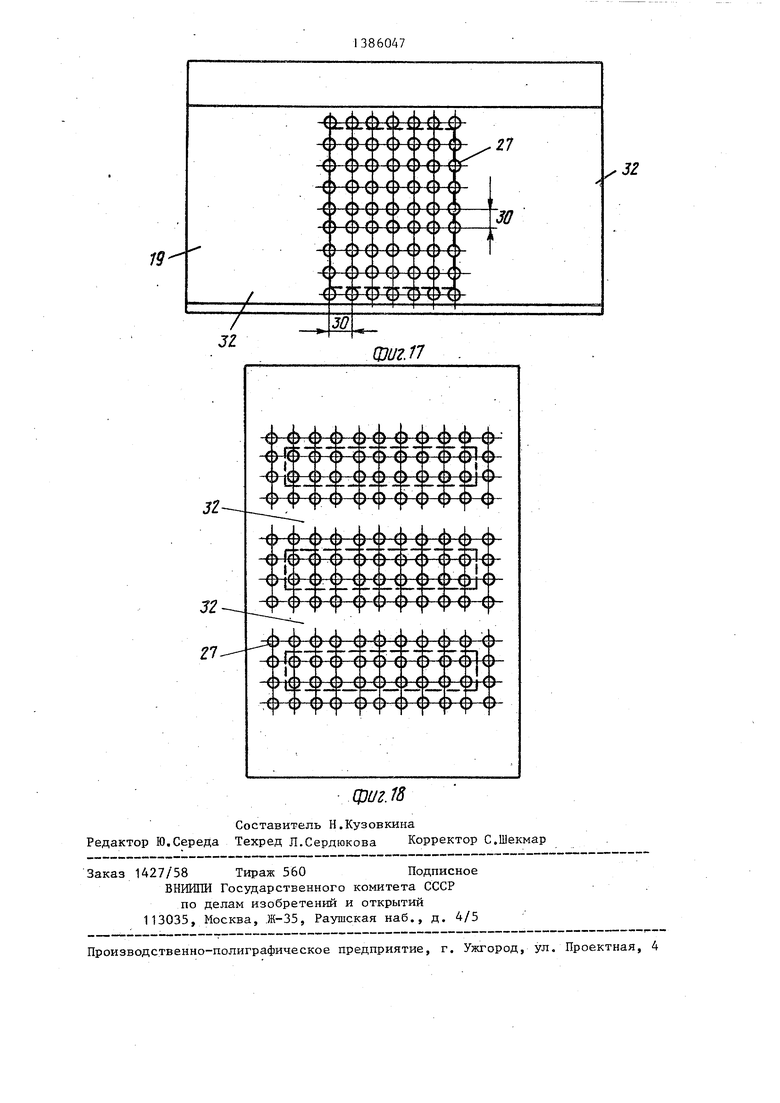
Сопловые отверстия (фиг. 11) в соответствии .с тремя деталями сгруппированы в трех расположенных рядом друг с другом группах с прямоуголь- ным -ограничением,, между которыми расположены газонепроницаемые участки 32.
Предусмотрен одинаковьй диаметр для сопловых отверстий 27, расположенных в щитках 18 и 19 с соплами соответственно различным схемам расположения сопл. Однако в принципе является, естественно, также возможным варьирование диаметра сопловых отверстий 2-7 в соответствии с конкретными требованиями и использование вместо цилиндрических сопловых отверстий 27 сопловых отверстий другой формы, например в форме щелей.. Кроме того,допускается, чтобы щитки. 19 с соплами вместо части выступающей вовнутрь охлаждающей камеры 2 имели участок, выступающий наружу в то время как в специальных случаях может быть выбра- .но такое расположение, при котором на участке поверхности основания загружаемой парти:и имеется щиток с соплами, обеспечивающий омывание газом загружаемой садки 16 снизу.
При резком охлаждении всего одной пластинчатой детали, например в виде пресс-формы, в охлаждающей камере 2 (фиг. 10 и 17) расположены сверху сплошной щиток 20 и по брлыдим сторонам два боковые желобо- или коробо- образные щитки 19 с соплами.
Сопловые отверстия 27, имеющие одинаковьй шаг 30 по высоте и по сторонам, сконцентрированы на окруженном газонепроницаемыми участками 32 прямоуг,ольном участке, примерно соответствующем боковой поверхности за- гружаемой партии. Благодаря обусловленному таким образом уменьшению количества сопловых отверстий 27 ре- зультируется повьш1ение скорости истечения из сопл. Параллельный поток, подаваемый к обеим .сторонам детали, гарантирует интенсивное охлаждение загружаемой садки без коробления.
5
0
5
0
5
0
5
5
18 с соплами, в то время как по сторонам загружаемой садки 16 вставлены сплошные щитки 20, это исключает взаимное .столкновение потоков охлаждающего газа, направленных в противо- положные стороны относительно друг другй, вблизи детали, так как это привело бы к значительному уменьшению скорости охлаждающего газа непосредственно у детали.
Сопловые отверстия (фиг. 11) в соответствии .с тремя деталями сгруппированы в трех расположенных рядом друг с другом группах с прямоуголь- ным -ограничением,, между которыми расположены газонепроницаемые участки 32.
Предусмотрен одинаковьй диаметр для сопловых отверстий 27, расположенных в щитках 18 и 19 с соплами соответственно различным схемам расположения сопл. Однако в принципе является, естественно, также возможным варьирование диаметра сопловых отверстий 2-7 в соответствии с конкретными требованиями и использование вместо цилиндрических сопловых отверстий 27 сопловых отверстий другой формы, например в форме щелей.. Кроме того,допускается, чтобы щитки. 19 с соплами вместо части выступающей вовнутрь охлаждающей камеры 2 имели участок, выступающий наружу в то время как в специальных случаях может быть выбра- .но такое расположение, при котором на участке поверхности основания загружаемой парти:и имеется щиток с соплами, обеспечивающий омывание газом загружаемой садки 16 снизу.
Приводные двигатели вентиляторов могут быть выполнены регулируемыми для создания возможности выбора скорости охлаждающего газа в охлалодающей камере 2 в соответствии с требованиями. Максимальное давление охлаждающего газа составляет, как правило около 2 абс. б. При необходимости оно может быть и более высоким.
/138
В предлагаемой промышленной печи в охлайадающей камере достигается интенсивность охлаждения, соответствующая интенсивности в обычных вакуумных печах закалки газом под большим давлением. Преимуществом достигаемых низких давлений охлаждающего газа в предлагаемой печи является существенная экономия охлаждающего гада (в частиости, азота) в ходе цикла термообработки, что соответственно означает большзгю экономию затрат. Кроме того, возможно создание в печи оптимальных условий охлаждения различных деталей.
Формулаизобретения
с различным диаметром.
ней мере один из щитов, установленных в -коробе, вьтолнен сплошным.
а третий щит - мелоду обоими другими щитами.
и
ГО
23
ф1/2.1
А-А
13
.2
15
77
(раг.З
Г6
Ю
сриг.
С
г I к I
16
JL V2
С
/ /
( v I
16
26
75 rs
го
21
Г
20
й
/
/
3 fr
/ -19
-Г,
г /i;
IT
.IB
J
Ift,
фА
W
J5
фиг.8
- fVv
19
n..
r
inri.
Ц)иг.10
16
IfP
20
Фиг.п
Г I I
75
Fill
20
фиг.П
Фиг
r
(риг.т
7
27
W
27
QJUtIS
rg
Tl
-ф-1-
)
n§ hft:iHHHb ti
j-ф-ф -
32 21
фиг.17
| Патент США № 4171126, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
