Настоящее изобретение относится к многокамерной печи для вакуумной цементации и закалки зубчатых колес, валов, колец и аналогичных обрабатываемых деталей.
Из литературы известны примеры печей периодического действия, рассчитанных на процессы вакуумной цементации, когда множество обрабатываемых деталей, уложенных на плоский лоток, обрабатываются одновременно, при этом детали могут быть уложены на лотки, расположенные на любом числе уровней от нескольких и до около десятка. С этой целью используются однокамерные печи со встроенной системой закалки газом высокого давления (HPGQ), двухкамерные печи с отдельной камерой HPGQ или решения, обеспечивающие охлаждение в закалочном масле.
В целях массового производства применяют модульные системы с множеством технологических камер для вакуумной цементации и отдельной камерой для загрузки/ разгрузки обрабатываемых деталей в отдельные технологические камеры из отдельных технологических камер, включая оборудование для HPGQ или закалки в масле. Из литературы известны конструкции печей с линейной компоновкой технологических камер или кольцевой компоновкой вокруг оси вращения описанной закалочной камеры. В промышленных целях применяют различные разновидности модульных систем, включая те, которые допускают размещение одной технологической камеры поверх другой, как описано в патенте ЕР 1319724 В1. Во всех этих системах применяется объемный метод закалки в циркулирующем газе, например азоте или гелии, под высоким давлением (HPGQ) или в закалочном масле с неравномерной закалкой отдельных обрабатываемых деталей на различных участках рабочей нагрузки вследствие неравномерного и нерегулярного потока закалочной среды через объем рабочей нагрузки, а также вследствие неравномерного потока закалочной среды по поверхности обрабатываемых деталей, что дополнительно проявляется в закалочном напряжении и последующих нежелательных деформациях.
По сравнению с закалкой в масле газовое охлаждение в этом случае отличается более высокой степенью статистической повторяемости деформаций.
С другой стороны, в патенте DE 102009041041 В4 описана модульная система, рассчитанная на непосредственную цементацию и закалку таких обрабатываемых деталей, как, например, зубчатые колеса ограниченных размеров, путем быстрого газового нагрева и охлаждения, что потенциально дополнительно уменьшает деформации и/или равномерность таких деформаций в пределах одной рабочей нагрузки, а также их повторяемость в последовательных рабочих нагрузках. Согласно этому патенту в одном вакуумном кожухе вертикально установлено от двух до шести камер нагрева. В этой системе загрузка обрабатываемых деталей происходит только на одном уровне, при этом обрабатываемые детали находятся на поверхности одного лотка, предпочтительно изготовленного из хлорфторуглеродного композиционного материала. Тем самым обеспечивается очень быстрый нагрев обрабатываемых деталей с эффективным проникновением (без экранирования) излучения со стороны системы нагрева камер на стадии нагрева, что позволяет сокращать время пребывания обрабатываемых деталей в условиях высокой температуры и обеспечивать безопасное (достаточно короткое) технологическое время пребывания обрабатываемых деталей при температуре более быстрого роста зерна, составляющей приблизительно 1050°С. Печи рассчитаны на цементацию слоем толщиной, например, приблизительно до 0,6 мм.
Закалка в потоке газа обрабатываемых деталей, уложенных в один слой, позволяет применять метод HPGQ с высокой повторяемостью и стабильностью за счет более простой конструкции системы циркуляции охлаждающего газа, в которой на обрабатываемые детали, находящиеся на поверхности лотка, воздействует равномерный и полный поток газа. Легче достигается высокая стабильность с надлежащей скоростью, давлением и температурой потока охлаждающего газа через объемные рабочие нагрузки. Когда обрабатываемые детали уложены в один слой, облегчается автоматизация операций их загрузки и разгрузки, а с учетом уменьшения и повторяемости деформаций печь может быть установлена в станочной системе между станками для грубой зубообработки и станками для чистовых операций, за счет чего исключается транспортировка обрабатываемых деталей до отдельно расположенных закалочных цехов.
Что касается технологии газовой цементации сложных обрабатываемых деталей (когда объемная закалка в закалочном масле усиливает деформации), осуществляют отдельную закалку обрабатываемых деталей в закалочном прессе путем их циклической подачи в пресс оператором, обычно использующим манипулятор, или в случае массового производства с использованием промышленных роботов.
С другой стороны, в технологии закалки нежестких опорных колец предусмотрена циклическая подача колец в охлаждающую матрицу, обеспечивающая закалку в газе или сжатом воздухе с соответствующим притоком охлаждающей среды через сопла, надлежащим образом расположенные относительно охлаждаемых поверхностей, под соответствующим давлением, со скоростью от 50 до 100 м/сек, на уровне 10 мм от поверхности, что гарантирует достижение скорости охлаждения, например, 15°С/сек, сравнимой со скоростью охлаждения в закалочном масле, применимой для закалки стальных колец из стали марки 100Cr6 [НТМ53(1998)2 "Fixturhartung von Walzlagerringen unter Verwendug von gasformigen Abschreckmedien"].
Что касается технологии газовой цементации с применением вакуумной цементации, предпринимались попытки создания рассчитанных на массовое производство печей для объемных рабочих нагрузок, как описано выше, но в силу опасений, связанных с непрерывным потоком рабочей нагрузки через печь, их конструкция предусматривала функциональные камеры нагрева, вакуумной цементации, диффузии, предварительного охлаждения до закалки, а также закалочную камеру (например, для закалки в масле), при этом для разделения упомянутых камер использовались вакуумные шлюзы. Такие системы описаны (в том числе) в патентах ЕР 0735149 (1996 г.), ЕР 0828554 (2004 г.), ЕР 1482060 (2004 г.) и технической литературе с начала 1990-х годов. К сожалению, эти технологии не получили широкого распространения в основном из-за уровня деформаций, неравномерности этих деформаций в пределах одной рабочей нагрузки и между рабочими нагрузками, а также из-за сложности поддержания непрерывной работы системы.
Известны попытки сконструировать печь непрерывного действия для цементации и закалки отдельных обрабатываемых деталей, подаваемых через последовательные системы печи, рассчитанные на нагрев, цементацию, диффузию, предварительное охлаждение и закалку. Например, существуют системы, описанные в патенте US 4938458 (А) (1990 г.) под названием "Continuous ion-carburizing and quenching system" и патенте EP 0811697 (B1) (1997 г.) под названием "Method and apparatus for carburizing, quenching and tempering". Кроме того, в начале 1990-х годов была создана печь непрерывного действия с роликовым механизмом подачи рабочей нагрузки, поделенная на функциональные камеры (загрузочные и разгрузочные шлюзы, а также камеры нагрева, цементации, диффузии и предварительного охлаждения) и камеры HPGQ, описанные (среди прочего) на заглавной странице HTM 2/2001 "Multichamber continuous furnaces…". Одним из новых признаков этой конструкции является возможность линейной компоновки систем со станочным оборудованием.
Производство зубчатых колес всегда включает стадии черновой и точной обработки на станке обычно в мягком состоянии, а также стадию доводки зубчатых колес по отдельности после тепловой и химической обработки. Следовательно, после обработки на станке непрерывный поток отдельных обрабатываемых деталей поступает на дальнейшую обработку. С учетом того, что технология вакуумной цементации с непосредственной закалкой обеспечивает повторяемое ограничение деформаций и/или их повторяемость в соответствии с формой обрабатываемых деталей, существует потребность в непрерывном способе цементации и закалке отдельных зубчатых колес в ходе цикла, соответствующего циклу черновой обработки на станке до термохимической обработки и доводки. С учетом непрерывного потока обрабатываемых деталей циклическая (непрерывная) продувка отдельных обрабатываемых деталей после черновой обработки не создает каких-либо технических или экономических сложностей.
Существенным признаком многокамерной печи согласно настоящему изобретению является ее конструкция, состоящая по меньшей мере из двух технологических камер (соединенных параллельно) с непрерывной подачей отдельных обрабатываемых деталей, образующих вертикальную или горизонтальную компоновку и помещающихся в общем вакуумном пространстве с газонепроницаемой перегородкой, при этом на концах камер расположены камеры транспортировки с загрузочными и разгрузочными системами, обеспечивающими взаимодействие с отдельными технологическими камерами посредством тепло- и газонепроницаемых дверей, установленных на концах камер, а доступ к камерам транспортировки извне обеспечивается через загрузочные и разгрузочные шлюзы.
Печь имеет преимущественно три технологические камеры с вертикальной компоновкой (одна поверх другой), а именно камеру нагрева, камеру цементации и диффузионную камеру.
В каждой технологической камере также преимущественно имеются камеры нагрева с тепловой изоляцией, графитовой системой нагрева и механизмом шаговой подачи, установленным на валу, для непрерывного перемещения отдельных обрабатываемых деталей.
Механизм шаговой подачи преимущественно имеет от 2 до 100 шагов позиционирования отдельных обрабатываемых деталей, при этом временной интервал подачи составляет от 0,1 до 60 минут.
Разгрузочный шлюз преимущественно содержит оборудование для закалки отдельных обрабатываемых деталей в масле в течение рабочего цикла печи.
Кроме того, разгрузочный шлюз преимущественно содержит оборудование для закалки отдельных обрабатываемых деталей в масле на прессе или в фиксирующих устройствах в течение рабочего цикла печи.
Разгрузочный шлюз также преимущественно содержит устройство для закалки обрабатываемых деталей в потоке газа в течение рабочего цикла печи.
Устройство для закалки отдельных деталей в потоке газа преимущественно представляет собой состоящий из двух частей сопловый коллектор с основанием и системой газовых сопел, принудительно подающих поток охлаждающего газа со скоростью до 300 м/сек, при этом сопла имеют конфигурацию, приспособленную к форме отдельных деталей, а выпускные отверстия сопел находятся на расстоянии от 1 до 100 мм от поверхности охлаждаемой обрабатываемой детали.
Кроме того, сопловый коллектор преимущественно имеет две подвижные части, плавно перемещающиеся в сторону охлаждаемой обрабатываемой детали, при этом отдельную обрабатываемую деталь помещают на основание (с помощью загрузочного механизма) и устанавливают в положение в пределах допуска в сопловом коллекторе, части которого смыкаются во время цикла охлаждения.
Основание также преимущественно имеет механизм с вращательным приводом для обеспечения равномерного воздействия на поверхность отдельной обрабатываемой детали во время цикла охлаждения.
Отдельные технологические камеры рассчитаны на циклы нагрева, цементации под низким давлением и диффузионной пропитки. Эта конструкция возможна для LPC (цементации под низким давлением) со слоями цементации толщиной 0,3-0,6 мм при высокой температуре, например 1050°С. Отдельные камеры имеют независимые источники подачи технологического газа для осуществления последовательных фаз термохимической обработки, при этом камеры преимущественно разделены соответствующими тепло- и газонепроницаемыми дверями между зональными камерами. С целью обеспечения прочности и компактности конструкции все три технологические камеры помещены поверх друг друга, за счет чего две камеры загрузки/разгрузки могут быть соединены с тремя зонами, при этом в каждой зоне имеется соединение для загрузки и разгрузки. Каждая камера оснащена системой непрерывной подачи обрабатываемых деталей преимущественно ступенчатого типа.
Конструкция печи рассчитана на цементацию под низким давлением с закалкой в потоке газа под высоким давлением стальных зубчатых колес и обрабатываемых деталей сходных форм, например f до 200 мм, и весом приблизительно 1,5 кг с кратковременным воздействием температуры приблизительно 1050°С или с применением предварительного азотирования цементируемых сталей стандартных промышленных марок на стадии нагрева способом, описанным в патентах ЕР 1980641, US 7967920 и PL 210958, с толщиной слоя цементации от 0,25 мм до 1,0 мм. Способ включает загрузку отдельных обрабатываемых деталей посредством загрузочного шлюза в печь, поделенную на три технологические камеры, а именно камеру вакуумного нагрева, камеру LPC (цементации под низким давлением) и диффузионную камеру, при этом поток обрабатываемых деталей через печь непрерывного действия осуществляется за счет так называемого механизма ступенчатой подачи обрабатываемых деталей через каждую камеру от положения загрузки до положения разгрузки.
Каждая технологическая зона сконструирована как вакуумная печь с вакуумным кожухом, преимущественно содержащим графитовую тепловую изоляцию и графитовые нагревательные элементы. Нижняя стенка камеры нагрева, как описано выше, содержит механизм ступенчатой подачи обрабатываемых деталей через камеру нагрева от зоны загрузки до положения разгрузки.
На входе и выходе каждой зоны имеется тепло- и газонепроницаемая дверь, обеспечивающая тепловую и газовую изоляцию от камер с механизмами транспортировки обрабатываемых деталей между зонами. Это означает, что имеется камера, соединенная с загрузочным шлюзом, где механизм транспортировки циклически загружает обрабатываемые детали в зону цементации, а также разгружает их из зоны вакуумной цементации и, наконец, загружает в зону диффузии. Механизм транспортировки, соединенный с камерой, содержащей механизм охлаждения, обеспечивает разгрузку обрабатываемых деталей зоны нагрева и затем их загрузку в зону цементации, а также разгрузку обрабатываемых деталей после цикла диффузии и их транспортировку в камеру охлаждения. При использовании механизма транспортировки этого типа одна зональная камера преимущественно расположена поверх другой камеры.
Камера загрузочного шлюза оснащена клапанами, обеспечивающими удаление воздуха после загрузки каждой детали с помощью внешнего механизма и до поступления обрабатываемой детали во внутренний механизм, отвечающий за ее транспортировку до зоны нагрева. Камеры загрузочного и разгрузочного шлюза оснащены комплектами закалки в потоке газа с соответствующим оборудованием для соплового газового охлаждения.
Печь согласно изобретению будет более подробно описана со ссылкой на чертежи, на которых:
на фиг. 1 показано трехмерное изображение печи,
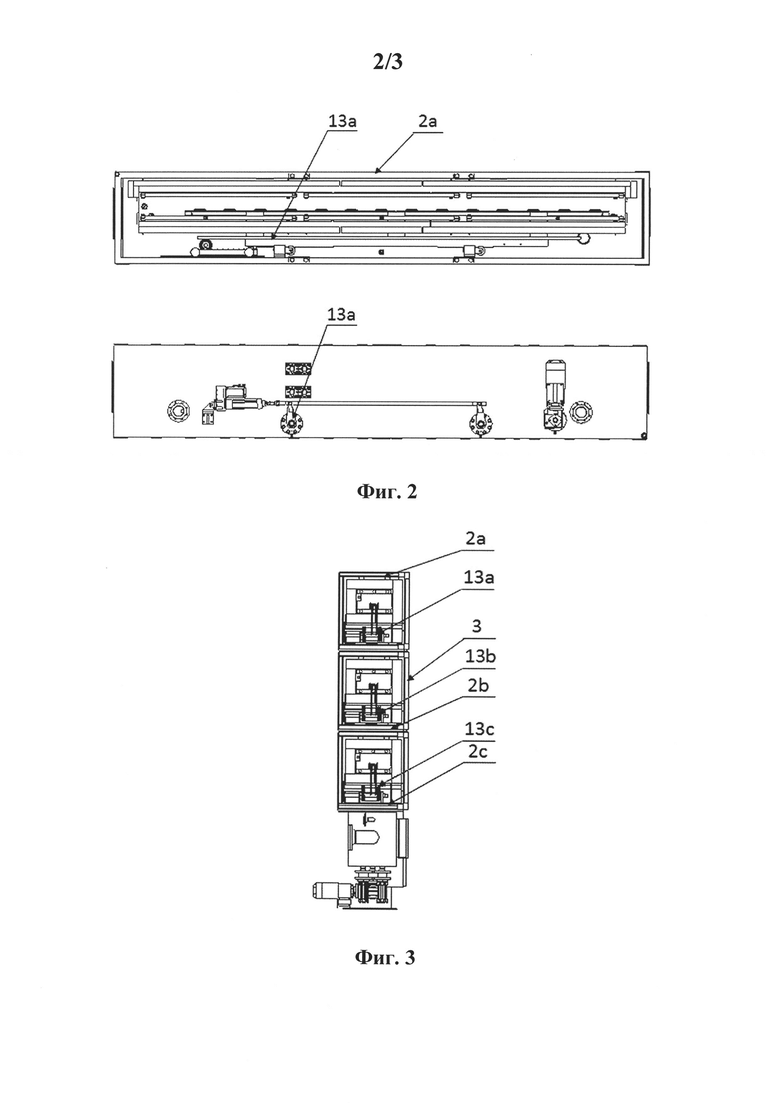
на фиг. 2 показан вид в разрезе камеры нагрева,
на фиг. 3 схематически показан механизм шаговой подачи, обеспечивающий подачу обрабатываемых деталей в камеру нагрева,
на фиг. 4 показан вид в разрезе камеры газового охлаждения отдельных деталей,
на фиг. 5 схематически показана вакуумная насосная система и система технологического газа.
Печь содержит три технологические камеры с общим вакуумным кожухом 1, образующие вертикальную компоновку (одна камера поверх другой), при этом верхней камерой является камера 2a нагрева, средней камерой является камера 2b цементации, а нижней камерой является диффузионная камера 2c, при этом в каждой из них имеется камера нагрева.
На уровне каждой технологической камеры в вакуумном кожухе имеется дверь 3 для технического обслуживания и установки, а на входе и выходе камеры нагрева также имеются тепло- и газонепроницаемые двери 4, изолирующие технологические камеры от вакуумных камер 5 и 6 транспортировки, содержащих механизмы Х-Y 7a и 7b загрузки обрабатываемых деталей в соответствующие камеры 2a, 2b и 2 с и их разгрузки из них.
Механизмы X-Y 7a, 7b загрузки и разгрузки действуют в вертикальном направлении и рассчитаны на три технологические камеры 2a, 2b и 2с, а также шлюз 8 загрузки в камеру 6 и шлюз 14 разгрузки из камеры 5. Непрерывный поток обрабатываемых деталей через печь осуществляется с заданными интервалами, например 0,5-2 минуты.
Внешнее устройство загрузки устанавливает обрабатываемую деталь, предназначенную для обработки, в загрузочный шлюз 8 в положение загрузки. Шлюз оснащен двумя вакуумными клапанами 10a и 10b преимущественно типа проходного золотникового клапана, а также соединен с вакуумной системой вакуумным клапаном 11. После загрузки обрабатываемой детали, как описано выше, загрузочный вакуумный клапан 10b закрывается и цикл откачивания продолжается до достижения разрежения ниже 0,1 мбар. Затем после достижения уровня разрежения для продувки открывается выпускной вакуумный клапан 10a и обрабатываемая деталь поступает на механизм 7a вертикальной транспортировки в камеру 5 транспортировки. После того как закрывается клапан 10a, в загрузочный шлюз через газовый клапан 12 и механизм X-Y 7a транспортировки нагнетается газ (например, азот). Через открытые тепло- и газонепроницаемые двери верхней камеры 2a нагрева обрабатываемая деталь устанавливается в исходное положение в этой зоне. Эта камера имеет, например, 15 положений для размещения обрабатываемых деталей, которые постепенно перемещает механизм 13a шаговой подачи внутри камеры нагрева.
После перемещения обрабатываемой детали в окончательное положение в камере 2а нагрева механизм X-Y 7b загрузки и разгрузки в камере 6 транспортировки извлекает обрабатываемую деталь и устанавливает ее в первое положение в механизме 13b шаговой подачи камеры 2b цементации, где обрабатываемая деталь перемещается из исходного положения в окончательное положение в течение рабочего цикла печи. По достижении окончательного положения механизм 7a загрузки/разгрузки камеры 5 транспортировки извлекает обрабатываемую деталь через тепло- и газонепроницаемые двери 4 (открывающиеся в этот момент) и устанавливает ее в первое положение в диффузионной камере 2с.
После подачи обрабатываемой детали через диффузионную камеру 2c с помощью механизма 13с шаговой подачи в камере нагрева механизм X-Y 7b загрузки/разгрузки камеры 6 транспортировки извлекает обрабатываемую деталь и устанавливает ее в положение охлаждения в разгрузочном шлюзе 14.
Разгрузочный шлюз 14 оснащен двумя вакуумными клапанами 15a/15b, один из которых соединен с камерой 6 транспортировки, а другой обеспечивает извлечение обрабатываемой детали из печи после охлаждения с помощью внешнего устройства транспортировки. В разгрузочном шлюзе 14, оснащенном клапаном, соединенным с насосной системой 17, имеется оборудование для индивидуального газового охлаждения, которое действует следующим образом: охлаждаемая обрабатываемая деталь помещается на основание 18, а вокруг нее устанавливается состоящий из двух частей сопловый коллектор с двумя подвижными частями: верхней частью 19 и нижней частью 20, которые плавно перемещаются наружу во время транспортировки и закрываются во время цикла охлаждения. Коллектор является сменным и приспособлен к индивидуальной форме обрабатываемой детали. Подвижные части 19 и 20 оснащены системой подачи охлаждающего газа в сопловую систему 21, направленную в сторону поверхности охлаждаемой обрабатываемой детали и находящуюся на малом расстоянии от поверхности для обеспечения максимального охвата поверхности обрабатываемой детали и высокой линейной скорости выпускаемого охлаждающего газа. Эта конструкция также обеспечивает легкий выход расширенного газа после охлаждения в область корпуса 14 шлюза. Во время циклического охлаждения обрабатываемых деталей охлаждающий газ поступает в сопла 21 из буферного бака 22 под заданным давлением, уровень которого определяется расходом газа и скоростью истечения охлаждающего газа.
После выхода из сопел 21 и столкновения с поверхностью обрабатываемой детали газ подвергается расширению, а затем сжатию посредством встроенного компрессора 23 до желаемого давления; после этого он снова поступает в буферный бак 22. Теплота теплообмена между обрабатываемой деталью и газом отводится во встроенном теплообменнике 24, расположенном преимущественно между компрессором 23 и буферным баком 22. За счет циклического охлаждения отдельных обрабатываемых деталей и соплового охлаждения с высоким коэффициентом теплообмена обеспечивается полностью замкнутый контур охлаждающего газа.
После охлаждения обрабатываемой детали со скоростью, обеспечивающей закалку, и после того, как клапаны 25 и 26 системы рециркуляции охлаждающего газа закрываются (как описано выше), открывается вакуумный/нагнетательный клапан 15b. Затем цементированная и закаленная обрабатываемая деталь извлекается и подается на операции доводки.
Список обозначений
1 - вакуумный кожух
2а - камера нагрева
2b - камера цементации
2с - диффузионная камера
3 - дверь для технического обслуживания и установки
4 - тепло- и газонепроницаемая дверь
5, 6 - камеры транспортировки (со встроенными механизмами загрузки/разгрузки обрабатываемых деталей в отдельные технологические камеры/из отдельных технологических камер)
7a, 7b - механизмы загрузки и разгрузки X-Y
8 - загрузочный шлюз
10a, 10b - запорные вакуумные клапаны
11 - вакуумный клапан
12 - газовый клапан
13a, 13b, 13с - механизм шаговой подачи
14 - разгрузочный шлюз
15а, 15b - вакуумные нагнетательные клапаны
17 - насосная система
18 - основание соплового коллектора
19, 20 - подвижная часть соплового коллектора
21 - газовые сопла для охлаждения соплового коллектора
22 - буферный бак
23 - компрессор
24 - теплообменник
25, 26 - клапаны системы рециркуляции охлаждающего газа
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| Автоматизированная линия для комплек-СНОй ТЕРМичЕСКОй ОбРАбОТКи | 1979 |
|
SU846584A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU2040753C1 |
| УСТРОЙСТВО ДЛЯ ИНДИВИДУАЛЬНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ КОМПОНЕНТОВ ТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ | 2015 |
|
RU2680812C2 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| ЗАКАЛОЧНО-ОТПУСКНОЙ АГРЕГАТ | 2000 |
|
RU2200200C2 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1983 |
|
SU1104989A1 |
| ПЕЧЬ ВЕРТИКАЛЬНАЯ КИПЯЩЕГО СЛОЯ | 2011 |
|
RU2551330C2 |
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |


Изобретение относится к многокамерной печи для вакуумной цементации и закалки отдельных обрабатываемых деталей, таких как зубчатые колеса, валы и кольца. Печь содержит три технологические камеры, выполненные в виде камеры нагрева, камеры цементации и диффузионной камеры, которые расположены одна поверх другой с образованием вертикальной компоновки. Упомянутые технологические камеры размещены между двумя камерами транспортировки со встроенными механизмами загрузки/разгрузки обрабатываемых деталей в отдельные технологические камеры/из отдельных технологических камер. Каждая технологическая камера оснащена графитовой системой нагрева с тепловой изоляцией и механизмом шаговой подачи. В результате обеспечивается прочность и компактность конструкции. 4 з.п. ф-лы, 5 ил.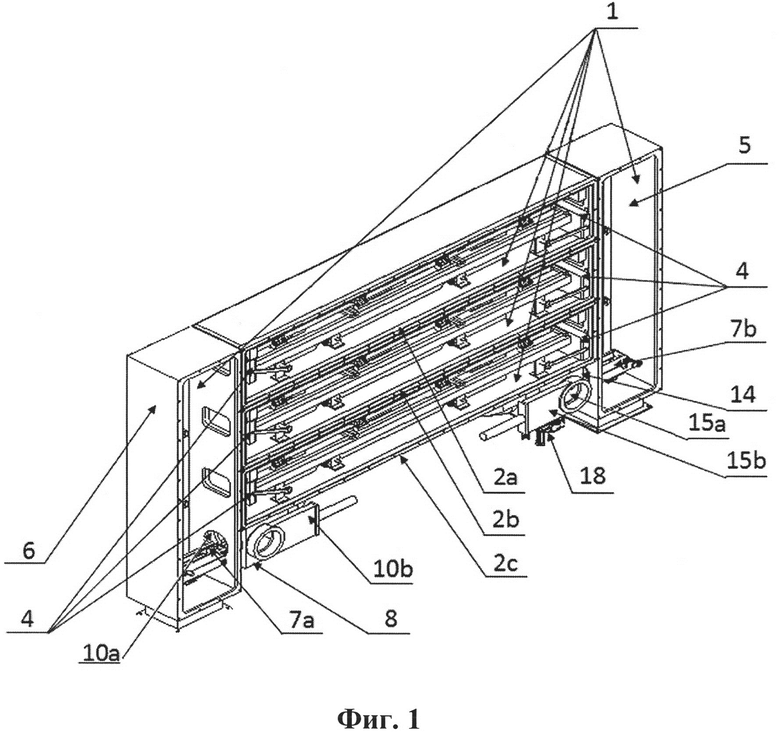
1. Многокамерная печь для вакуумной цементации и закалки отдельных обрабатываемых деталей, таких как зубчатые колеса, валы и кольца, содержащая три технологические камеры, отличающаяся тем, что
технологические камеры выполнены в виде камеры (2а) нагрева, камеры (2b) цементации и диффузионной камеры (2с), которые расположены одна поверх другой с образованием вертикальной компоновки;
упомянутые технологические камеры (2а, 2b, 2с) размещены между двумя камерами (5, 6) транспортировки со встроенными механизмами загрузки/разгрузки (7а, 7b) обрабатываемых деталей в отдельные технологические камеры/из отдельных технологических камер (2а, 2b, 2с);
концы технологических камер (2а, 2b, 2с) соединены с камерами (5, 6) транспортировки с загрузочными и разгрузочными системами, обеспечивающими взаимодействие с отдельными технологическими камерами (2а, 2b, 2с) посредством тепло- и газонепроницаемых дверей, установленных на концах камер, а доступ к камерам (5 и 6) транспортировки извне обеспечивается через загрузочные и разгрузочные шлюзы (8, 14);
каждая технологическая камера (2а, 2b, 2с) оснащена графитовой системой нагрева с тепловой изоляцией, а также в каждой камере (2а, 2b, 2с) помещается механизм (13а, 13b, 13с) шаговой подачи, который имеет от 2 до 100 шагов позиционирования отдельных обрабатываемых деталей во временном интервале подачи от 0,1 до 60 минут и который установлен на валу для непрерывной подачи отдельных обрабатываемых деталей; причем
разгрузочный шлюз (14) содержит оборудование для закалки отдельных обрабатываемых деталей в течение рабочего цикла печи.
2. Печь по п. 1, отличающаяся тем, что разгрузочный шлюз (14) содержит оборудование для закалки в масле отдельных обрабатываемых деталей на прессе или в фиксирующих устройствах.
3. Печь по п. 1, отличающаяся тем, что разгрузочный шлюз (14) содержит устройство для индивидуальной закалки в потоке газа обрабатываемых деталей.
4. Печь по п. 3, отличающаяся тем, что устройство для закалки представляет собой состоящий из двух частей сопловый коллектор с основанием (18) и системой (21) газовых сопел, принудительно подающих поток охлаждающего газа со скоростью до 300 м/сек, при этом сопла имеют конфигурацию, приспособленную к форме отдельных деталей, выпускные отверстия сопел находятся на расстоянии от 1 до 100 мм от поверхности охлаждаемой обрабатываемой детали, а основание (18) имеет механизм с вращательным приводом для обеспечения равномерного воздействия на поверхность отдельной обрабатываемой детали во время цикла охлаждения.
5. Печь по п. 4, отличающаяся тем, что сопловый коллектор имеет две подвижные части (19 и 20), плавно перемещающиеся в сторону охлаждаемой обрабатываемой детали, при этом отдельную обрабатываемую деталь помещают на основание (18) с помощью загрузочного механизма (7b) и устанавливают в положение в пределах допуска в сопловом коллекторе, который смыкается во время цикла охлаждения.
| US 2012168033 A1, 05.07.2012 | |||
| US 5402994 A, 04.04.1995 | |||
| US 2002146659 A1, 10.10.2002 | |||
| Методическая электропечь для химико-термической обработки | 1981 |
|
SU1076724A1 |

