Изобретение относится к области овободной (Кавки и может быть использо ва«о в кузнечных и ирессовых цехах, изгота,зли.вающих поковки из крупных слитков.
Известен инструмент для прошивки мруп«ых заготовок, 1содержащий полый прошивень.
Недостатком такого нн1струмента является то, -что .при гарсшвзхе с дефектной подгарнбыльной частью осевой зоны заготовки в отход удаляется и годный металл .из других ее частей.
С целью устранения этого .недостатка Предлагаемый ияструмент снабжен авободно установлеины В1нутри полого лрошивня сплош.ным п.рошввНем с ;коничсски-м рабочим торцом обте1кае1мой формы, 1высота которого больше iBbicoTbi полого прошивня.
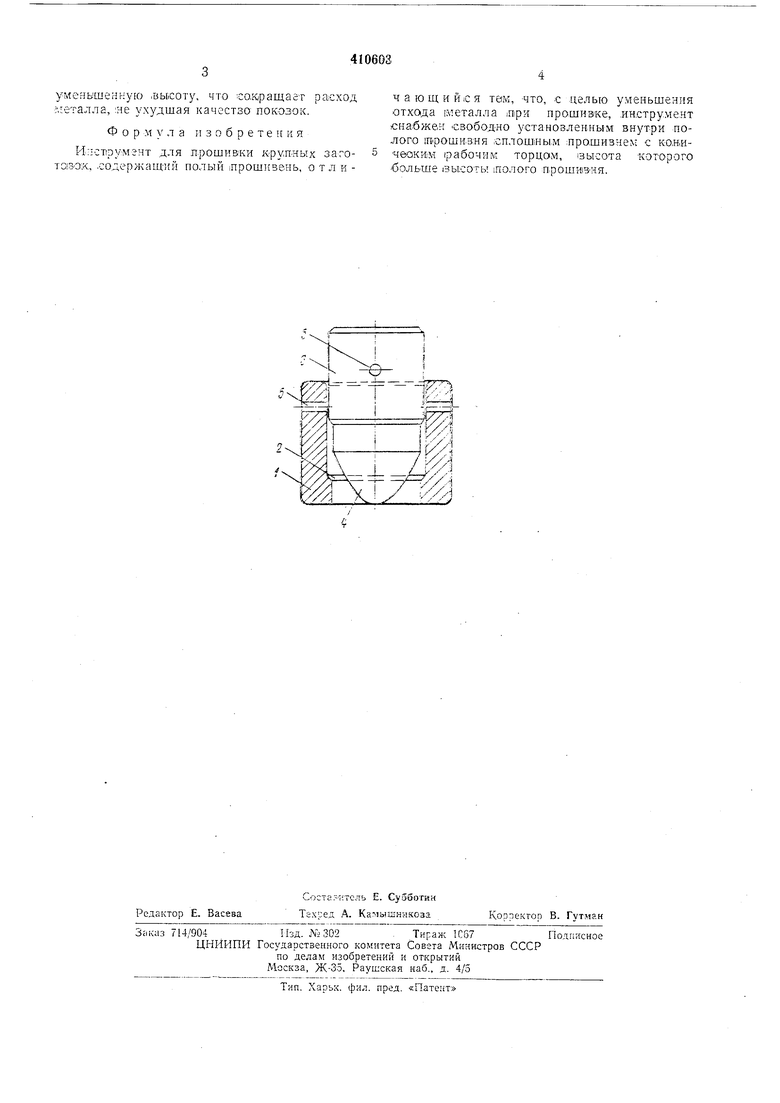
На чертеже изображен щредлагаемый инструмент.
Полый прошивень / .имеет ступенчатое осевое отверстие 2, в котором установлен с возможностью перемеш,ения сплошной прошивень 3, Выполненный в виде ступенчатого цилиндра с обтекаемым конически м рабочим торцом 4.
Для удобства транспортировки максимальный диаметр сплошного прошИ|Вня выполнен несколько большим минимального диамет1ра отверстия 2.
Перед прошлв-кой инструмент собирают. Для этого служат мО:Нтажные отверстия 5 в
обоих ПрОШИВ НЯХ.
Прошивка осуществляется следуюш,им образом.
На осажденную заготовку, лежаш,ую подприбыльной частью .вниз, с помошью стержней (на чертеже не показаны), вставляемых в монтажные отверстия 5, устанавливается предлагаемый инструмент для прошивки в сборе. Усилием п.ресса инструмент начинают вдавливать в заготов1ку. Так .как высота сплошного прошивня 3 больше, чем полого /, то рабочий .коничеокий торец 4 сплошного
прошивня первым вдавливается (В заготовку, пока его опорная поверхность опускается до уровня опорной поверхности пустотелого про1шив:ня (при этом (коничеакий торец .полностью вдавится в заготовку). Далее в.давли вание
обоих прошивней производится однов.ре1меННО. После достижения инструментом задан.ной глубины вдавливание пре.крашается, на полый прошивень устанавливается полая надставка, .внутренний диамет1р которой больше
.максимального диаметра оплошного прош.ив1НЯ, а наружный .меньше соответствующего диаметра полого прошивня, и прошивка загото.вки заканчивается так же, как .при использовании обычного полого прошивня, однако
образующийся при этолт отход (выдра) имеет
умеяьшенную iBbbCOTy, что СО-г-йращает расход г.еталла, яе ухудшая качество покозок.
Фор м у л а изобретения
И:;ст1румгнт для прошивки Крупскых заготсзак., .содержащий полый |Прошкв&нь, отличающийся там, что, с целью уменьшения отхода (Металла прошиэке, .инструмент сна:бжен свободно установленным внутри полого троши.в:ня .сплошным ;прошивнем с ко.Еичеаким 1рабочик торцам, 1зьтсота которого больше 13ЫСОТЫ лолого п.рошивня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛОГО ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ | 2004 |
|
RU2347641C2 |
| "Способ ковки крупных поковок с отверстием | 1971 |
|
SU441754A1 |
| Инструмент для прошивки заготовок | 1984 |
|
SU1268269A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Сборный полый прошивень | 1986 |
|
SU1386345A1 |
| Способ изготовления полых заготовок | 1988 |
|
SU1731386A1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| Кузнечный прошивень | 1973 |
|
SU555964A1 |
