ос ОС
о: ее ел 4:
Изобретение относится к литейному производству, а именно к конструкциям модельной оснастки для изготовления отливок тила гильз на пескодув- но-прессовых линиях безопочной формовки с вертикальным разъемом форм.
Цель изобретения - повьпяение сте- лени уллотнения песчаного болвана, снижение брака отливок и улучшение выбиваемости формовочной смеси.
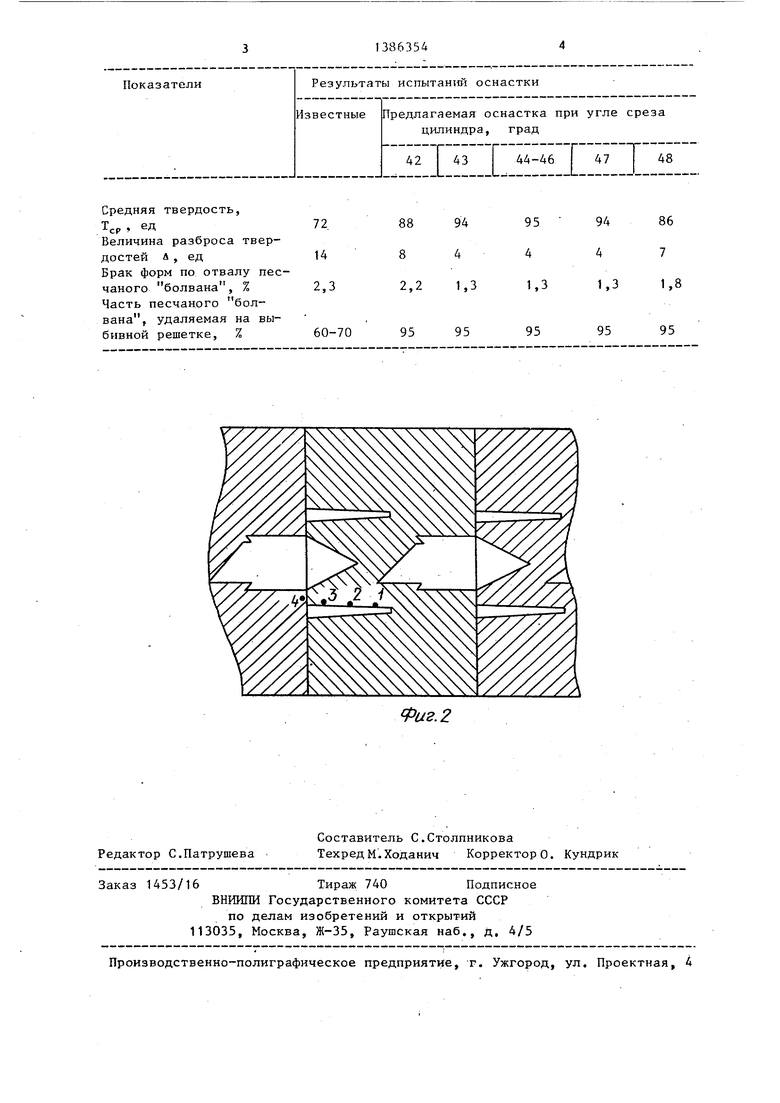
На фиг. 1 изображена оснастка, разрез; на фиг. 2 схема замеров твердости.
Оснастка содержит лодмодельные плиты I и 2, на одной из которых закреплены модель 3, с расположенным внутри конусным рассекателем 4. В под- Модельную плиту в промежутке между конусным рассекателем и внутренней поверхностью, модели вмонтированы ,венты 5. На подмодельных плитах смонтированы элементы литниковой систе- мы 6. На подмодельной плите 2, свободной от модели 3, закреплены соос- но с моделью уплотняющий цилиндр 7, имеющий у основания среза кольцевые канавки 8.
Изготовление форм с применением предложенной модельной оснастки осуществляется следующими образом.
Подмодельные плиты установливают- ся в камере формовочной машины так, чтобы щель для.надува формовочной смеси находилась над срезом направляющего цилиндра 7. Затем,производится надув формовочной смеси. Формовочная смесь, попадая на срез уп- лотняющего цилиндра 7, меняет направление движения в попадает во внутреннюю полость модели, за счет чего достигается равномерное предварительное уплотнение лесчаногр болвана. Срез на торцах направляющих цилиндров необходимо выполнить под углом о - 43-47 к оси цилиндра для обеспечения попадания формовочной смеси во внутреннюю полость модели. В процес- се прессования уплотняющий цилиндр 7, диаметр которого на 20-30 мм меньше внутреннего диаметра модели гильзы 3, входит в последнюю и уплотняется песчаный болван.
5
20 25. 30
05 40 л ..
Равномерность уг1лотнеи 1я песчаного болвана обеспечивается также за счет совместного воздействия на смесь уплотняющего цилиндра 7 и конусного рассекателя 4. Кольцевая канавка 8 служит для исключения поперечной составляющей леремещения сме- ми при прессовании.
В таблице приведены результаты испытаний предлагаемой и известной оснастки. Качество .уплотнения формы оценивают по средней твердости в точках 1-4, и величине разброса твердостей ft . где Т. и Т „ - максимальная и миниMOKCi МИН
мальная твердость.
Выбиваемость оценивают взвешиванием формовочной смеси, оставшейся в отливке после выбивной решетки.
Как видно из результатов испытаний, уменьшение угла среза цилиндра меньше 43 и больше 47 ° снижает твердость и равномерность степени уплотнения песчаного болвана, а также увеличивает брак форм по его отвалу. Изготовленные по предлагаемой оснастке формы имеют песчаные болваны с высокой равномерной плотностью, что способствует снижению брака форм и отливок и позволяет улучшить выби- ваемость формовочной смеси.
Формула изобретения Модельная оснастка для изготовления отливок типа гильз, преимущественно на пескодувно-прессовых линиях безопочной формовки с вертикальным разъемом форм, содержащая подмодель- ные плиты, на одной из которых размещены элементы литниковой системы, модель с конусным рассекателем и винтами, отличающаяся тем, что, с целью повьш1ения степени уплотнения песчаного болвана, сни-. жения брака отливок и улучшения выбиваемости формовочной смеси, она снабжена уплотняющим цилиндром со
0
скошенным торцом под углом 43-47 к его оси, размещенным на другой Подмодельной плите соосно конусному рассекателю, при этом у основания скошенного торца уплотняющего цилиндра ВЫПОЛНЕНЫ кольцевые канавки.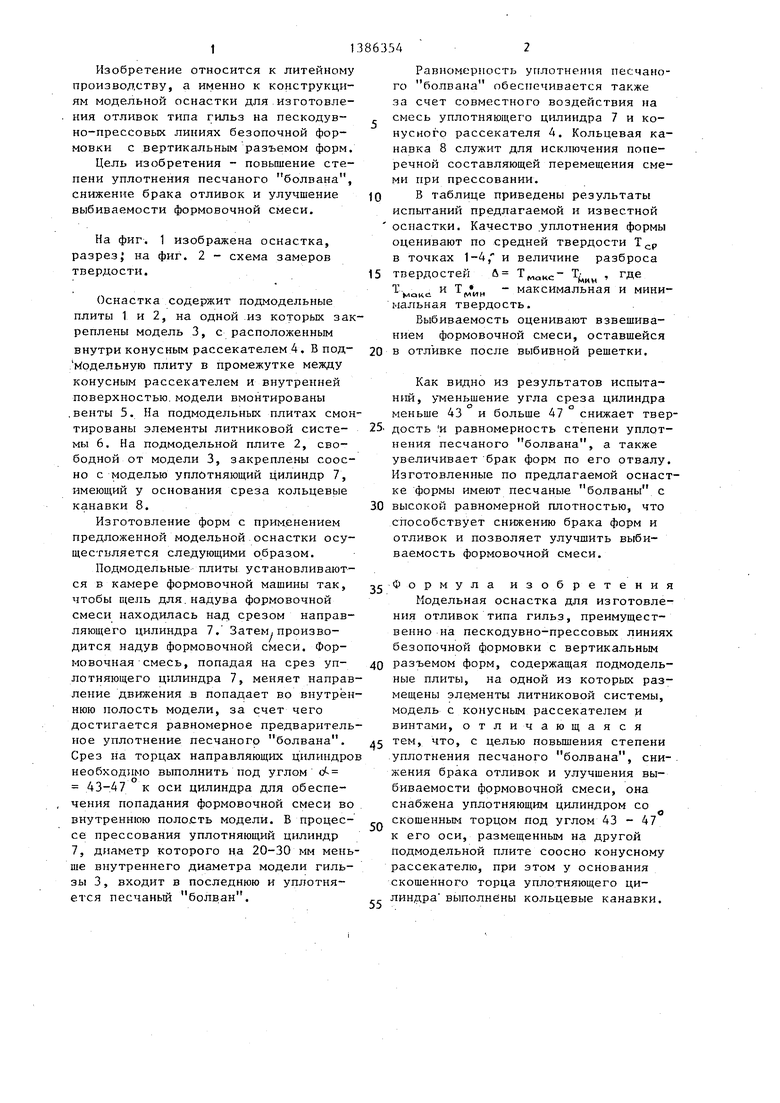
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Модельная оснастка | 1986 |
|
SU1380847A1 |
| Способ изготовления литейных форм | 1982 |
|
SU1052314A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
Изобретение отнрсится к литейному производству, а именно к конструкциям модельной оснастки для изготовления отливок типа гильз на пест кодувно прессовых линиях безопочной формовки с вертикальным разъемом форм. Целью изобретения является по- вьшение степени уплотнения песчаного болвана,снижение брака отливок и улучшение выбиваемости формовочной смеси. Оснастка содержит подмодель- ные плиты 1 и 2, на одной из которых закреплены, элементы литниковой системы, модель с конусным рассекателем и вентами, а на другой - уплотняющий цилиндр со скошенным под углом 43 - 47 к его оси торцом. Уплотняющий цилиндр размещен соосно конусному рассекателю, при этом у основания скошенного торда выполнены кольцевые канавки. Изготовленные по данной оснастке формы имеют песчаные болваны с высокой равномерной плотностью, что- способствует снижению брака форм и отливок. 2 ил., 1 табл. ш (/ с
Фиг. 2
| Проспект формовочной установки Вакуум Форматик фирмы Бюлер, ФРГ, 1980. |
