ФУГ. /
//
Иэобретен.ие относится к литейному производству, в частности к способам изготовления сложных высоких литейных форм.
Известен способ изготовления литейных форм:,( включагадий заполнение модельно -6почной оснастки смесью и уплотнение смеси подвижными стенками опоки и верхней прессовой плитой i .
Однако при свобрдной засыпке смеси в опоку для б.езопочной формовки возможно недостаточно равномерное распределение смеси по объему огюки и вокруг затененных частей моделей, что при использовании больших и сложных моделей может снизить качество форли, а значит, ограничиваются технологические возможности последней. .
Цель изобрёте-ния - повышение равномерности распределения плотности смеси в форме. .
Поставленная цель достигается тем что согласно способу, включающему заполнение модельно-опочной оснастки смесью и уплотнение смеси подвижными стенками опоки и прессовой плитой в процессе заполнения смесью подвижные схенки опоки раздвигают, а модель встряхивают..
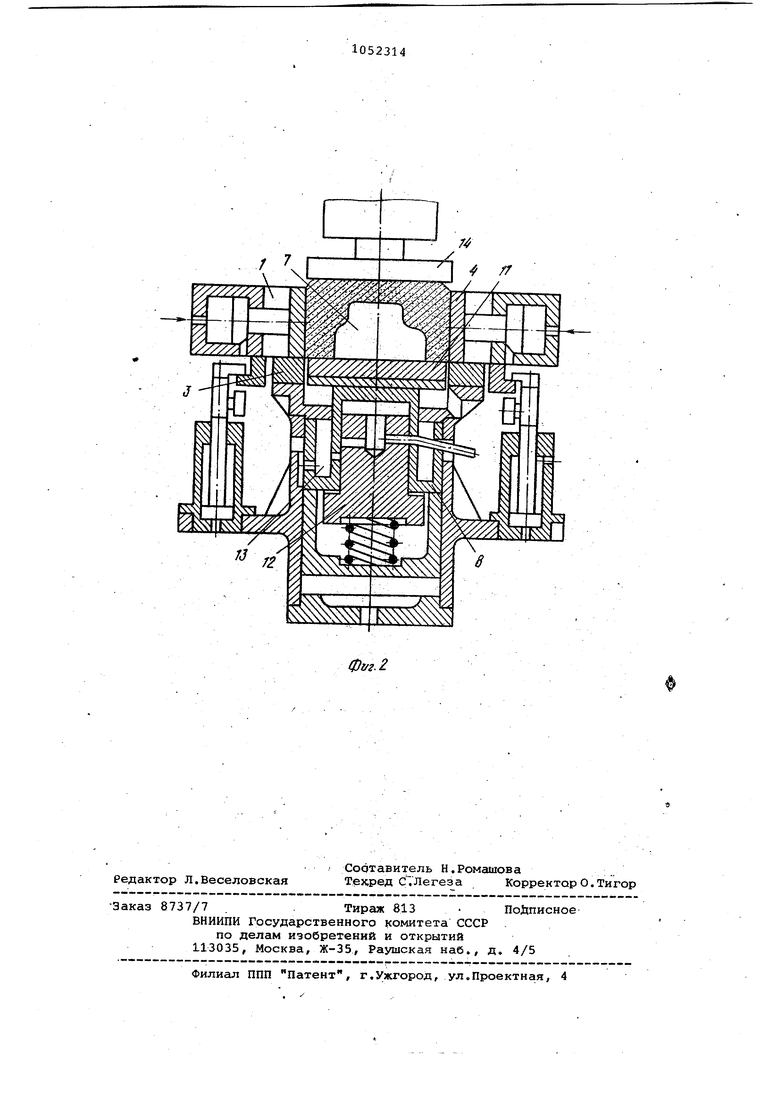
На фиг. 1 изображено устройство для оауществления предлагаемого способа (начальный момент процесса прасгсования) J на фиг. 2 - то же (конечный момент процесса прессования) ,.
Способ осуществляется следующим образом.
Опока безопочной формовки 1 ,|цилиндрами 2 устанавливается на подмодеяьнуго рамку 3.Подвижные стенки 4 опоки 1 сдвинуты. Из бункера 5 подается формовочная смесь. Одновременио с засыпкой-- подвижные стенки 4 раздвигают поршневьми цилиндрами 6, а модель 7 встряхивают встряхивакадим цилиндром 8.
ВстряХйвадие происходит следующим образом.
Сжатый воздух подают по шлангу 9 через канал воздухораспределителя в рабочую полость 10 встряхивающего
цилиндра 8. При этом встряхивающий ццлиндр с модельной плитой 11 и мо.делью 7 перемещается вверх, а ударник 12 - вниз, сжимая пружину, до момента выхлопа сжатого воздуха из рабочей полости. После выхлопа сжатого воздуха в полость 13 встряхивающий цилиндр 8 соударяется с ударником 12 и ударный импульс передается модели 7. .
Совмещение по времени процесса засыпки формовочной смеси, раздвижения подвижных cтeнo и проведения импульсных ударов по модели исключает влияние сил бокового давления смеси на стенки в процессе встряхивания..Кроме того, встряхивание улучшает распределение смеси в камере и предварительно уплотняет ее перед окончательным объемным прессованием (т.е. уплотнением четырьмя подвижными стенками 4 формовочной камеры). Одновременно или последовательно с объемным прессованием смесь прессуют верхней прессовой плитой 14. i
Возможен вариант, когда одновременно с объемным прессованием моде,ли придают ударный импульс.
При этом модельная плита устанавливается на одном уровне с подмодельной рамкой 3 и ударные импульсы (вибрация)происходят .при соударении ударника 12 и встряхивающего цилиндра 8.
Таким образом, обеспечивается объемное прессование с одновременной вибЬацией модели, что значительно повьшает универсальность применения способа, улучшает равномерность уплотнения и качество фор1«и,, . После окончания процесса прессования отводят верхнюю прессовую плиту 14. и производят модели одним из известных способов.
Применение предлагаемого способа обеспечивает более надежное и равномерное уплотнение больших опочных или безопочных форм любой сложности, увеличивает срок службы опок, так (как исключено .влияние вибрации на опоку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1982 |
|
SU1065074A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙ,НЫХ ФОРМ, включающий заполнение модельно-опочной оснастки смесью И уплатнение смеси подвижными стеннами опоки и прессовой плитой, от л и ч а ю. и и и с я . тем, что, с целью повькаения равномерИости распределения плотности смеси в форме, в процессе заполнения смесью подвижные стайки опоки раздвигают, а модель встряяивают. г , i г,,,-,-«а, .tt/rf J4 - I rS/.lr-:.V.,,./ ---Л. . . / НИЙ if-A ;v,.,., -i.4,r fiji I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
