00
00
о со
Изобретение относится -к порошковой металлургии, в.частности к заготовке для горячей штамповки пористых порошковых формовок.
Цель изобретения - повьтение стойкости штампового инструмента.
В заготовке переход между ступенями заготовки выполнен в виде канавки находящейся в теле ступени, последую- щей в порядке осадки, а профиль ее образован кривой или семейством плавно сопряженных линий, переходящих в образующую предыдущей ступени, причем угол между касательной к. которым и осью заготовки в любой точке меньше fT, сама касательная не пересекает данный профиль, глубина канавки составляет 0,2-0,3высоты предыдущей в порядке осадки ступени изделия, а ширина составляет 1,1-3 ее глубины.
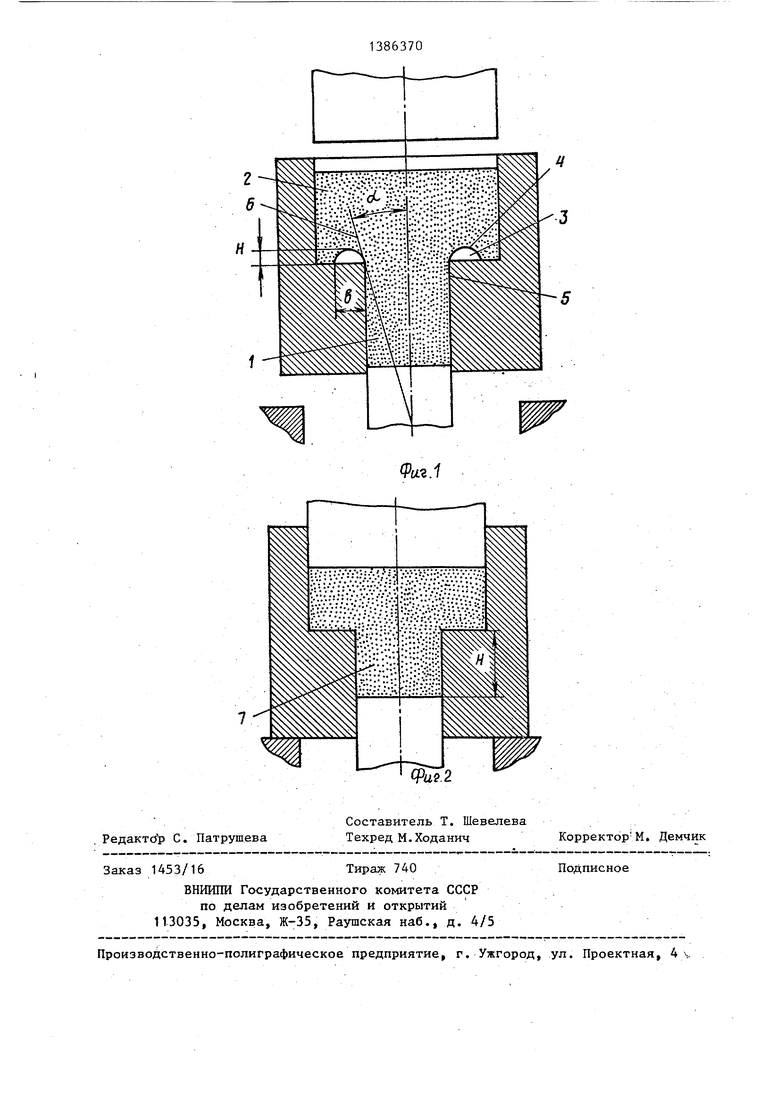
На фиг. 1 изображена заготовка, установленная в штамп; на фиг. 2 - то же, в момент окончания штамповки.
Заготовка содержит две ступени 1 и 2. Переход между ступенями выполнен в виде канавки 3, профиль которой представляет кривую или семейство плавно сопряженных линий 4, переходящих в образующую предыдущей ступени 5. Касательная 6 к профилю канавки и в любой точке составляет с осью прессования угол el , который меньше f . Глубина канавки h составляет 0,2- 0,3 высоты Н первой ступени 7 изде- ЛИЯ после штамповки, а ее ширина b 1,1-3 h.
Штамповка заготовки осуществляется путем последовательной осадки ступеней. На первом этапе осуществляют . осадку ступени 1.. Однако даже по окончании осадки этой ступени в зоне 3 контакт между заготовкой и инструментом не достигается. На втором этапе штамповки осуществляют осадку ступе- ни 2, при этом контакт второй ступени Б зоне 3 с инструментом достигается со значительным запаздыванием сительно начала осадки указанной ступени.
Примером конкретного применения может служить изготовление ступицы молотильного барабана комбайнов.
Из железного порошка ПЖ4МЗ с добавкой 0,5% графита изготавливают заготовку с диаметром ступеней Ф, 115,5 мм, Ф 92 мм и соответственно с высотой ступеней h, 15 мм, h 18 мм. В ступени большего диаметра формируется канавка с проф1шем, имеющим вид дуги окружности радиусом 3 мм и глубиной 2,7 мм. Заготовку спекают,.покрьшают графитом, нагревают до 1150°С и подвергают штамповке. После ГИ получают ступицу с размерами ступеней ф, 119,5 мм, 4 95 мм, h 10 мм; h 7 12 мм.
В результате того, что переход выполнен в виде канавки, а профиль ее образован указанной кривой или семейством плавно сопряженных линий, канавка не имеет сужения в зоне сопряжения с инструментом и не имеет на всем своем протяжении изменения знака мениска. Это предохраняет от возможности образования зажимов какого- либо направления и не дает материалу заготовки в силу арочного профиля канавки затекать в нее, не уплотняясь при этом. Кроме того, снижается термическое влияние заготовки н а инструмент в зоне, оформляющей переход между ступенями, в результате чего повышается стойкость инструмента. Стойкость инструмента при внедрении предлагаемой заготовки по сравнению с использованием известной заготовки возрастает с 4500-5000 циклов до 15000- 20000 циклов (в 3-4 раза). :
Формула изо б р е т е н и я
Заготовка для горячей штамповки изделий из порошка, выполненная ступенчатой формы по высоте с криволинейным переходом.
отличающаяся тем, что, с целью повьш1е- ния стойкости штамповога инструмента, переход между ступенями выполнен в виде канавки-, находящейся в теле последующей ступени, а профиль канавки образован кривой, переходящей в образующую предыдущей ступени, причем угол между касательной к любой точке кривой и осью заготовки меньше 1.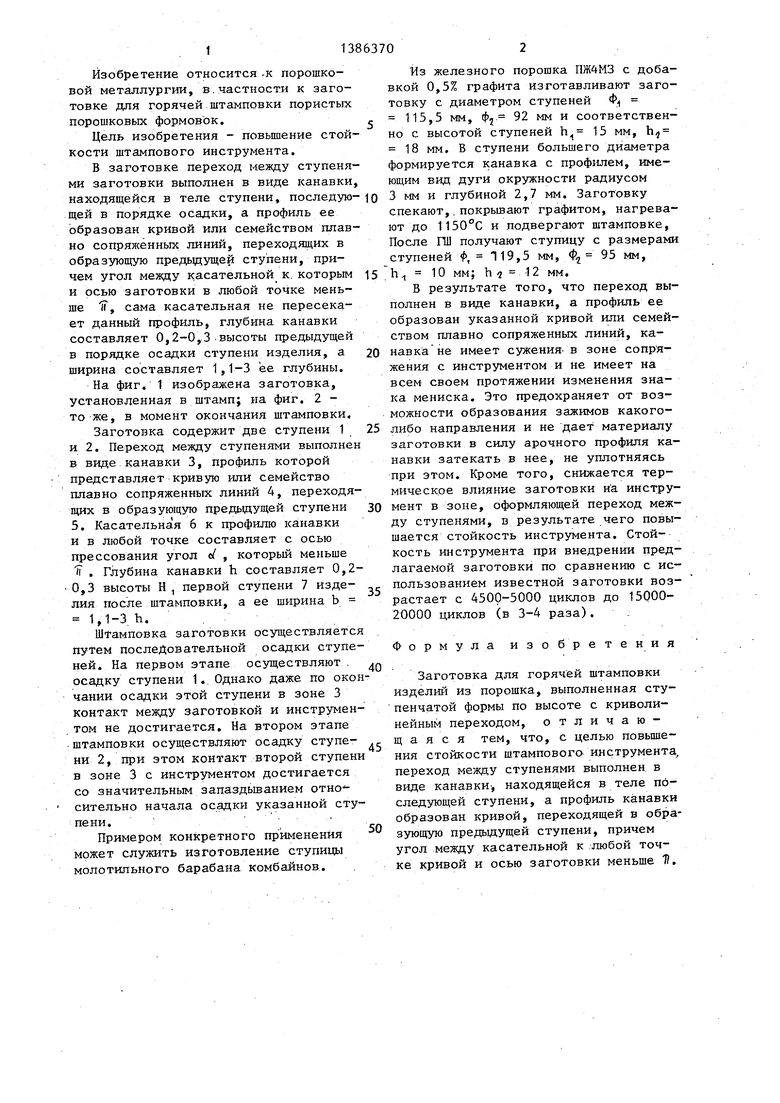
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из порошка | 1990 |
|
SU1731434A1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
Изобретение относится к горячей штамповке изделий из порошка. Цель изобретения - повьш1ение стойкости штампового инструмента. Заготовка имеет переход между смежными ступенями, выполненный в виде канавки, на-; ходящейся в теле последующей ступени в порядке осадки, профиль которой образован кривой или семейством плавно сопряженных линий, переходящих в образующую предыдущей ступени. Угол между касательной к кривой и осью заготовки в любой точке не превышает величины 1г , а сама касательная не пе- с ресекает данный профиль. 2 ил. € (Л
Фи.г.1
| Заготовка для осадки | 1981 |
|
SU1011311A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заготовка для динамического прессования изделий из порошка | 1979 |
|
SU854591A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
