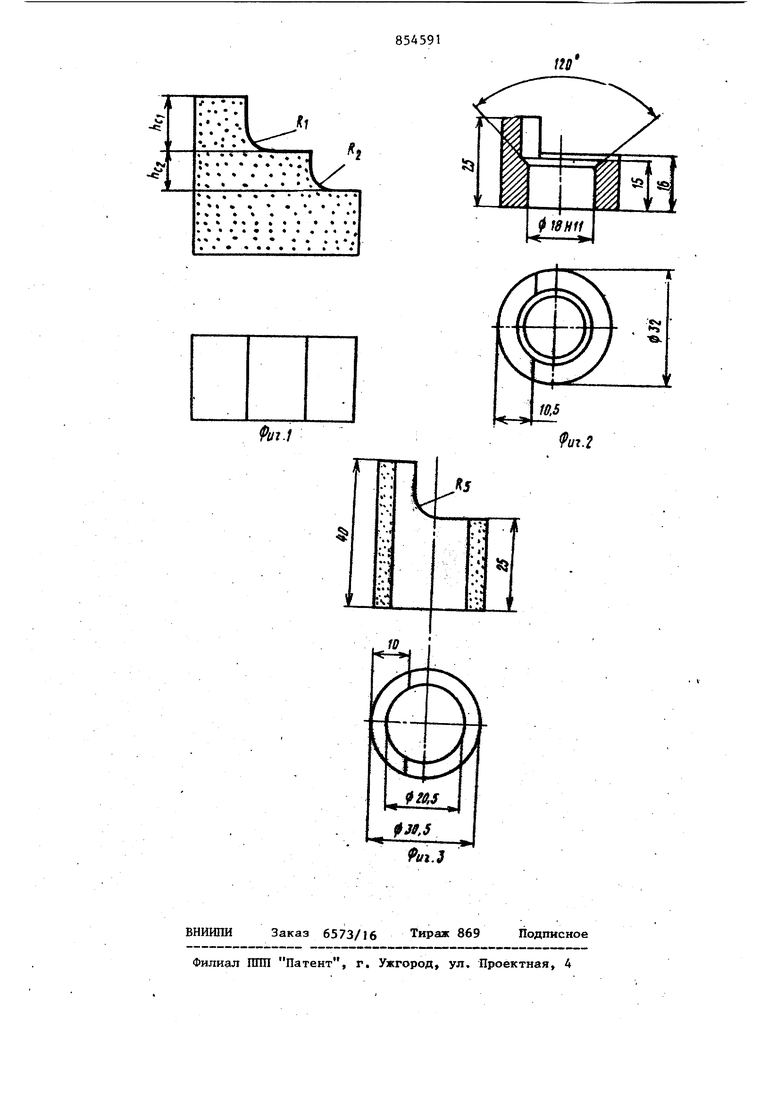
Изобретение относится к порошково металлургии, а именно к горячему динамическому прессованию порошковых изделий сложной формы, имекядих разно высокие ступени. Известна заготовка для получения ступенчатых по высоте изделий из металлических порошков, которую получают путем прессования порошка цельными пуансонами с соответствуняцим высотным профилем на торце. Однако в результате специфики .процесса прессования,заготовка имеет неравноплотную структуру fl Известна также заготовка для изго товления изделий ступенчатой формы из литого материала путем поперечной прокатки, которая для компенсации утяжки выполнена с выпуклыми конца- . ми, т.е. с избытком металла на торцах 2. Недостатком данной заготовки является то, что она не может быть применена для получения изделий динамическим прессованием в пресс-форме. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является ступенчатая заготовка, получаемая по различным. схемам прессования. Эта заготовка подвергается только лишь спеканию и по конфигурации соответствует форме готового изделия с определенной пористостью з . Использование такой заготовки для получения беспористых изделий горячим динамическим прессованием нецелесообразно, так как при формировании готового изделия в месте перехода ступеней образуются утяжины и получить качественное изделие невозможно. Цель изобретения - повышение качества спресованных изделий путем компенсации утяжки. Поставленная цель достигается тем, что в заготовке для динамического прессования изделий из порошка. выполненной ступенчатой формы по высоте, места перехода ступеней выполнены сопрягающимися по радиусу, равному 0,3-0,5 высоты ступени. Эти заготовки подвергаются только лишь спеканию и по конфигурации соответствуют форме готовой детали с определенной пористостью. На фиг.I изображена порошковая заготовка, у которой место перехода первой ступени и второй выполнено вписанным радиусом R 0,3-0,5 высоты первой ступени h-. , а место перехода второй ступени и третьей вписанным радиусом R 2. 0,3-0,5 высоты второй ступени h. .При такой конструкции заготовки в уплотняемом изделии утяжины устраняются за счет объема металла, заключенного между ступенями заготовки и соответствующим вписанньм радиусом. В случае, если переход выполнен по радиусу,. имеющему значение, меньш чем 0,3 высоты ступени, объем запаса материала оказывается недостаточным для устранения утяжин, а при величине, большей 0,5 высоты ступени, образуется излишек материала, что приводит к появлению трещин и , зажимов. Предлагаемая заготовка используе ся для получения втулки № 54 - 6105 со срезом торца по высоте (фиг.2) зерноуборочного комбайна СК-5 Нива Предварительно из металлического по рошка прессуется заготовка (фиг.З) с остаточной пористостью 25-30%. Ме то перехода ступеней выполнено вписанным радиусом, равным 5 мм. В процессе горячего динамического пре сования происходит вытеснение запаса материала и внедрение его в тело изделия, компенсируя утяжку. 14 Как показали испытания предлагаемой заготовки при получении ступенчатых деталей на автоматизированных установках Динамического прессования, трудоемкость изготовления деталей снижается в 1,5 раза; расход металла уменьшается на 30%. Изготовление деталей зерноуборочного комбайна (втулка 54 - 61060, ступица № 54 - 60007, ступица -барабана № 445 - 60497А, фланец № 44 60486) методом динамического прессования из заготовок предлагаемой конструкции обеспечивает экономическую эффективность в сумме 28 тыс.руб. в год. Формула изобретения Заготовка для динамического прессования изделий из порошка, вьтолненная ступенчатой формы по высоте, отличающаяся тем, что, с целью повьш1ения качества спрессованных изделий путем компенсации утяжки, места перехода ступеней выполнены сопрягающимися по радиусу, равному 0,3-0,5 высоты ступени. Источники информации, принятые во внимание при экспертизе 1.Шапоров А.С. Прессование ступенчатых неравноплотных прессовок. - Порошковая металлургия. Тезисы докладов ХП Всесоюзной научно-технической конференции по порошковой металлургии, Рига, ЛатИНТИ, 1975, с.135-137. 2.Авторское свидетельство СССР №456669, кл. В 2 Н 1/18, 1975. 3.Радомыселдзский И.Д. и др. Пресс-формы для порошковой металлургии. Киев, Техника 1970, с. 67.
т
:V
tf./
.fj
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагреваСпЕчЕННыХ зАгОТОВОК СТупЕНчАТОйфОРМы | 1979 |
|
SU839693A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1271652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2313421C2 |
| Заготовка для горячего динамического прессования изделия из порошка | 1988 |
|
SU1588506A1 |
| Способ изготовления комбинированных изделий | 1979 |
|
SU904894A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Заготовка для горячей штамповки изделий из порошка | 1986 |
|
SU1386370A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2467830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
к
л..
