Изобретение откосится к сварке, в частности к вспомогательным устройствам для закрепления изделий при сварке,
Целью изобретения является повышение точности центрирования путем исклю- 5 чения бокового люфта в зубчатом зацеплении секторов.
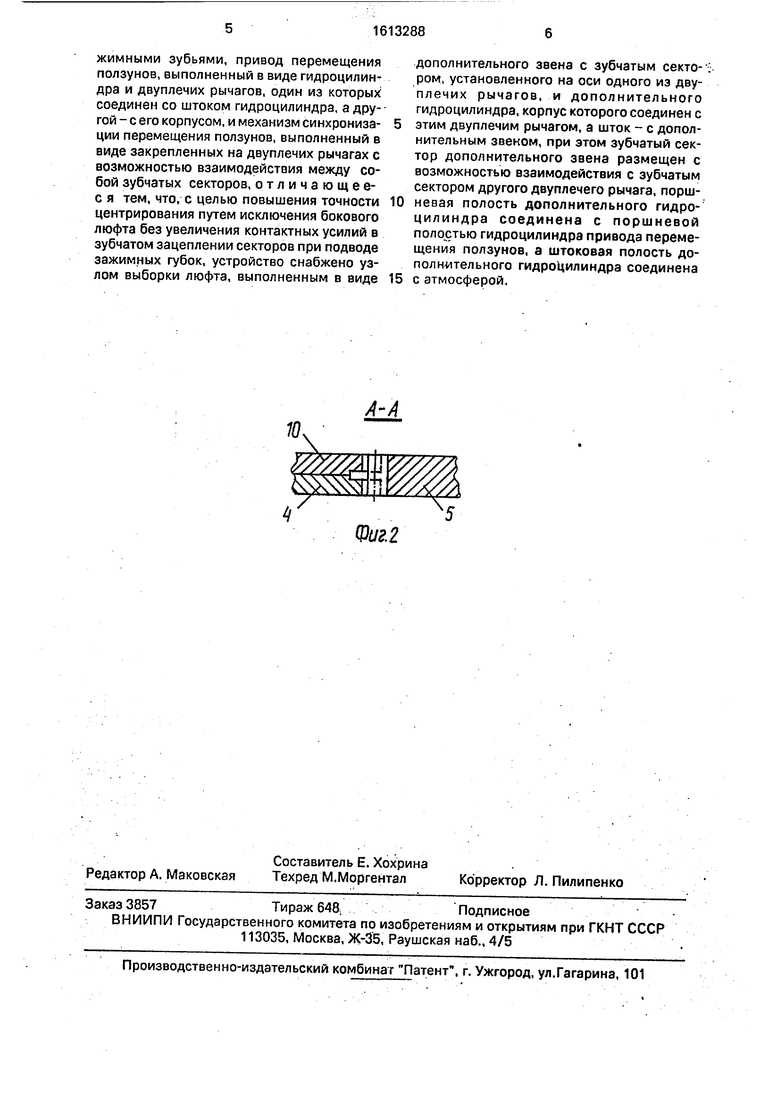
На фиг.1 изображено устройство для центрирования и зажима; на фиг.2 - разрез А-Анафиг,1.10
Устройство имеет корпус 1, в котором с возможностью перемещения под действием привода установлены ползуны 2 с зажим- ными губками 3. Устройство имеет механизм синхронизации перемещения 15 ползунов, выполненный в виде двух зубчатых секторов, закрепленных на двуплечих рычагах 4 и 5, которые находятся в зацеплении с ползунами 2.
Рычаги 4 и 5 шарнирно соединены с 20 приводным гидроцилиндром 6 зажатия, подключенным к гидрораспредеяителю 7 с напорной 8 и сливной 9 магистралями. На оси двуплечего рычага 4 с возможностью поворота установлено дополнительное 25 звено с зубчатым сектором 10. Рычаг 4 и дополнительное звено с зубчатым сектором 10 шарнирно связаны между собой дополнительным гидроцилиндром 11, штоковая полость которого соединена с 30 атмосферой, а поршневая - с поршневой полостью гидроцилиндра привода перемещения ползунов. Зажимаемая деталь обозначена позиц14вй 12.
Устройство работает следующим обра- 35 зом.
В исходном положении гидрораспределитель 7 занимает положение, изображенное на чертеже. При этом напорная магистраль 8 подключена к штоковой поло- 40 сти гидроцилиндра 6 привода перемещения ползунов, а поршневые полости цилиндров 6 и 11 сообщены со сливной магистралью 9, ползуны 2 с зажимными губками 3 разведены, гидроцилиндр 11 не оказывает силового 45 воздействия на двуплечий рычаг 4 и дополнительное звено с зубчатым сектором 10.
При подаче детали 12 на линию зажатия поступает команда на ее захват губками 3. Для этого гидрораспределитель 7 переклю- 50 чают в правую позицию. Из напорной магистрали 8 рабочая жидкость поступает в поршневую полость допсгичительного гидроцилиндра 11, из штоковой полости ксуто- рого воздух вытесняется в атмосферу, и в 55 поршневую полость гидроцилиндра .6, из штоковой полости которого масло поступат в сливную магистраль 9. При этом двуплеий рычаг 4 и дополнительное звено с убчатым сектором 10 поворачиваются по
часовой стрелке, а двуплечий рычаг 5 - против часовой стрелки, зубчатые секторы рычагов через рычаги синхронно сводят ползуны 2 с зажимными губками 3 к зажимаемой детали 12. В процессе этого перемещения давление в поршневых полостях цилиндров 6 и 11 обусловлено лишь силами трения в контактирующих парах, позтому дополнительный цилиндр 11 не оказывает существенного воздействия на двуплечий рычаг 4 и дополнительное звено с зубчатым сектором 10, что уменьшает износ зубьев передачи и повышает надежность устройства.
Как только губки 3 зажмут деталь 12, в поршневых полостях цилиндров б и 11 автоматически возрастает давление до номинального значения в напорной магистрали 8. Дополнительный гидроцилиндр 11 с заданным расчетным усилием будет воздействовать на двуплечий рычаг 4 и дополнительное звено с зубчатым сектором 10, что приведет к выбору бокового зазора между зубчатыми секторами рычагов 4 и 5 и точной установке детали 12 на линию сварки в зажатом положении.
После проведения цикла сварки поступает команда на разжатие сваренного изделия. При этом гидрораспределитель 7 переключают в левую позицию. Рабочая жидкость из напорной магистрали 8 поступает в штоковую полость гидроцилиндра 6, поршневая полость которого и поршневая полость дополнительного гидроцилиндра 11 сообщаются со сливной магистралью 9. Двуплечий рычаг 4 и дополнительное звено с зубчатым сектором 10 поворачиваются против часовой стрелки, двуплечий рычаг 5 - по часовой стрелке. Рычагами 4 и 5 разводятся ползуны 2 с зажимными губками 3. В штоковую полость дополнительного гидроцилиндра 11 всасывается из атмосферы воздух.
Таким образом, предлагаемое устройство с узлом для выбора люфта в зубчатой передаче системы синхронизации обеспечивает высокую точность центрирования соединяемых сваркой деталей. При этом механизм для выбора бокового люфта включается в работу автоматически после зажатия детали, т.е. когда относительное перем8ш,ение зубчатых секторов механизма синхронизации практически отсутствует,- что уменьшает износ их зубьев и повышает надежность устройства.
Формула изобретения
Устройство для центрирования и зажима, содержащее корпус, установленные в корпусе с возможностью осевого перемещения навстречу друг другу ползуны с зажимными зубьями, привод перемещения ползунов, выполненный в виде гидроцилиндра и двуплечих рычагов, один из которых соединен со штоком гидроцилиндра, а другой - с его корпусом, и механизм синхронизации перемещения ползунов, выполненный в виде закрепленных на двуплечих рычагах с возможностью взаимодействия между собой зубчатых секторов, отличающее- с я тем, что, с целью повышения точности центрирования путем исключения бокового люфта без увеличения контактных усилий в зубчатом зацеплении секторов при подводе зажимных губок, устройство снабжено узлом выборки люфта, выполненным в виде
дополнительного звена с зубчатым сектором, установленного на оси одного из двуплечих рычагов, и дополнительного гидроцилиндра, корпус которого соединен с этим двуплечим рычагом, а шток - с дополнительным звеном, при этом зубчатый сектор дополнительного звена размещен с возможностью взаимодействия с зубчатым сектором другого двуплечего рычага, поршневая полость дополнительного гидроцилиндра соединена с поршневой полостью гидроцилиндра привода перемещения ползунов, а штоковая полость до- полн41тельного гидроЦилиндра соединена с атмосферой.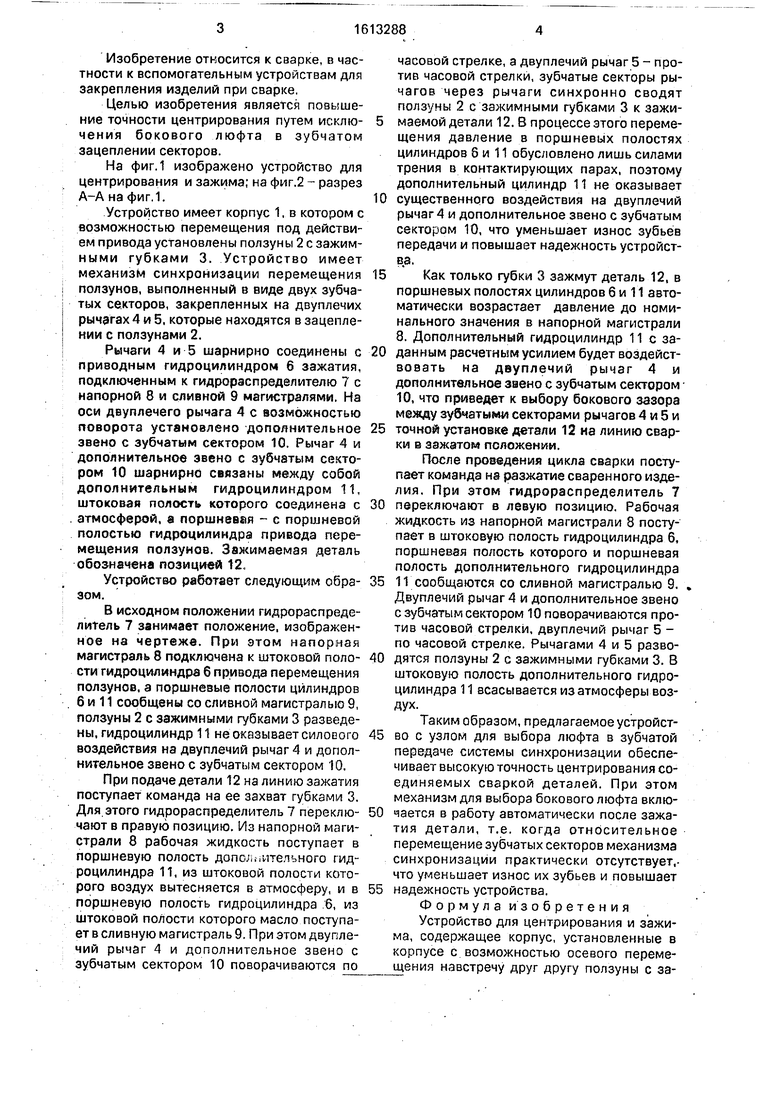
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Гидравлический синхронный механизм зажима | 1985 |
|
SU1284769A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Зажимное устройство | 1986 |
|
SU1324803A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Зажимное устройство контактной стыкосварочной машины | 1990 |
|
SU1818182A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Манипулирующее устройство | 1981 |
|
SU967799A2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОНОВ ПОЛОСЫ НА РАЗМАТЫВАТЕЛЕ | 2004 |
|
RU2268804C1 |
Изобретение касается сварки, в частности вспомогательного оборудования для закрепления изделий при сварке. Цель изобретения - повышение точности центрирования путем исключения бокового люфта без увеличения контактных усилий в зубчатом зацеплении секторов при подводе зажимных губок. При переключении гидрораспределителя 7 вправо рабочая жидкость поступает из якорной магистрали 8 в поршневую полость гидроцилиндра 6 привода перемещения ползунов 2 и в поршневую полость дополнительного гидроцилиндра 11, из штоковой полости которого воздух вытесняется в атмосферу. Двуплечие рычаги 4 и 5 с зубчатыми секторами, а также дополнительное звено с зубчатым сектором 10 синхронно поворачиваются, сводя ползуны 2 с зажимными губками 3. Когда губки 3 зажимают деталь 12, давление в цилиндрах 6 и 11 возрастает и цилиндр 11 начинает воздействовать на двуплечий рычаг 4 и дополнительное звено с зубчатым сектором 10, что обеспечивает выбор бокового зазора в зубчатом зацеплении механизма синхронизации. Раскрепление устройства происходит в обратном порядке. Такая конструкция обеспечивает точную установку детали в зажатом положении благодаря выборке люфта в зубчатом зацеплении. 2 ил.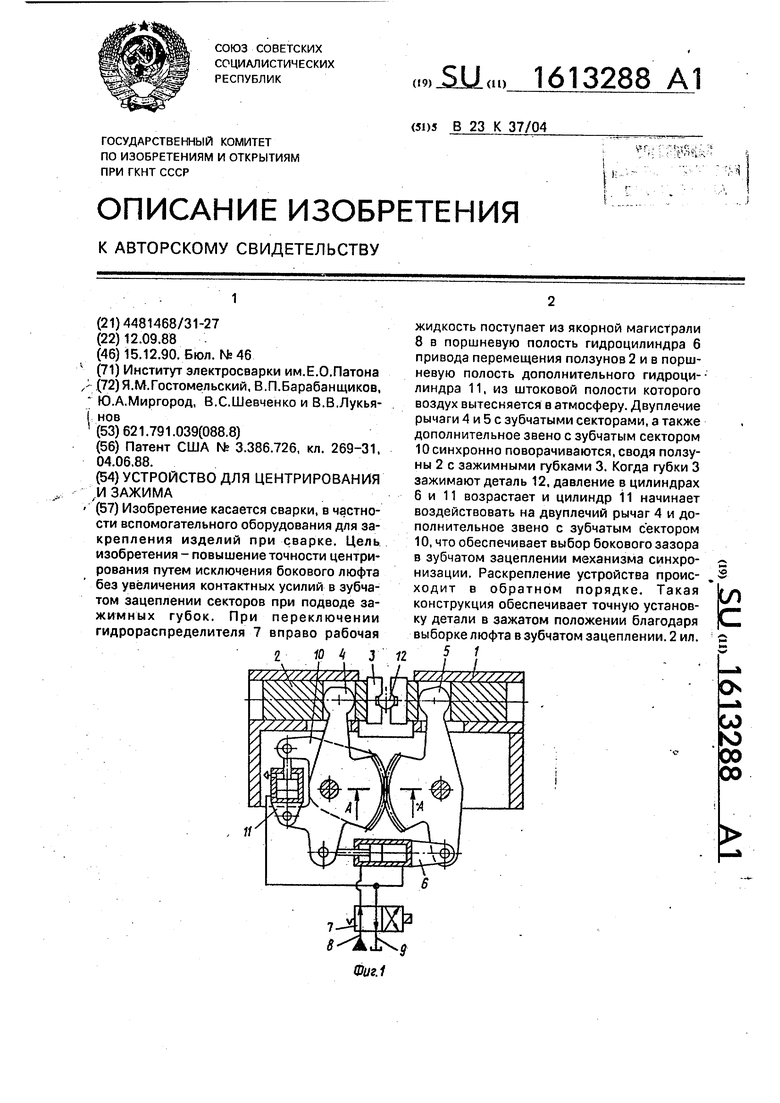
ю
щ
/
Фиг.2
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
