со оо о
4
4
S
Фи9.2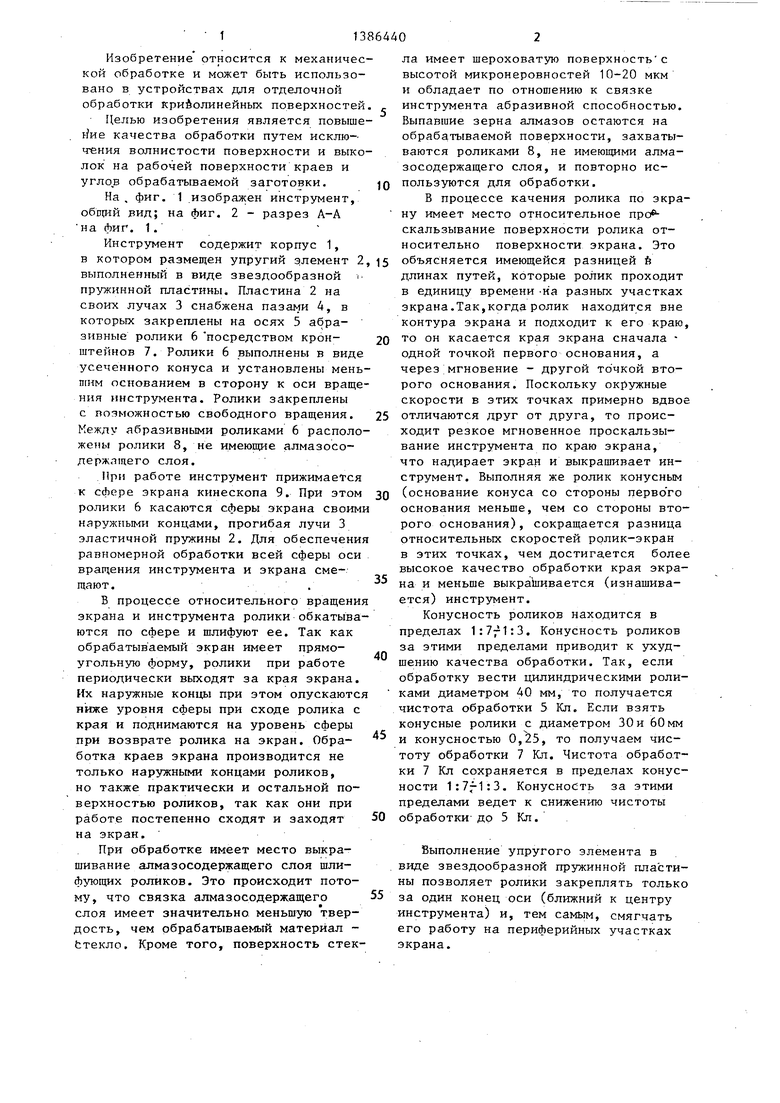

| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| Гибкая абразивная лента | 1985 |
|
SU1303390A1 |
| СПОСОБ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 1998 |
|
RU2127658C1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
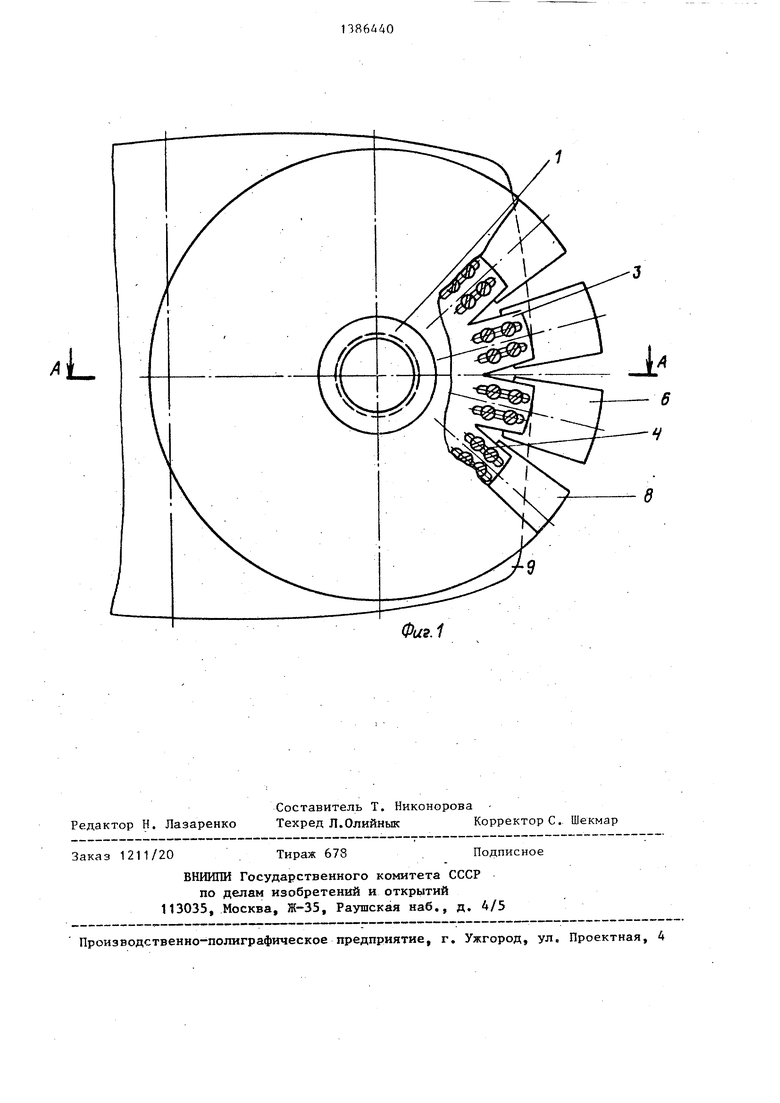
Изобретение относится к отделочной обработке криволинейньпс поверхностей и позволяет повысить качество обработки. Инструмент содержит корпус 1 с размещенным на нем упругим элементом 2, несупщм радиально установленные с возможностью свободного вращения абразивные ролики 6, которые выполнены в виде усеченного конуса, обращенного меньшим основанием к оси вращения инструмента. Упругий элемент 2 выполнен в виде лучеобразной пластины, на концах которой закреплены с возможностью радиального перемещения указанные абразивные ролики 6. Конусность абразивных роликов составляет 1:7-1:3 -Инструмент также снабжен безабразивными роликами, которые чередуются с абразивными в окружном направлении. Такая конструкция инструмента обеспечивает, оптимальную упругую связь между соседними роликами, относительно автономнзпо и без- с ударную работу каждого ролика за счет его индивидуальной подвески на луче. 2 3.п. ф-лы, 2 ил. л
ffcb Spcme/tuff 9лрана
Изобретение относится к механической обработке и может быть использовано в устройствах для отделочной обработки кри:6олинейных поверхностей.
Целью изобретения является повыше- line качества обработки путем исключения волнистости поверхности и выко- лок на рабочей поверхности краев и угло,в обрабатываемой заготовки.
На. фиг. 1 изображен инструмент, обпгий РИД; на фиг. 2 - разрез А-А на фиг. 1.
Инструмент содержит корпус 1, в котором размещен упругий элемент 2, выполненный в виде звездообразной ь пружинной пластины. Пластина 2 на своих лучах 3 снабжена пазами , в которых закреплены на осях 5 абразивные ролики 6 посредством кронштейнов 7. Ролики 6 выполнены в виде усеченного конуса и установлены мень- псим основанием в сторону к оси вращения инструмента. Ролики закреплены с возможностью свободного вращения. Между абразивными роликами 6 расположены ролики 8, не имеющие алмазосодержащего слоя.
При работе инструмент прижимается к сфере экрана кинескопа 9. При этом ролики 6 касаются сферы экрана своими наружными концами, прогибая лучи 3 эластичной пружины 2. Для обеспечения равномерной обработки всей сферы оси вращения инструмента и экрана смещают..
В процессе относительного вращения экрана и инстрзт ента ролики обкатываются по сфере и шлифуют ее. Так как обрабатываемый экран имеет прямоугольную форму, ролики при работе периодически выходят за края экрана. Их наружные концы при этом опускаются ниже уровня сферы при схода ролика с края и поднимаются на уровень сферы при возврате ролика на экран. Обработка краев экрана производится не только наружными концами роликов, но также практически и остальной поверхностью роликов, так как они при работе постепенно сходят и заходят на экран,
При обработке имеет место выкраивание алмазосодержащего слоя шлиующих роликов. Это происходит потоу, что связка алмазосодержащего слоя имеет значительно меньшую тверость, чем обрабатываемый материал - текло. Кроме того, поверхность стек0
5
0
5
0
5
0
5
0
5
ла имеет шероховатую поверхность с высотой микронеровностей 10-20 мкм и обладает по отношению к связке инструмента абразивной способностью. Выпавшие зерна алмазов остаются на обрабатываемой поверхности, захватываются роликами 8, не имеющими алмазосодержащего слоя, и повторно используются для обработки.
В процессе качения ролика по экрану имеет место относительное про скальзывание поверхности ролика относительно поверхности экрана. Это объясняется имеющейся разницей 6 длинах путей, которые ролик проходит в единицу времени -н а разных участках экрана.Так,когда ролик находится вне контура экрана и подходит к его краю, то он касается края экрана сначала одной точкой первого основания, а через мгновение - другой то чкой второго основания. Поскольку окружные скорости в этих точках примерно вдвое отличаются друг от друга, то происходит резкое мгновенное проскальзывание инструмента по краю экрана, что надирает экран и выкрашивает инструмент. Выполняя же ролик конусным (основание конуса со стороны перво го основания меньше, чем со стороны второго основания) , сокращается разница относительных скоростей ролик-экран в этих точках, чем достигается более высокое качество обработки края экрана и меньше выкрашивается (изнашивается) инструмент.
Конусность роликов находится в пределах 1:771:3. Конусность роликов за этими пределами приводит к ухудшению качества обработки. Так, если обработку вести цилиндрическими роликами диаметром 40 мм, то получается чистота обработки 5 Кп. Если взять конусные ролики с диаметром 30 и 60 мм и конусностью 0,25, то получаем чистоту обработки 7 Кл. Чистота обработки 7 Кл сохраняется в пределах конусности . Конусность за этими пределами ведет к снижению чистоты обработки- до 5 Кл.
Выполнение упругого элемента в виде звездообразной пружинной пластины позволяет ролики закреплять только за один конец оси (ближний к центру инструмента) и, тем самым, смягчать его работу на периферийных участках экрана.
При работе инструмента ролик опускается ниже уровня сферы при его выходе на контур экрана (изделия), при возврате ролика па уровень сферы он резко поднимается, однако удара не происходит ввиду отсутствия над ним жесткого ограничивающего его подъем корпуса.
Кроме того, вцполнение упругого элемента в виде пружинной пластины упрощает конструкцию инструмента и существенно снижает его материалоемкость..
Сфера обрабатываемых экранов кине скопов от изделия к изделию неоднна- кова по геометрии и размерам. Типичными дефектами являются утяжки по углам и заниженные места (это зависит от размеров пресс-формы, техно- логии прессования и охлаждения изделия и др.) .
Выполнение в инструменте радиальных пазов на концах пластины позволяет регулировать величину вертикаль ного хода наружных концов роликов (обрабатывающих экран) . Перемещение ролика по пазам в направлени от центра инструмента позволяет за счет увеличения плеча пружины увеличить вертикальный ход внешнего конца роли ка, чем достигается возможность обработки более заниженных мест изделия.
Закрепление роликов на лучах пластины позволяет обеспечить оптимальную связь между соседними ролика ми за счет конкретного выполнения длины, толщины и ширины лучей, обеспечить относительно автономную работ каждого ролика за счет его индивидуальной подвески на своем луче и обеспечить безударную работу роликов
Величина вертикального хода роликов (их работающих внешних концов) регулируется перемещением роликов в радиальном направлении в пазах лучей пружины. При перемещении роликов к центру инструмента вертикальный ход ролика уменьшается за счет укорочени плеча пружины (при этом усилие прижима сохраняется неизменным).
При удалении ролика от центра инструмента вертикальный ход наруж- .ного конца ролика увеличивается при сохранении усилия прижима. Усилие
-
л
0
5
5
5 0
5
0
прижима также может регулироваться смещением ролика к центру инструмента или от центра. При смещении ролика к центру инструмента и при сохранении величины вертикального хода конца ролика усилие прижима увеличивается за счет укорочения (и ужесточения) плеча пружины (укорочения длины луча).
Качество обработки поверхности экрана повьш1ается на краях и углах экрана за счет более мягкой подвески ролика на луче пружины. При этом не происходит удара ролика о край экрана при переходе ролика из-за контура экрана на экран. Качество обработки на краях экрана повышается за счет выполнения ролика конусным. При подходе цилиндрического ролика к краю экрана происходит резкое проскальзывание ролика относительно экрана, что вызывает надиры на изделии. Конусный ролик уменьшает прос- кальзывание ролика и надиры на к ралх.
Формула изобретения
L
Редактор Н. Лазаренко
Составитель Т. Никонорова
Техред Л.Олийнык Корректоре. Шекмар
Заказ 1211/20
Тираж 678
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.1
Подписное
| Инструмент для отделочной обработки криволинейных поверхностей | 1978 |
|
SU709337A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
