10
Изобретение относится к машиностроению и может быть использовано при отделочной обработке цилиндрических зубчатых колес.
Цель изобретения - повышение качества и точности обработки зубчатых колес.
На фиг. 1 изображена предлагаемая гибкая абразивная лента; на фиг. 2 - схема обработки гибкой абразивной ленты.
На чертежах приняты следующие обозначения: Sop - толщина основания рабочего участка ленты; HP - высота рабочего участка абразивной ленты; Sup - толщина рабочего участка ленты с учетом толщины абразивного слоя; гп - радиус округления переходного участка исходного контура; Г - радиус округления верщины зуба ис- ходного контура; А - межцентровое расстояние обрабатываемых зубчатых колес; tnm - шаг размещения рабочих и нерабочих участков ленты; Sa - толщина абразивного слоя; сО|, Шб, 0)7 - угловые скорости вращения ведущего ролика и обрабатываемых колес.
Основа 1 абразивной ленты свернута с образованием зубчатого профиля с зубьями 2. Лента содержит рабочие (абразивные) участ20
дующей термообработки) обеспечивается устойчивое формообразование теоретически точных профилей зубьев по способу Оливье, поскольку напряженный контур стремится сохранить свою форму.
Благодаря тому, что исходный контур обеспечивает точное зацепление с зубьями, деформации, которым подвергается лента, являются незначительными, поэтому лента может выполняться с металлизированным основанием, имеющим повышенную жесткость, и, следовательно, обеспечивающим повышенную точность.
Гибкая абразивная лента работает следующим образом.
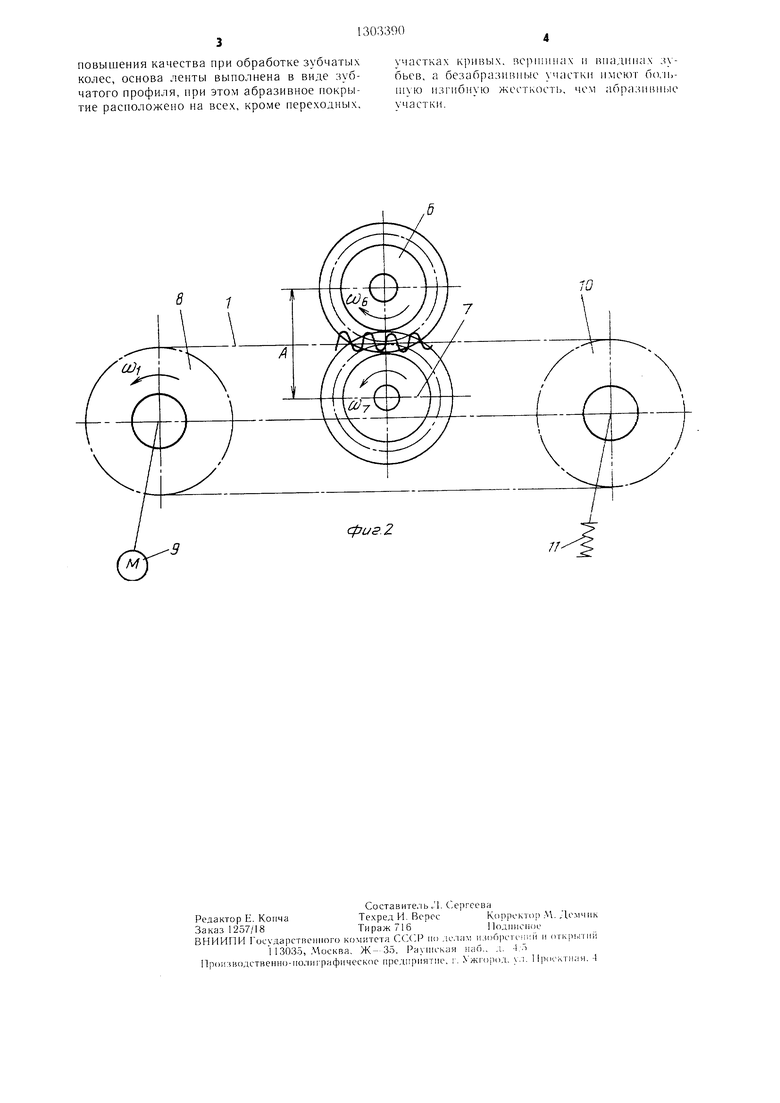
Лента движется между обрабатываемыми колесами 6 и 7, получая движение, например, от привода 9 через приводной ролик 8. Роль привода может выполнять привод одного из колес 6, или 7. Натяжение ленты обеспечивается роликом 10 с натяжным элементом 11. Обрабатываемые колеса 6 и 7 устанавливают с .межцентровым расстоянием А с учетом бокового и радиального зазоров, приче.м толщина Sup рабочих участков 3 ленты выбирается не более величины бокового зазора, а толпхина
ки 3, выполненные с толщиной Sop, и нера- 25 Sop - меньше величины радиального зазо30
35
40
бочие (безабразивные) участки 4 толщиной SOU, причем изгибная жесткость нерабочих участков 4 ленты выще, чем изгибная жесткость рабочих участков 3, например, за счет того, что толщина Son больще толщины Sop при одинаковом модуле упругости материала на участках 3 и 4. На поверхности рабочих участков 3 нанесен абразивный слой 5 толщиной Sa, при этом толщина рабочих участков ленты с учетом абразивного слоя определяется по зависимости
S.,|. Sop-f 2Sn(1)
и толщина ленты не должна превышать величины бокового зазора для обрабатываемой пары зубчатых колес 6 и 7, между которыми устанавливается лента с возможностью получения движения, например, от ведущего ролика 8 с приводом 9 с замыканием кольцевого периметра, например, с помощью натяжного ролика 10 с элементом 11 натяжения, например, пружинного типа. Кроме того, основа выполнена металлизированной.
Наличие нерабочих участков, чередующихся с рабочими постоянным шагом, и размещение их на переходных кривых и вершинах зубьев позволяют для каждого зуба обрабатываемых колес создать такие условия, при которых исключается срезание вершин зубьев в зоне наружного диаметра и обеспечивается точное профилирование активных участков зубьев.
Благодаря приданию основанию предварительного нанряжения и формы исходного зубчатого профиля (например путем прокат- ки выполненной из пружинной стали ленты с образованием нерабочих участков большей толщины, чем рабочих, и после45
50
ра колес 6 и 7. Созданием торможения на колесах 6 и 7 производится обработка каждого колеса в однопрофильном зацеплении одной стороны зубьев. Для обработки второй стороны изменяется направление движения ленты на обратное. Безабразивные (нерабочие) участки 4 лентЕ) не препятствуют обработке, так как радиусы переходных участков ленты выполнены меньшими, чем радиусы скруглений вершин зубьев колес 6 и 7, а радиусы rg скруглений вершин зубьев ленты больше радиусов скруглений переходных кривых колес 6 и 7. Возможна обработка и в состоянии двухпрофильного зацепления. В этом случае необходимо поджа- тие одного из колес 6 или 7 к другому. Межцентровое расстояние А устанавливается с учето.м толщины S.np абразивной ленты.
В качестве примера использования предлагаемой гибкой абразивной ленты может быть рассмотрен процесс обработки колес зубчатых передач редукторов в корпусе самого редуктора. Лента проводится между зубьями колес и к колесам прикладывают тормозящий момент. Обрабатывается одна сторона зубьев, а для обработки второй стороны необходи.мо изменить направление перемещения абразивной ленты. Таким образом производится обработка всех поверхностей зубьев колес редуктора, причем в этом случае технологические базы одновременно являются и конструктивными, что ведет к по- выщению точности обработки зубчатых колес.
Формула изобретения
Гибкая абразивная лента, основа которой выполнена с двухсторонним абразивным покрытием, отличающаяся тем, что, с целью
дующей термообработки) обеспечивается устойчивое формообразование теоретически точных профилей зубьев по способу Оливье, поскольку напряженный контур стремится сохранить свою форму.
Благодаря тому, что исходный контур обеспечивает точное зацепление с зубьями, деформации, которым подвергается лента, являются незначительными, поэтому лента может выполняться с металлизированным основанием, имеющим повышенную жесткость, и, следовательно, обеспечивающим повышенную точность.
Гибкая абразивная лента работает следующим образом.
Лента движется между обрабатываемыми колесами 6 и 7, получая движение, например, от привода 9 через приводной ролик 8. Роль привода может выполнять привод одного из колес 6, или 7. Натяжение ленты обеспечивается роликом 10 с натяжным элементом 11. Обрабатываемые колеса 6 и 7 устанавливают с .межцентровым расстоянием А с учетом бокового и радиального зазоров, приче.м толщина Sup рабочих участков 3 ленты выбирается не более величины бокового зазора, а толпхина
Sop - меньше величины радиального зазо5 Sop - меньше величины радиального зазо0
5
0
5
50
ра колес 6 и 7. Созданием торможения на колесах 6 и 7 производится обработка каждого колеса в однопрофильном зацеплении одной стороны зубьев. Для обработки второй стороны изменяется направление движения ленты на обратное. Безабразивные (нерабочие) участки 4 лентЕ) не препятствуют обработке, так как радиусы переходных участков ленты выполнены меньшими, чем радиусы скруглений вершин зубьев колес 6 и 7, а радиусы rg скруглений вершин зубьев ленты больше радиусов скруглений переходных кривых колес 6 и 7. Возможна обработка и в состоянии двухпрофильного зацепления. В этом случае необходимо поджа- тие одного из колес 6 или 7 к другому. Межцентровое расстояние А устанавливается с учето.м толщины S.np абразивной ленты.
В качестве примера использования предлагаемой гибкой абразивной ленты может быть рассмотрен процесс обработки колес зубчатых передач редукторов в корпусе самого редуктора. Лента проводится между зубьями колес и к колесам прикладывают тормозящий момент. Обрабатывается одна сторона зубьев, а для обработки второй стороны необходи.мо изменить направление перемещения абразивной ленты. Таким образом производится обработка всех поверхностей зубьев колес редуктора, причем в этом случае технологические базы одновременно являются и конструктивными, что ведет к по- выщению точности обработки зубчатых колес.
Формула изобретения
Гибкая абразивная лента, основа которой выполнена с двухсторонним абразивным покрытием, отличающаяся тем, что, с целью
повышения качества при обработке зубчатых колес, основа ленты выполнена в виде зубчатого профиля, при этом абразивное покрытие расположено на всех, кроме переходных.
участках кривых, всрпшиах и впадпнах зубьев, а безабразивныс участки имеют бол,- шую изгибную жесткость, чем a6pa3iiBin,ie участки.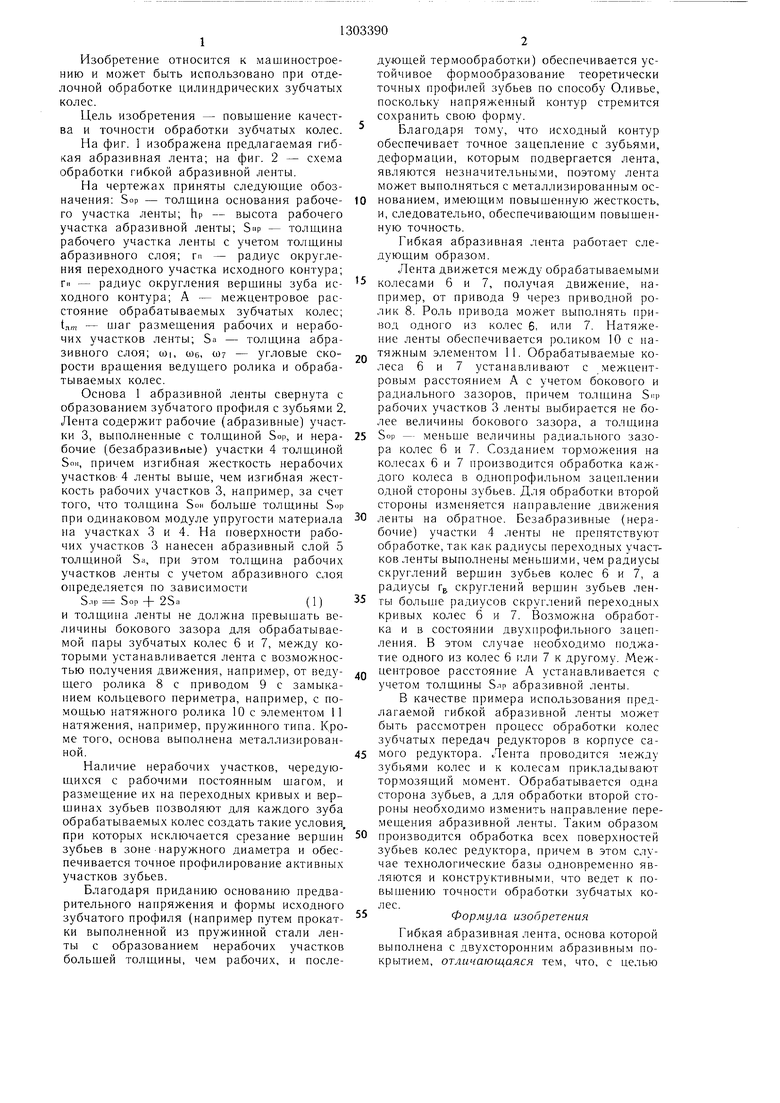
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования эвольвентных зубчатых колес | 1981 |
|
SU1009657A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| Прямозубое цилиндрическое колесо | 1982 |
|
SU1076664A1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU982874A2 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU994168A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
Изобретение относится к об.:1асти машиностроения и может использоваться нри отделочной обработке цилиндрических зубчатых колес. Цель изобретения - новышение точности обработки зубчатых колес. Достигается это тем, что основа I ленты снабжена безабразивными (нерабочими) участками 4, чередующимися с абразивными участками 3 (рабочими) с постоянным шагом. Нерабочие участки выполнены с большей изгибной жесткостью, чем рабочие, основа I ленты свернута с образованием зубчатого профиля с зубьями 2, нерабочие участки расположены на нереходных кривых, впадинах и верншнах зубьев контура. ОсноЕ шие может выполняться металлизировап П11м. В процессе обработки зубчатых колес .1енту вводят в зону зацепления между обрабатываемыми колесами, причем межцентровое расстояние ко.чес определяют так, чтобы то. пцпна лепты бы. 1а мень- Hje боковогоо зазора колес. Ленте прпдают тангенциальное перемещение, а колесам обеспечивают торможение, при этом реа. 1изуется однонро фильное зацепление ленты с каждым колесом. За счет вознпкающих сил скольжения обеспечивается прилон еппе сил резания. Для обработки BTOpoii стороны : А бье1 изменяют направление движения лепты ч колес. При двухпрофи.чьном зацеплении одно из обрабатываемых колес является ведущим п обеспечивает поджим второго Ko.ieca. 2 ил. СО О со со со о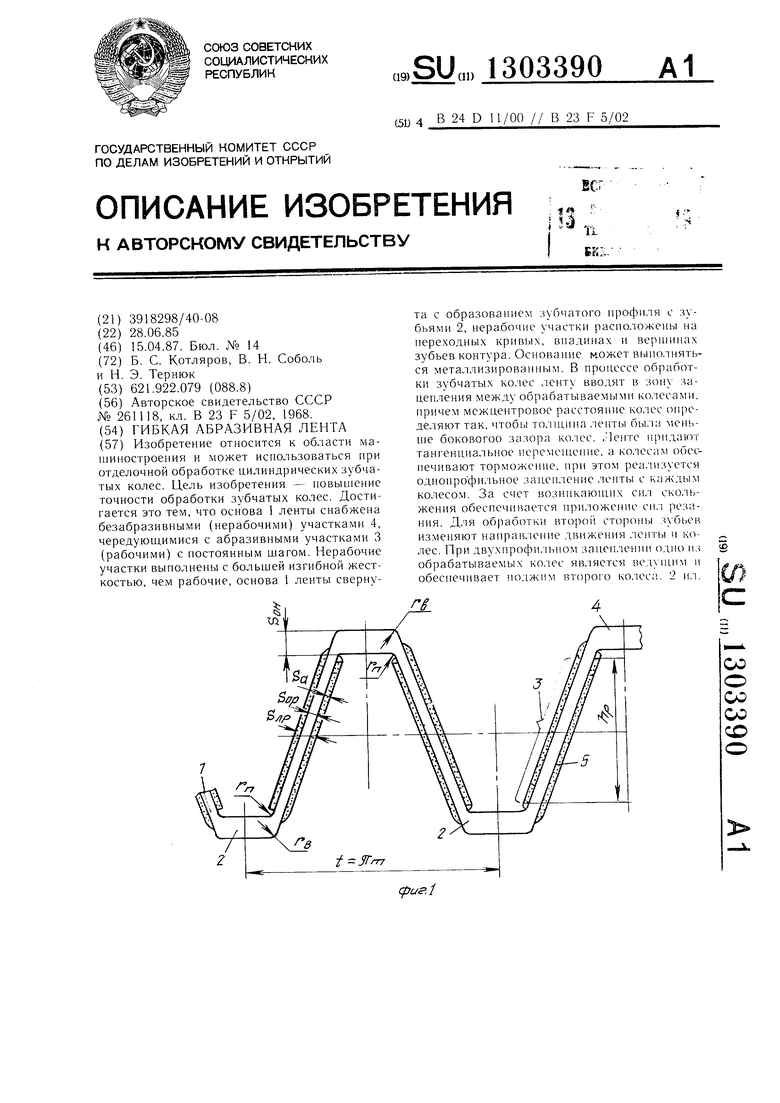
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
