(Л
с
со
00 О5
4;
О5
со
Изобретение относится к оборудованию деревообрабатывающего, преимущественно тарного, производства, предназначено для сборки каркасов ящиков и может быть использовано для сборки рамных конструкций, например корпусов ящиков, оконных рам, дверных коробок, каркасов мебели из заготовок, имеющих шипы.
Цель изобретения - повыщение надежности работы ваймы и упрощение конструкции.
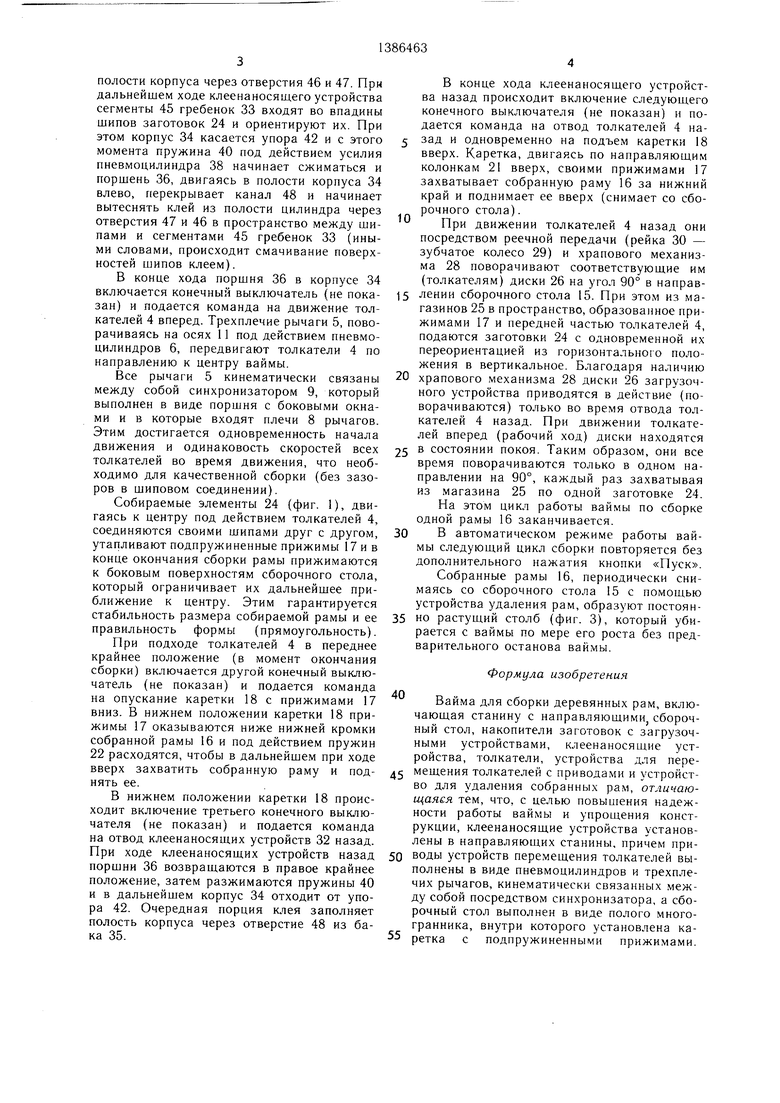
На фиг. 1 изображена вайма, вид сверху; на фиг. 2 - разрез А-А на фиг. 1 (момент фиксации элементов и нанесения клея); на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - собранная рамка, общий вид.
Вайма для сборки деревянных рам включает станину 1, на которой в радиально сходящихся направляющих 2 перемещаются возвратно-поступательно ползуны 3 с толкателями 4.
Каждое устройство для возвратно-поступательного движения толкателей выполнено в виде трехплечего рычага 5 и пневмо- цилиндра 6. Плечо 7 рычага 5 имеет на конце щаровую поверхность и шарнирно связано с ползуном 3, а плечо 8 щарнирно связано с синхронизатором 9, представляющим собой порщень с окнами и перемещающимся вертикально возвратно-поступательно в стакане 10, который жестко установлен в центре станины 1. Трехпле- чие рычаги 5 поворачиваются на осях 11 кронщтейнов 12, также жестко закрепленных на станине 1. Пневмоцилиндр 6 щарнирно установлен на цапфе в проушинах стакана 10, а своим щтоком 13 связан щарнирно с нижним плечом 14 рычага 5.
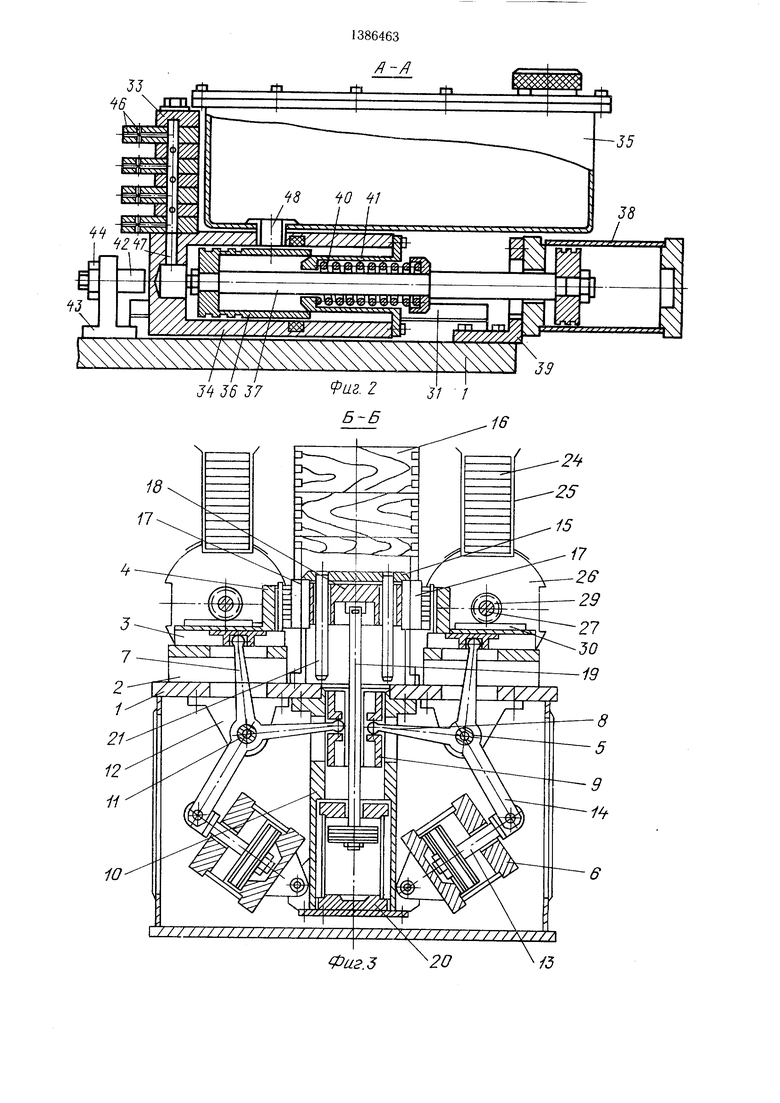
В центре станины 1 сверху установлен сборочный стол 15, выполненный в виде полого параллелепипеда по размерам собираемой рамы 16, в боковых гранях которого имеются пазы для вертикального перемещения в них прижимов 17.
Устройство для удаления собранных рам выполнено в виде каретки 18, по периметру которой с возможностью перемещения в направляющих пазах установлены прижимы 17. Каретка 18 связана со щтоком 19 пневмоцилиндра 20 и установлена внутри сборочного стола 15 на направляющих колонках 21 с возможностью вертикального перемещения.
В исходном состоянии прижимы 17 выдвинуты под действием пружин 22 до ограничителей 23 и вместе с толкателями 4 образуют накопители заготовок 24, где они предварительно ориентируются и фиксируются. Каждый накопитель заготовок снабжен загрузочным устройством в виде вертикального магазина 25 заготовок 24, в нижней части которого установлены диски 26 для переориентации и подачи заготовок в накопитель. Диски жестко связаны между собой
валом 27 и через храповой механизм 28 и зубчатореечную передачу, состоящую из щес- терни 29 и рейки 30, кинематически связаны с соответствующим толкателем 4.
Между толкателями 4 на верхней плите станины 1 на радиальносходящихся направляющих 31 по углам собираемой рамы установлены клеенаносящие устройства 32, которые снабжены направляющими гребенками 33, служащими для окончательной
ориентации собираемых заготовок 24 и нанесения клея на щипы. Клеенаносящеё устройство 32 состоит из корпуса 34, на котором установлены гребенки 33 и бак 35 для клея. В корпусе с возможностью возврат5 но-поступательного движения расположен порщень 36, который закреплен на конце щтока 37 пневмоцилиндра 38, установленного на плите станины 1 с помощью крон- щтейна 39. Корпус 34 клеенаносящего устройства связан со щтоком 37 посредством
0 пружины 40, находящейся в стакане 41, закрепленном в этом корпусе.
Перед клеенаносящими устройствами 32 на станине установлены упоры 42 в крон- щтейнах 43 с возможностью регулировки
1; при помощи резьбы и контргайки 44. Направляющие гребенки 33 состоят из сегментов 45, в которых выполнены отверстия 46 для выхода клея и клеевыводящие каналы 47 и 48.
Вайма работает следуюп им образом.
0 В исходном состоянии толкатели 4 находятся в разведенном положении. Каретка 18 с прижимами 17 устройства для удаления собранных рам находится в верхнем положении. Прижимы разведены пружинами 22, выступают за периметр сборочного стола 15
5 и вместе с толкателями 4 образуют накопители в виде пространства для одной заготовки 24, которые поступают в них из заполненных магазинов 25 при предыдущем ходе толкателей назад.
Клеенаносящие устройства 32 отведены в
11U
крайнее заднее положение, при этом порщень 36 находится в правом крайнем положении (фиг. 2), пружина 40 разжата, корпус 34 отведен от упора 42. В таком положении клеенаносящего устройства канал 48 открыт
5 и через него клей из бака 35 заполняет полость цилиндра в корпусе 34.
При нажатии кнопки «Пуск сжатый воздух из пневмосистемы (не показана) поступает в заднюю (бесщтоковую) полость пнев- моцилиндров 38 и клеенаносящие устройст0 ва 32 по направляющим 31 одновременно начинают движение вперед к центру ваймы. При этом в начальный момент движения порщень 36 остается в крайнем правом положении в корпусе 34 вследствие того, что корпус легко движется по направляющим 31
5 и деформация пружины 40 не происходит.
Это нужно для того, чтобы не происходило преждевременное вытеснение клея из
полости корпуса через отверстия 46 и 47. Прн дальнейшем ходе клеенаносящего устройства сегменты 45 гребенок 33 входят во впадины шипов заготовок 24 и ориентируют их. При этом корпус 34 касается упора 42 и с этого момента пружина 40 под действием усилия пневмоцилиндра 38 начинает сжиматься и поршень 36, двигаясь в полости корпуса 34 влево, перекрывает канал 48 и начинает вытеснять клей из полости цилиндра через отверстия 47 и 46 в пространство между шипами и сегментами 45 гребенок 33 (иными словами, происходит смачивание поверхностей шипов клеем).
В конце хода поршня 36 в корпусе 34 включается конечный выключатель (не показан) и подается команда на движение толкателей 4 вперед. Трехплечие рычаги 5, поворачиваясь на осях 11 под действием пневмо- цилиндров 6, передвигают толкатели 4 по направлению к центру ваймы.
Все рычаги 5 кинематически связаны между собой синхронизатором 9, который выполнен в виде поршня с боковыми окнами и в которые входят плечи 8 рычагов. Этим достигается одновременность начала движения и одинаковость скоростей всех толкателей во время движения, что необходимо для качественной сборки (без зазоров в шиповом соединении).
Собираемые элементы 24 (фиг. 1), двигаясь к центру под действием толкателей 4, соединяются своими шипами друг с другом, утапливают подпружиненные прижимы 17 и в конце окончания сборки рамы прижимаются к боковым поверхностям сборочного стола, который ограничивает их дальнейшее приближение к центру. Этим гарантируется стабильность размера собираемой рамы и ее правильность формы (прямоугольность).
При подходе толкателей 4 в переднее крайнее положение (в момент окончания сборки) включается другой конечный выключатель (не показан) и подается команда на опускание каретки 18 с прижимами 17 вниз. В нижнем положении каретки 18 прижимы 17 оказываются ниже нижней кромки собранной рамы 16 и под действием пружин 22 расходятся, чтобы в дальнейшем при ходе вверх захватить собранную раму и поднять ее.
В нижнем положении каретки 18 происходит включение третьего конечного выключателя (не показан) и подается команда на отвод клеенаносящих устройств 32 назад. При ходе клеенаносящих устройств назад поршни 36 возвращаются в правое крайнее положение, затем разжимаются пружины 40 и в дальнейшем корпус 34 отходит от упора 42. Очередная порция клея заполняет полость корпуса через отверстие 48 из бака 35.
В конце хода клеенаносяшего устройства назад происходит включение следующего конечного выключателя (не показан) и подается команда на отвод толкателей 4 назад и одновременно на подъем каретки 18 вверх. Каретка, двигаясь по направляющим колонкам 21 вверх, своими прижимами 17 захватывает собранную раму 16 за нижний край и поднимает ее вверх (снимает со сборочного стола).
При движении толкателей 4 назад они посредством реечной передачи (рейка 30 - зубчатое колесо 29) и храпового механизма 28 поворачивают соответствующие им (толкателям) диски 26 на угол 90° в направ5 лении сборочного стола 15. При этом из магазинов 25 в пространство, образованное прижимами 17 и передней частью толкателей 4, подаются заготовки 24 с одновременной их переориентацией из горизонтального положения в вертикальное. Благодаря наличию
0 храпового механизма 28 диски 26 загрузочного устройства приводятся в действие (поворачиваются) только во время отвода толкателей 4 назад. При движении толкателей вперед (рабочий ход) диски находятся
5 в состоянии покоя. Таким образом, они все время поворачиваются только в одном направлении на 90°, каждый раз захватывая из магазина 25 по одной заготовке 24. На этом цикл работы ваймы по сборке одной рамы 16 заканчивается.
0 В автоматическом режиме работы ваймы следующий цикл сборки повторяется без дополнительного нажатия кнопки «Пуск. Собранные рамы 16, периодически снимаясь со сборочного стола 15 с помощью устройства удаления рам, образуют постоян5 но растущий столб (фиг. 3), который убирается с ваймы по мере его роста без предварительного останова ваймы.
Формула изобретения
Вайма для сборки деревянных рам, включающая станину с направляющими, сборочный стол, накопители заготовок с загрузочными устройствами, клеенаносящие устройства, толкатели, устройства для перемещения толкателей с приводами и устройство для удаления собранных рам, отличающаяся тем, что, с целью повышения надежности работы ваймы и упрощения конструкции, клеенаносящие устройства установлены в направляющих станины, причем приводы устройств перемещения толкателей выполнены в виде пневмоцилиндров и трехпле- чих рычагов, кинематически связанных между собой посредством синхронизатора, а сборочный стол выполнен в виде полого многогранника, внутри которого установлена ка
ретка с подпружиненными прижимами.
Фиг.З
/J
15 2Ъ
8-В
| название | год | авторы | номер документа |
|---|---|---|---|
| Вайма для сборки деревянных рам | 1977 |
|
SU791540A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕРЕВЯННЫХ ЯЩИКОВ | 2000 |
|
RU2187430C1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для нанесения клея на элементы шиповых соединений | 1989 |
|
SU1708616A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ СБОРКИ КРУПНОГАБАРИТНОЙ КОРПУСНОЙ МЕБЕЛИ | 1966 |
|
SU214070A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
Изобретение относится к оборудованию деревообрабатывающего, преимущественно тарного производства. Цель изобретения - повыщение надежности работы займы и упрощение конструкции. Клеенанося- щие устройства 32 расположены в радиально сходящихся направляющих станины между толкателями по углам собираемой рамы и установлены с возможностью поступательного движения к центру в момент ориентации заготовок и нанесения клея. При срабатывании пневмоцилиндров клеенаносящие устройства 32 по направляющим начинают движение к центру ваймы. При этом происходит смачивание поверхностей щипов клеем. При подаче команды на движение толкателей 4 вперед трехплечие рычаги передвигают их по направлению к центру ваймы. При подаче команды на опускание каретки с прижимами 17 последние под действием пружин расходятся. При подаче команды на отвод толкателей 4 назад и одновременно на подъем каретки вверх прижимы 17 каретки захватывают собранную раму. 5 ил. S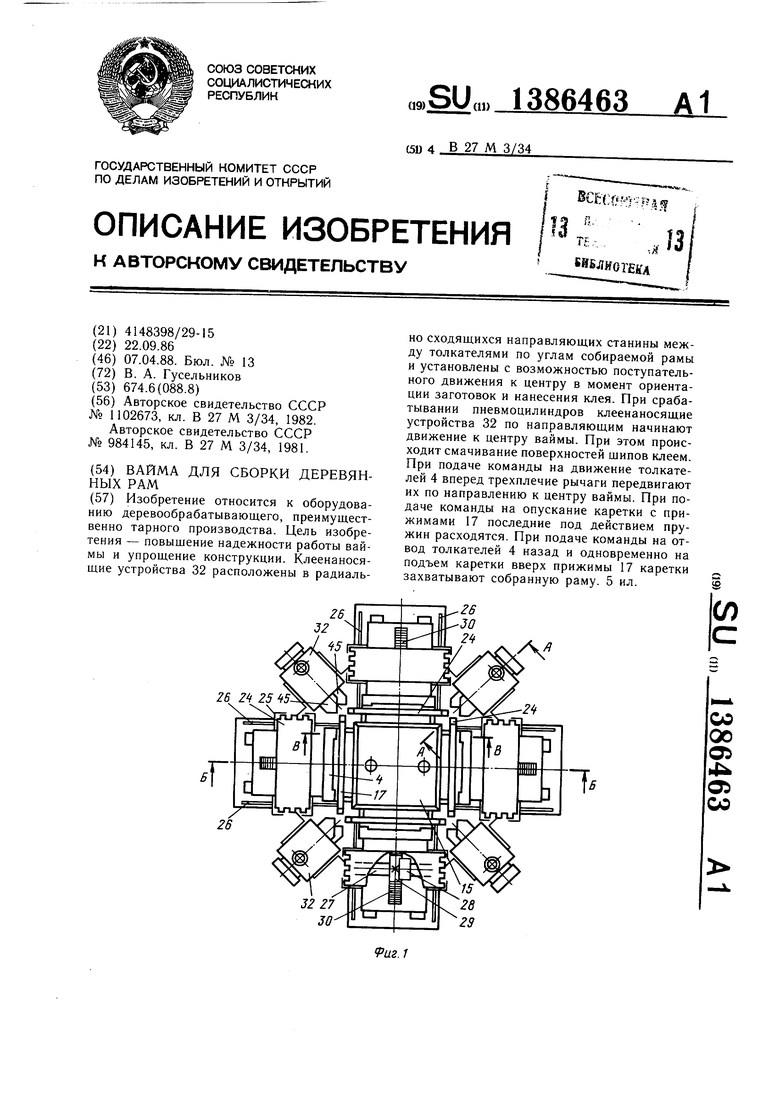
ч У УУО УчУСС
Фиг.
16
Фиг. 5
| Вайма для сборки деревянных рамок | 1982 |
|
SU1102673A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Авторское свидетельство СССР № 984145, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
