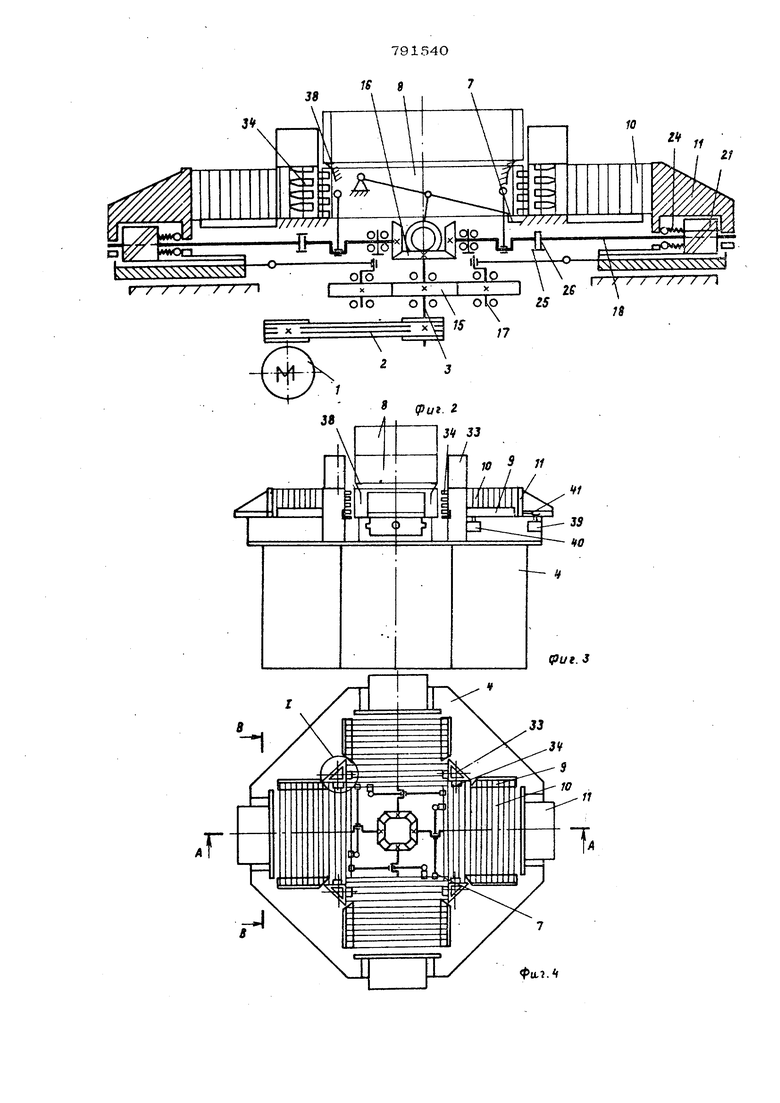
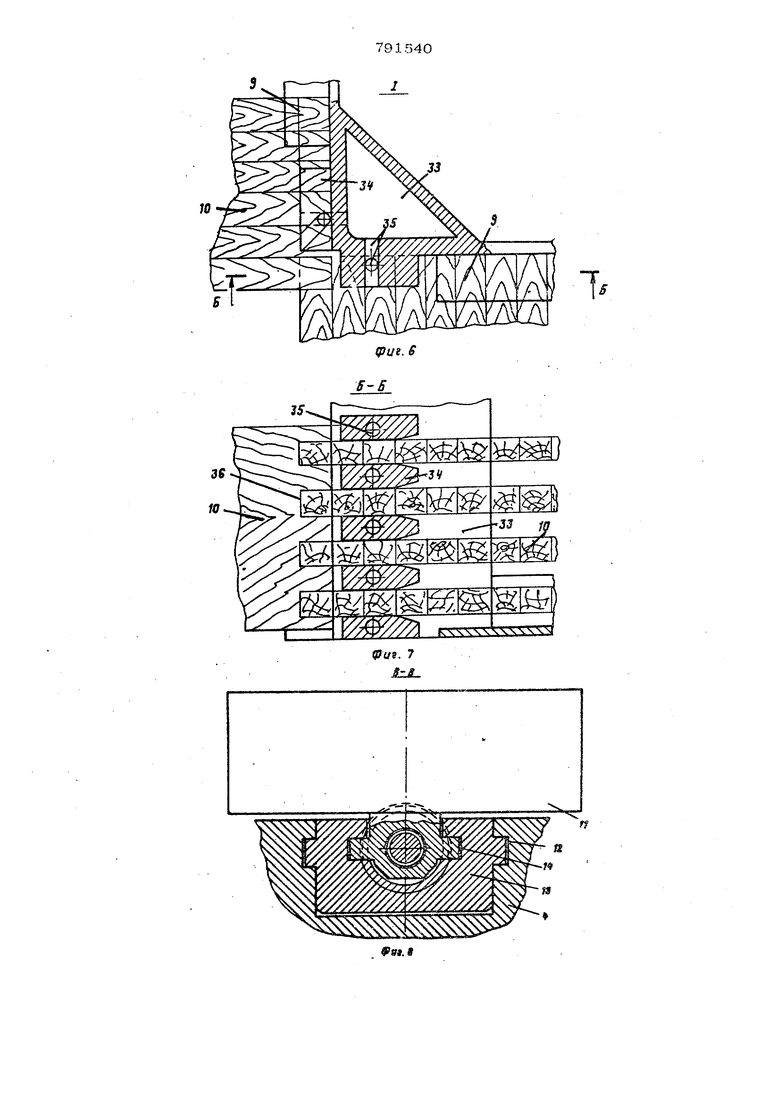
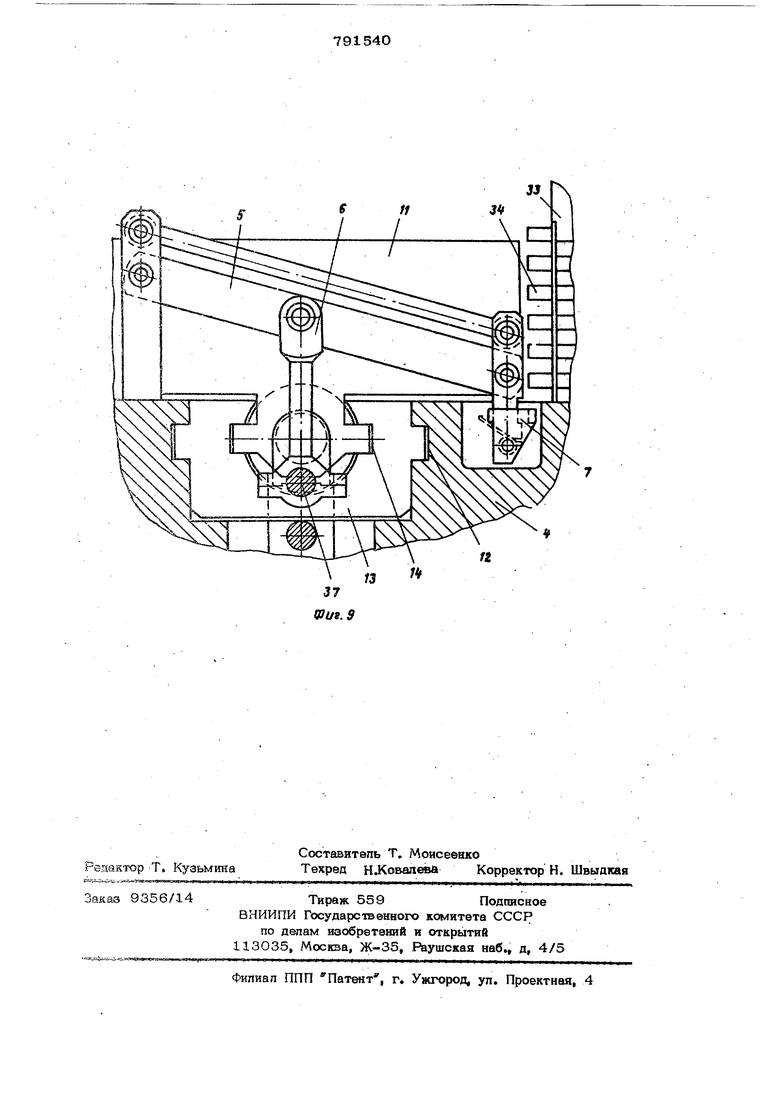
. Изобретение относится к обояр/уловеалто деревообрабатьюаюшего, преимущественно тарного производства. и может быть исполь зовано для сборки рамных ковструкцвв например корпусов ящиков, оконных рам, дверных коробок, каркасов мебели и т. п. из предварительно вырезанных и имеющих шипы заготсяаок. И естна вайма для сборки дер яннык рам, содержашая станяну с направляющими сборочный стол, накопители и толкателя заготовок, клеенаносяшие .средства, устрой ство для удаления собранных рам и Г 13. Однако заготсжки, прдававигые на позяшсю сборки, проводят протяженную и сложную траекторию, при этом тлеют место большие затраты времени на подачу, зажим и транспортировку заготовок, что не позволяет достичь высокой производитЧаяьности. Цепь изобретения.- повьпиениа производительности. Достигается это тем, что .каждый накопитель выпсэтнен в виде лотка, ориенти-. ровааного к центру сборочного стопа, катель размещен в лотке и снабжен устройством для шагового перемещения его к стопу и отвода назад, а клеенаносяшие cpe;v:iBa установлены на выходных концах .лотков и имеютщипообразные выступы, тфн,чем устройство для удаления рам выполнено в виде смонтированных на станине рй 1чажных механизмов, а сборочный стоп -образован конечными рычажных мехаНИ91ЛОВ, при этом устройство для пера ещения толкателя и рычажные механизмы кинематически связаны с валом |Привода, )гстановленным вертикально в станине. На фиг. 1 представпена кинематическая схема устройства, на фиг. 2 - то же, продольный разрез; на фиг. 3 - вайма, вид рбокуг на 4яг. 4 - то же, ппан; на фиг. 5 - разрез А-А на (г. 4; на фиг. б узел Т на фиг. 4; на фиг. 7 - разрез Б-Б на фиг. 6/ на фиг. 8 - разрез В-В 379 на фиго 4° на фиг. 9 - рычажный механизм общий вид, Вайма для сборки деревянных рам содержит электродвигатепь 1, который через кпиноременную передачу 2 связан с вертикапьно устансвпэнным приводньпу вапом 3, вращающимся в подшипниках станины 4 устройство для удаления собранной рамы, выполненное 6 виде смонтированнык ка станике рычажных механизмов 5 и 6, конечные звенья 7 которых, подвижны в еертикапьном направлении, взаимодействую , с нккней частью собранной рамы 8 и в момент окончания сборки образуют сборочный стоп. На верхней части станины 4 закреплен по. чиспу собираемых элементов рамы ради епьно сход51щиеся к стопу потки 9, в каждом 1КЗ которых размещен с возможностью радиального перемацения пакет предварительно ориентире анных .заготовок 10 и толкатель 11 пакета. Каждый толкатель 11 снабжен устройством для пере мещения толкателя к столу на шаг, равный толщине заготовки 10, и отвода его кезад на величину меньше шага. Устройство дпя перемещения толкателя 11 выполнено в виде установленного на радиальных направляющих 12 станины 4 попэуна 13, несущего на направляющих 14 подвих ный относительно него также в ради альном каправпенщ толкатель 11, и сирхрснно вращающихся от центрального приводного вала 3 через зубчатые передачи 15 и 16 промежуточных валов 17 и 18. Прсмех точный вал 17 расположен верти.кально и связан с ползунсвл 13 через крквошипно-шатунный механизм 19, а вап 18 расположен гчэризонтально и связан с толкателем 11 посредством червячнорееч;ного механизма, рейка 2О которого жестко прикреплена к ползуну 13, а черБйк 21 посажен на шпиневой участок 22 горизонтального вала 18 с возможностью относительного осевого перемещения, причем червяк 21 размешен в-нише 23 толкателя 11 и подпружинен относительно последнего со стороны стола пружиной 24 предназначенной для согласования движени ползуна 13 и червяка 21 в момент окончания сборки, Червяк 21 связан с :горизонтальным. валсы 18 через зубчатые полумуфты 25 и 26 посредством шлицевой втулки 27, насаженной на шлицевой участок 22 вала 18 с возможностью осевого перемещения иЬшцшая втулка 27 снабжена на одном конце буртом 28, а на другом - резьбой 29 дпя стопорной гайки 30 и шпоночным 0 31, Посредством шпонки 32 ведущая полумуфта 25 крепится на втулке 27 с возможностью относительного осевого перекрещения. Ведомая полумуфта 26 выполнена заодно с червяком 21, который свободно посажен на втулку 27 между буртс л 28 и ведущей аолумуфтой 25. Клеенаносящие средства 33 расположены непосредственно у сборочного стола на выходных кониак лотков по углам собираемой рамы и снабжены направляющими шипообраэными выступами 34 для окончательной ориентации заготовок 10 при их подходе на позицию сборки. Направляющие выступы 34 имеют отверстия 35 для нанесения клея и взаимодействуют с пазами 36 заготовок 10. Р гчажный механизм 5, 6 выполнен в виде качающейся в вертикальной плоскости кулисы, приводимой через шарнирносоединенную тягу от кривошипа 37, жестко закрепленного на валу 18. Кроме того, вайма содержит фиксаторы 38 удаляемой собранной рамы, выключатели 39, 40 и кулачок 41, воздействующий на выключатели. В исходном положении электродвигатель 1 выключен выключателем 39, на который воздействует кулачок 41, жестко связанный с толкателем 11, Толкатель 11 в поп-, зуне 13 и сам ползун относительно станины 4 занимают крайние дальние от сборочп ного стола положения. Кривошипио-шатунный механизм 19 и рычажные механизмы 5, 6 всегда находятся в соз ласованнс л-положении, так как валы 17 и 18 вращаются синхронно. В этом попожении лотки 9 загружают пакетом заготовок 10, устанавливая первую заготовку у самого сборочного стола на выступах 34 клеенаносящих средств 33. После этого производят поднастройку ваймы. Для этого отпускают стопорную гайку 30, посаженную на резьбовой участок 29 шлицетой втулки 27, и выводят полумуфту 25 из зацепления с полумуфтой 26, выполненной заодно с червяком 21. Вращая вручную червяк 21 на шлицевой втулке 27, толкатель 11 устанавливают на некотором расстоянии от последней заготовки. равноа 8тгц 3„- S. , где STB- величина отвода толкателя назад, я - величина полного хода ползуна; Sl- вепичина осевого перемещения че{жяка на полсеину оборота промежуточных валов.
Купачок 4 1 выполнен с учетом диапазона регулировки, поэтому электродвигатель 1 будет оставаться при этом в выключенном состоянии. Клеенаносящие средства 33 заполняют клеем, при этом заготовки 1О, находящиеся в исходнсм положении, окончательно ориентир жаны направляющими выступами 34 и их пазы 36 смазаны клеем через отверстия 35. На этом настройка ваймы, которая производи ся один раз после ее изготовления, закан чивается. При включении электродвигателя с началом движения токателя 11 кулачок 41 освобождает шток выключателя 39 и элек тродвигатепь 1 остается включенным. От центрального приводного вала 3 вр щение передается посредством зубчатых передач 15 и 1Ь дополнительным промежуточным валам 17 и 18. Вал 17 сообщает ползуну 13 возвратно-поступательное движение посредством кривошипно-шатунного механизма 19. Вал 18 сообщает поступательное движени в направлении сборочного стола че{®яку 21, передающему движение толкателю 11 в пределах длины рейки 2О ползуна 13. Толкатель 11 под действием ползуна 13 и червяка 21 ссжершает сложное движение к столу. За половину оборота проме жуточных валов 17 и 18 толкатель 11 переместит в направлении сборочного стопа пакет заготсжок Ю на дайну шага, , равного толщине заготовки ST г тн. К этому моменту рама 8 будет собрана и находится иа сборочном столе, образованием конечными звеньями 7 рычажных механизмов 5, 6, а ползуны 13 будут занимать крайние ближние к центру столе положения. В момент окончания сборки толкатель 11 останавливается, так как дальнейшему перемещению пакета заготовок 10 препятствует собранная рама 8, находящаяся ра сборочном стопе. Ползун 13 также прекращает движение к центру стола, а 21 продолжает вращение и перемещается в нише 23 толкателя 11, сжимая .пружину 24. За это время кривошипно-шатунный механизм 19 успеет выйти из мертвой точки и-ползун 13 начинает отвод толкателя 11 назад. Часть траектории движения звена 7 при переходе куписы (рычажного механизма) 5 из крайнего верхнего в крайнее нижнее положение пересекается с траекторией движения заготовки 10 при ее подаче с исходного положения на позицию
сборки. Поэтому конечное звено 7 закреплено на кулисе 5 шаркирмо и при движении вниз на определением участке пути отклоняется заготовкой Ю по ходу ее движения. В крайнем нижнем положении звено 7 под дейстБиек своей пружины занимает рабочее положениес За вторую половину оборота прсмежуточных валсж 17 и 18 токатель 11 hepe fecтнтcя назад на величину 3 5р,-а отношению к исходному положению будет находиться на шаг, равный толщине загоговки, ближе к центру стола. При этом эго положение и положение пакета заготчжок окажется подготовленным к началу следующего цикла работы. К этоь.ту моменту звено 7 посредством кулисы 5 переместится из крайнего нижнего в крайнее верхнее положение, удаляя собранную раму 8, и также окажется подготселенным к следующему циклу работы. При STOivi удаленная рама 8 ложится на пружинящие фиксаторы 38 и будет находиться на них в течение цикла, пока очередная рама не поднимет ее вверх. Далее цикл работы повторяется. Прт выработке пакета заготовок 10 кулачок 41 утопит шток выключателя 4 О, который переключит электродаигатель 1 на реверсивное вращение. Толкатель 11 начнет перемещаться в крайнее дальнее от центра стола положение, где выключатель 39 от кулачка 41 выключит электродвигатель I. Формула изобретения Вайма для сборки деревянных рам, одержащая станину с направляглдими, сборочный стол, накопители заготовок, клее- наносящие средства к толкатали, устройтво для удаления собранных рам и привод, отличающаяся тем, что, с целью повышения прои(даодитепьности, каждый накопитель выполнен в виде лотка, ориентированного к центру сборочного стола, толкатель раетлещен в лотке и снабжен устройством для шагсжого перемещения его к столу и отвода назад, а Клеенаносящие средства установлены на выходных концах лотков и имеют шипообразные выступы, причем устройство для удаления собранных рам выполнено в виде смонтированных на станине рычажных механизмов, а сборочный стол образован конечными звеньжч и рычажных механизме , при этом устройство дня перетлещэ7791540
ния топкатепя и рычажные механизмыИсточники информации,
кинематически связаны с валом при Бода, установленным вертикально в станине.
принятые во внимание при экспертизе
1. Патйнт США № 3604483, кп. 144-3, опубпик. 1971.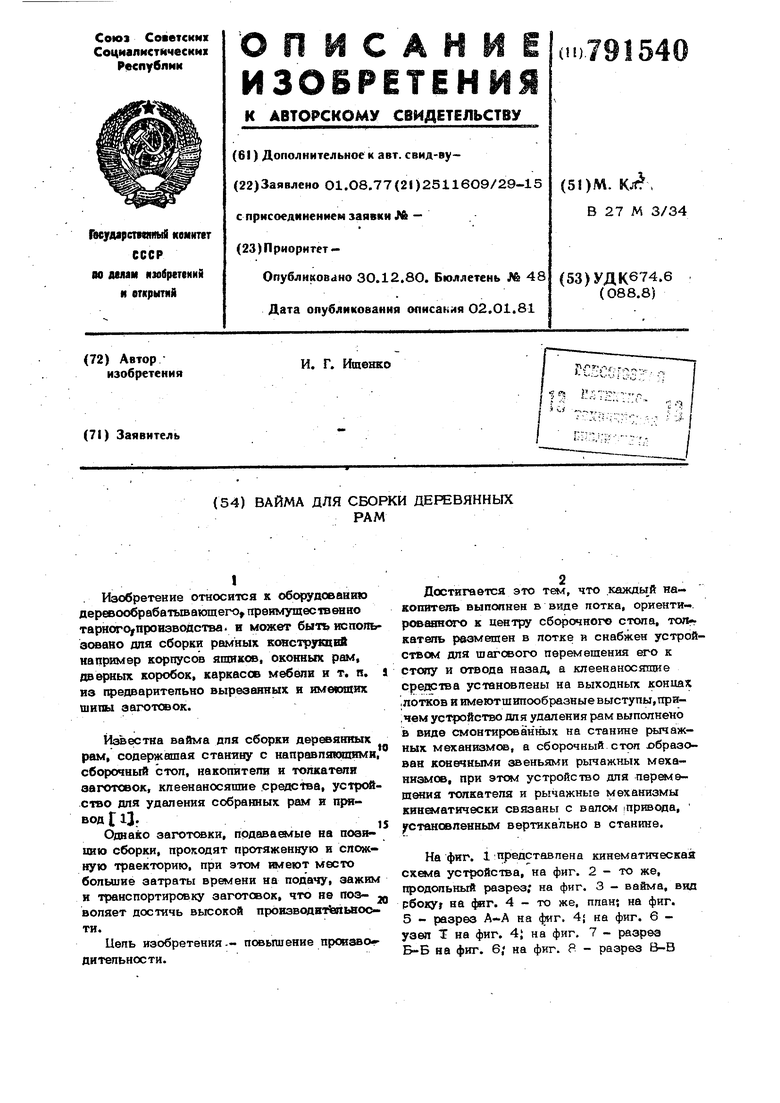
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕРЕВЯННЫХ ЯЩИКОВ | 2000 |
|
RU2187430C1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сборки заготовок верха обуви | 1988 |
|
SU1533637A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для отделения листовых заготовок от стопы | 1990 |
|
SU1761359A1 |

9 и V / / / / / / /
иг. 3
fj
U.l.f ЛГчУО ОчУОСчУ Х I/ V /////J ЕЛ 4
т
