Изобретение относится к машиностроению, а именно к финишной обработке деталей.
Целью изобретения является повышение производительности обработки за счет воздействия электрического тока на обрабатываемую поверхность непосредственно в зоне обработки в присутствии СОЖ.
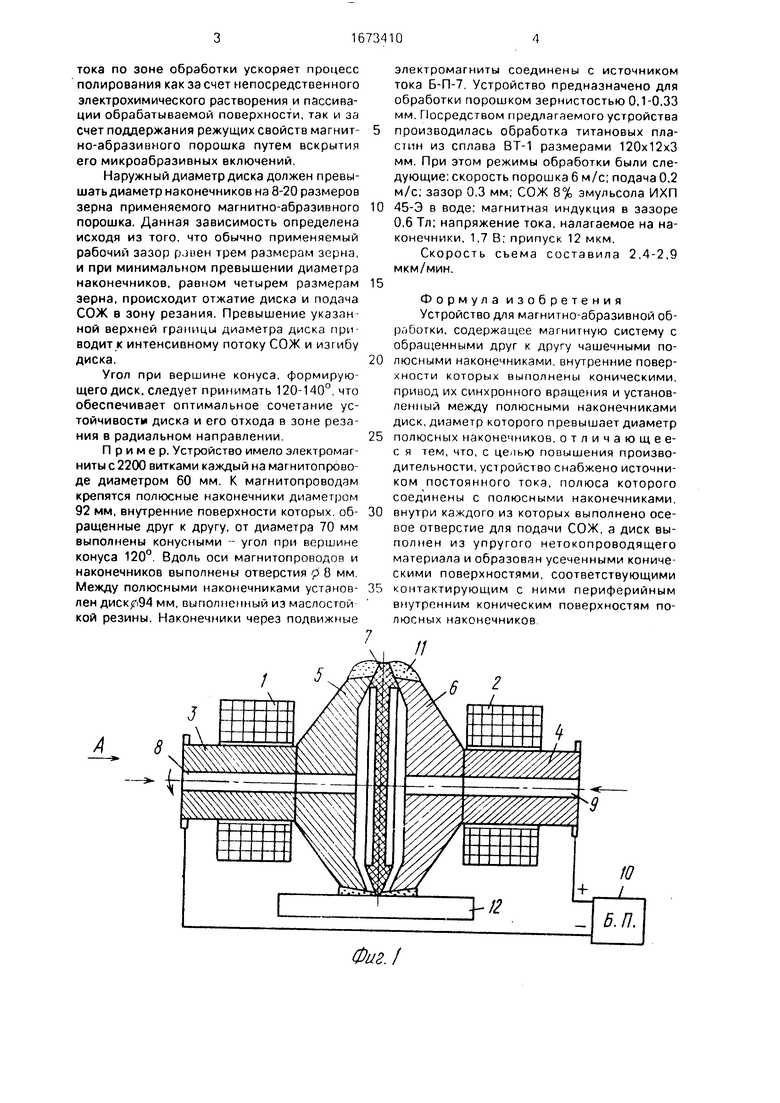
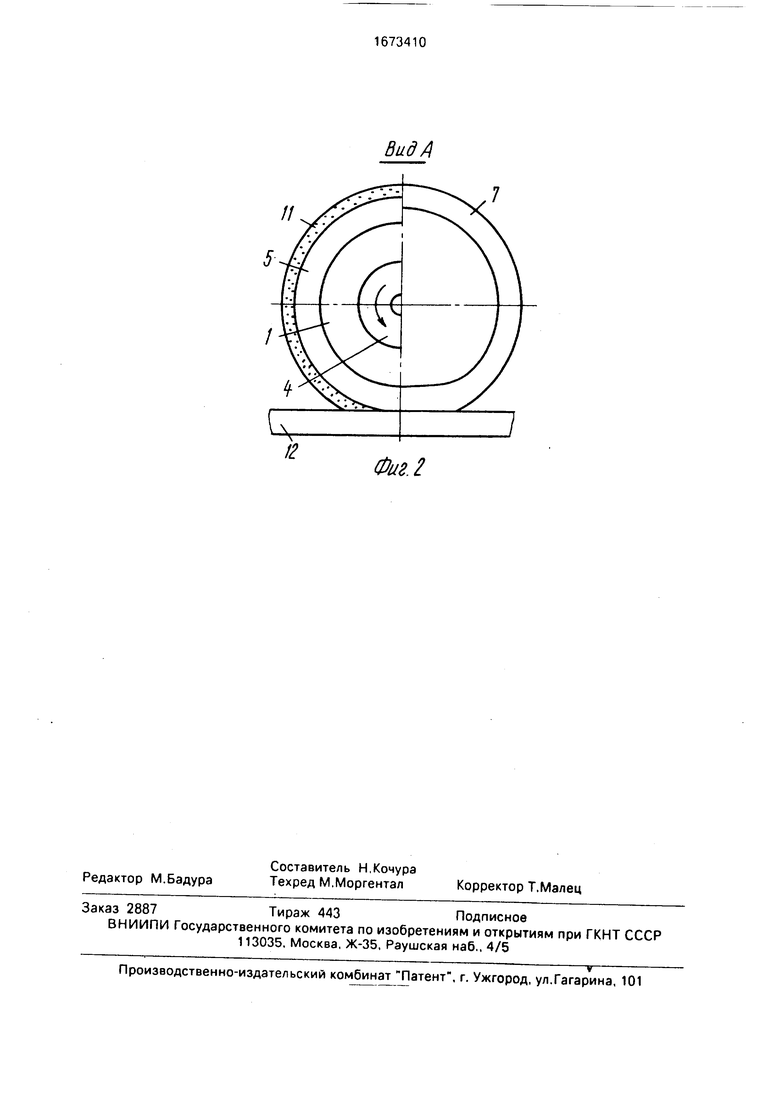
На фиг.1 представлено предлагаемое устройство, разрез; на фиг.2 - вид А на фиг.1.
Устройство содержит магнитную систему, имеющую пару электромагнитов 1, 2 с магнитопроводами 3. 4 и чашечными полюсными наконечниками 5, 6, между которыми расположен диск 7. выполненный из упругого нетокопроводящего материала и образованный усеченными коническими поверхностями, соответствующими контактирующим с ними внутренним коническим поверхностям полюсных наконечников 5, 6.
Полюсные наконечники 5, 6 и магнито- проводы 3, 4 имеют осевые отверстия 8, 9 для подачи СОЖ и соединены с полюсами источника 10 постоянного тока.
Устройство работает следующим образом.
На электромагниты 1, 2 подают постоянный ток и на периферию полюсных наконечников 5, 6 наносят магнитно-абразивный порошок 11. Приводят во вращение полюсные наконечники, по отверстиям 8, 9 подают СОЖ, а на сами наконечники налагают потенциал, обеспечивающий пассивацию детали в зоне обработки. Поджимая порошок 11 к детали 12, производят ее полирование. при этом диск 7 отходит от полюсных наконечников и СОЖ омывает зону обработки, причем диск 7, благодаря нетокопроводно- сти, способствует протеканию тока от полюсного наконечника 6 к детали 12 и от нее к полюсному наконечнику 5. Прохождение
VI
CJ
J
тока по зоне обработки ускоряет процесс полирования как за счет непосредственного электрохимического растворения и пассивации обрабатываемой поверхности, так и за счет поддержания режущих свойств магнитно-абразивного порошка путем вскрытия его микроабразивных включений.
Наружный диаметр диска должен превышать диаметр наконечников на 8-20 размеров зерна применяемого магнитно-абразивного порошка. Данная зависимость определена исходя из того, что обычно применяемый рабочий зазор рлзен трем размерам зерна, и при минимальном превышении диаметра наконечников, равном четырем размерам зерна, происходит отжатие диска и подача СОЖ в зону резания. Превышение указанной верхней границы диаметра диска приводит к интенсивному потоку СОЖ и изгибу
диска.
Угол при вершине конуса, формирующего диск, следует принимать 120-140 , что обеспечивает оптимальное сочетание устойчивости диска и его отхода в зоне резания в радиальном направлении.
Пример. Устройство имело электромагниты с 2200 витками каждый на магнитопрово- де диаметром 60 мм. К магнитопроводам крепятся полюсные наконечники диаметром 92 мм, внутренние поверхности которых, обращенные друг к другу, от диаметра 70 мм выполнены конусными - угол при вершине конуса 120°. Вдоль оси магнитопроводов и наконечников выполнены отверстия Ј 8 мм. Между полюсными наконечниками установлен мм, выполненный из маслостой- кой резины. Наконечники через подвижные
электромагниты соединены с источником тока Б-П-7. Устройство предназначено для обработки порошком зернистостью 0,1-0,33 мм. Посредством предлагаемого устройства производилась обработка титановых пластин из сплава ВТ-1 размерами 120x12x3 мм. При этом режимы обработки были следующие: скорость порошка 6 м/с; подача 0,2 м/с; зазор 0,3 мм; СОЖ 8% эмульсола ИХП 0 45-Э в воде: магнитная индукция в зазоре 0,6 Тл; напряжение тока, налагаемое на наконечники, 1,7 В; припуск 12 мкм.
Скорость сьема составила 2,4-2,9 мкм/мин. 5
Формула изобретения Устройство для магнитно-абразивной обработки, содержащее магнитную систему с обращенными друг к другу чашечными по- 0 люсными наконечниками, внутренние поверхности которых выполнены коническими, привод их синхронного вращения и установленный между полюсными наконечниками диск, диаметр которого превышает диаметр 5 полюсных наконечников, отличающее- с я тем, что, с целью повышения производительности, устройство снабжено источником постоянного тока, полюса которого соединены с полюсными наконечниками, 0 внутри каждого из которых выполнено осевое отверстие для подачи СОЖ, а диск выполнен из упругого нетокопроводящего материала и образован усеченными коническими поверхностями, соответствующими 5 контактирующим с ними периферийным внутренним коническим поверхностям полюсных наконечников
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЯ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2631534C1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1815186A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
Изобретение относится к машиностроению, конкретнее к финишной обработке деталей. Целью изобретения является повышение производительности за счет воздействия электрического тока на обрабатываемую поверхность непосредственно в зоне обработки в присутствии СОЖ. Устройство содержит пару обращенных полюсами друг к другу, чашечных полюсных наконечников, соединенных с полюсами источника постоянного тока. Между наконечниками расположен упругий нетокопроводящий диск, диаметр которого превышает диаметр полюсных наконечников. При вращении и контакте с деталью диск деформируется и создает каналы для поступления СОЖ из полости между полюсами в рабочую зону. Таким образом осуществляется одновременная магнитно-абразивная и электрохимическая обработка. 2 ил.
Фиг.
//
Вид А
Фиг. 2
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
