00 00
00
Изобретение относится к производству изделий из термоусаживающихся материалов, в частности к технике нанесения расплавленного покрытия на внутренние поверхности полых тонкостенных изделий, например герметизирующих манжет.
Цель изобретения - повышение качества покрытия, экономия материала покрытия и обеспечение удобства обслуживания при нанесении покрытия на тонкостенные изделия из термоусаживающихся материалов.
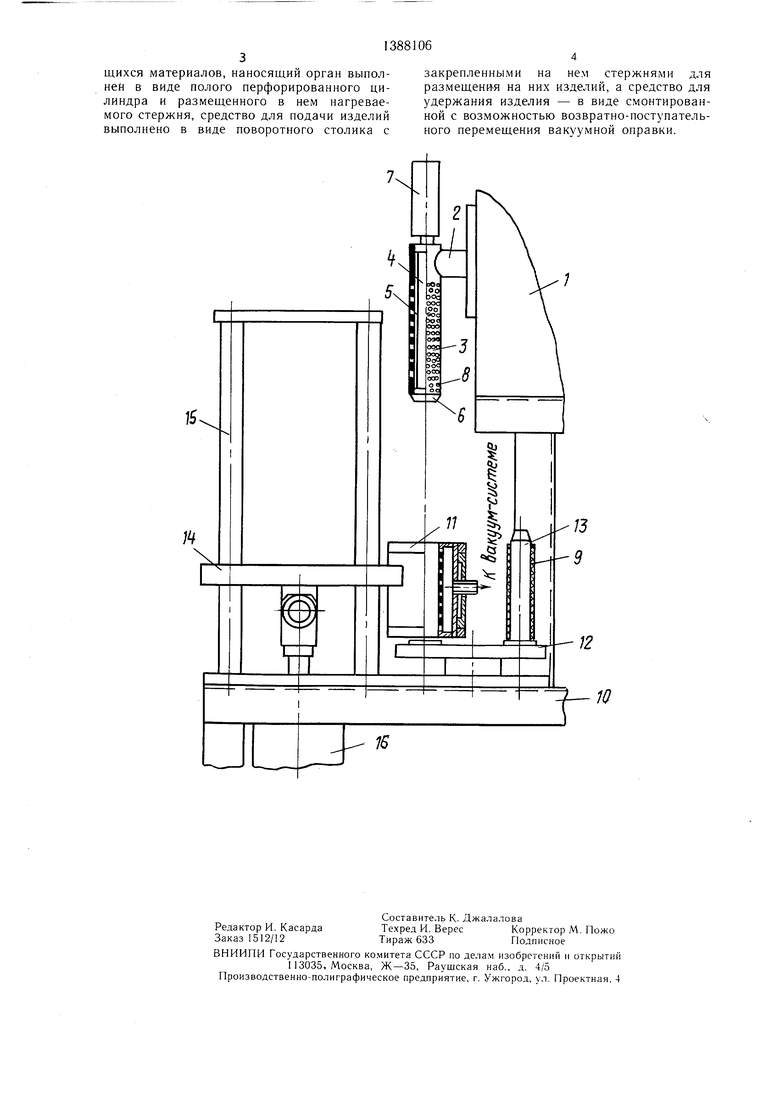
На чертеже изображено устройство, общий вид.
Устройство содержит емкость 1 для материала покрытия , например экструдер для расплава и подачи материала покрытия, связанный с ней наносящий орган 2, вы- полне ный в виде полого перфорированного цилиндра и размещенный в нем в зоне рабочей части 3, нагреваемый стержень 4, выполненный из материала, обладающего высокой теплопроводностью, например, из меди. Между стенкой рабочей части 3 и стержнем 4 имеется кольцевая полость 5, сообщающаяся с емкостью 1 экструдера. Соединение рабочей части 3 и стержня 4 выполнено в виде заходного конуса 6. На верхнем конце стержня 4 установлен нагреватель 7 любой известной конструкции, например паяльник. Выходные отверстия 8 перфорированного цилиндра наносящего органа выполнены на участке, равном по длине изделию 9, причем диаметр рабочей части 3 меньще внутреннего диаметра изделия на две толщины покрытия.
Устройство содержит также установленные на общей с емкостью 1 раме 10 средство для удержания изделия, выполненное в виде смонтированной с возможностью возвратно-поступательного перемещения со- осной наносящему органу 2 вакумной оправки 11, и средство для подачи изделий к вакуумной оправке, вь полненное в виде поворотного столика 12 с закрепленными на нем стержнями 13 для размещения на них изделий 9, причем диаметр стержней равен внутреннему диаметру изделия 9.
Вакуумная оправка 11 установлена на кронщтейне 14, смонтированном на колонках 15 с возможностью возвратно-поступательного перемещения от пневмоцилиндра 16, с возможностью колебаний в различных плоскостях для компенсации погрещностей взаимного расположения оправки и наносящего органа.
Внутренний диаметр вакуумной оправки 11 равен наружному диаметру изделий 9. Экструдер снабжен приводом, а пневмоци- линдр 16 - необходимыми устройствами подготовки сжатого воздуха и управления (не показаны). Вакуумная оправка 1 связана с вакуумной системой через управляющий клапан (не показаны).
Устройство работает следующим образом.
О
0
5
Вакуумная оправка 11 с помощью пневмоцилиндра 17 поднимается. Изделие 9, например, манжета, надевается на один из стержней 13, фармующий ее, придающий ей правильную форму. Поворотный столик 12 поворачивается до фиксированного положения, при котором стержень 13 с надетой на него манжетой располагается под вакуумной оправкой II, со- осно ей. Вакуумная оправка 11 опускается. Стержень 13 с надетой на него манжетой оказывается внутри оправки, причем колебания оправки в разных плоскостях компенсируют возможные погрещности взаимного расположения оправки и стержня.
Полость вакуумной оправки 11 сообщается с вакуумной системой и под действием вакуума (после включения клапана) манжета «присасывается к стенкам оправки. После этого последняя поднимается. Перфорированная рабочая часть 3 наносящего органа 2 оказывается внутри манжеты.
Включается экструдер. Расплавленный материал покрытия из экструдера через кольцевую полость 5 и отверстия 8 рабочей части 3 подается в зазор между рабочей частью 3 и манжетой. Одновременно на следующие стержни 13 поворотного столика 12 устанавливаются новые манжеты, подлежащие покрытию, и очередной стержень с манжетой поворотом столика 12 устанавливается соосно с оправкой 11.
По заполнении зазора между рабочей частью 3 и манжетой подачи материала покрытия прекращается (экструдер выключается). Вакуумная оправка поворачивается любым известным способом (например, вручную) на угол, необходимый для обеспечения сплощного покрытия внутренней поверхности манжеты, после чего оправка опускается. При этом вакуум отключается. Вакуумная полость оправки сообщается с атмосферой, а оправка надевается на очередной формующий стержень с манжетой, и так как готовую манжету ничто не удерживает., она выталкивается из оправки новой манжетой, надетой на стержень 13, которая занимает ее место. Далее включается вакуум и цикл повторяется.
Формула изобретения
0
5
0
5
Устройство для нанесения покрытия на внутренние поверхности изделий, содержащее связанный с емкостью для материала покрытия наносящий орган, установленное соосно с ним средство для удержания изделия и средство для подачи изделий к последнему, отличающееся тем, что, с целью повыщения качества покрытия, экономии материала покрытия и обеспечения удобства обслуживания при нанесении покрытия на тонкостенные изделия из термоусаживаю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления герметизирующих термоусаживаемых манжет и устройство для его осуществления | 1987 |
|
SU1523186A1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ТЕРМОУСАЖИВАЮЩИХСЯ МАНЖЕТ | 1993 |
|
RU2048984C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| КОМПОЗИТНЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2607653C2 |
| СНАРЯД ДИСТАНЦИОННОГО ЭЛЕКТРОШОКОВОГО ОРУЖИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2486451C2 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 2000 |
|
RU2178213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО ИЗОЛЯТОРА И ИЗОЛЯТОР, ИЗГОТОВЛЕННЫЙ ДАННЫМ СПОСОБОМ | 2008 |
|
RU2371796C1 |
Изобретение относится к области производства изделий из термоусаживающихся материалов, в частности к технике нанесения расплавленного покрытия на внутренние поверхности полых тонкостенных изделий, например герметизирующих манжет. Цель изобретения - повышение качества покрытия, экономия материала покрытия и обеспечение удобства обслуживания при нанесении покрытия на тонкостенные изделия из термоусаживающихся материалов. Для этого в устройстве наносящий орган выполнен в виде полого перфорированного цилиндра и размещенного в нем нагреваемого стержня, средство для подачи изделий выполнено в виде поворотного столика с закрепленными на нем стержнями для размещения на них изделий, а средство для удержания изделия - в виде смонтированной с возможностью возвратно-поступательного перемещения вакуумной оправки. 1 ил. i (Л
| Устройство для нанесения смазки на внутреннюю поверхность покрышек | 1974 |
|
SU517508A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
