Готобая .етаОТ
1чЭ
СО
00
О)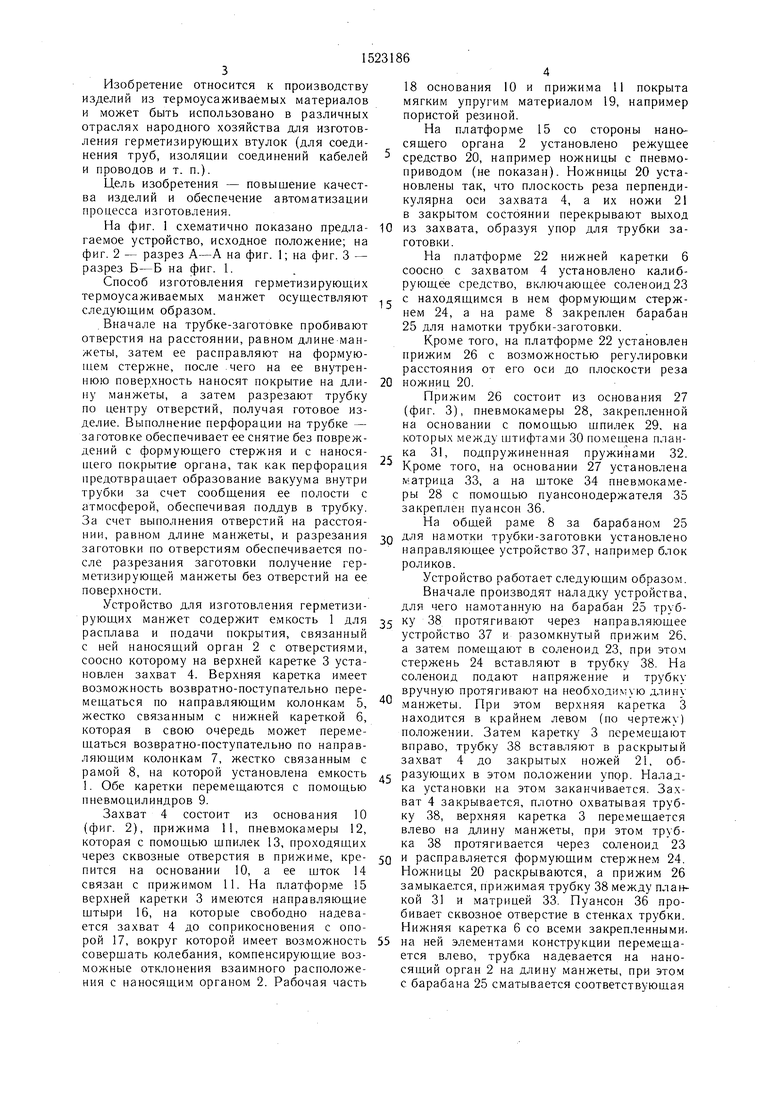

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с участками различного диаметра | 1971 |
|
SU442647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ | 1991 |
|
RU2036101C1 |
| Устройство для нанесения покрытия на внутренние поверхности изделий | 1985 |
|
SU1388106A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для изготовления термоусаживающихся труб | 1983 |
|
SU1126449A1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1348046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ТЕРМОУСАЖИВАЮЩИХСЯ МАНЖЕТ | 1993 |
|
RU2048984C1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |

Изобретение относится к способам изготовления герметизирующих термоусаживаемых манжет и устройству для изготовления манжет и может быть использовано в различных отраслях народного хозяйства для соединения труб, изоляции соединений кабелей и проводов. Цель изобретения - повышение качества изделий и обеспечивание автоматизации процесса изготовления. Для этого перед калиброванием заготовки на ней пробивают отверстия на расстоянии, равном длине изделия, а после нанесения покрытия заготовку разрезают по центру отверстий. Устройство для достижения цели изобретения снабжено установленным на захвате заготовки режущим средством 21 и установленным перед калибрующим средством прижимом 26 заготовки, снабженным перфоратором. Выполнение отверстий на заготовке перед калиброванием обеспечивает снятие заготовки с формующего стержня без повреждений за счет исключения образования вакуума внутри заготовки. 2 з.п. ф-лы, 3 ил.
Фие.
Изобретение относится к производству изделий из термоусаживаемых материалов и может быть использовано в различных отраслях народного хозяйства для изготовления герметизирующих втулок (для соединения труб, изоляции соединений кабелей и проводов и т. п.).
Цель изобретения - повышение качества изделий и обеспечение автоматизации процесса изготовления.
18 основания 10 и прижима II покрыта мягким упругим материалом 19, например пористой резиной.
На платформе 15 со стороны наносящего органа 2 установлено режущее 5 средство 20, например ножницы с пневмоприводом (не показан). Ножницы 20 установлены так, что плоскость реза перпендикулярна оси захвата 4, а их ножи 21 в закрытом состоянии перекрывают выход
На фиг. 1 схематично показано предла- 10 из захвата, образуя упор для трубки за- гаемое устройство, исходное положение; наготовки,
фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Способ изготовления герметизирующих
Вначале на трубке-заготовке пробивают отверстия на расстоянии, равном длине манжеты, затем ее расправляют на формующем стержне, после чего на ее внутренНа платформе 22 нижней каретки 6 соосно с захватом 4 установлено калибрующее средство, включающее соленоид 23
термоусаживаемых манжет осуществляют. с находящимся в нем формующим стержследующим образом.нем 24, а на раме 8 закреплен барабан
25 для намотки трубки-заготовки.
Кроме того, на платформе 22 установлен прижим 26 с возможностью регулировки расстояния от его оси до плоскости реза
нюю поверхность наносят покрытие на дли-20 ножниц 20.
ну манжеты, а затем разрезают трубкуПрижим 26 состоит из основания 27
по центру отверстий, получая готовое из-(фиг. 3), пневмокамеры 28, зaкpeпv eннoй
делие. Выполнение перфорации на трубке -на основании с помощью щпилек 29. на
заготовке обеспечивает ее снятие без повреж-которых между щтифтами 30 помецдена пландений с формующего стержня и с нанося-ка 31, подпружиненная пружинами 32.
щего покрытие органа, так как перфорация Кроме того, на основании 27 установлена
предотвращает образование вакуума внутриматрица 33, а на щтоке 34 пневмокаметрубки за счет сообщения ее полости сры 28 с помощью пуансонодержателя 35
атмосферой, обеспечивая поддув в трубку.закреплен пуансон 36.
За счет выполнения отверстий на расстоя-На общей раме 8 за барабаном 25
НИИ, равном длине манжеты, и разрезанияJQ для намотки трубки-заготовки установлено
заготовки по отверстиям обеспечивается по-направляющее устройство 37, например блок
еле разрезания заготовки получение гер-роликов.
метизирующей манжеты без отверстий на ееУстройство работает следующим образом, поверхности.Вначале производят наладку устройства. Устройство для изготовления герметизи-для чего намотанную на барабан 25 труб- руюца,их манжет содержит емкость 1 У 38 протягивают через направляющее расплава и подачи покрытия, связанныйустройство 37 и разомкнутый прижим 26. с ней наносящий орган 2 с отверстиями, соосно которому на верхней каретке 3 установлен захват 4. Верхняя каретка имеет возможность возвратно-поступательно перемещаться по направляющим колонкам 5, жестко связанным с нижней кареткой 6, которая в свою очередь может перемещаться возвратно-поступательно по направляющим колонкам 7, жестко связанным с рамой 8, на которой установлена емкость.с разующих в этом положении упор. Налад- 1. Обе каретки перемещаются с помощьюка установки на этом заканчивается. Зах- пневмоцилиндров 9.ват 4 закрывается, плотно охватывая труб- Захват 4 состоит из основания 10ку 38, верхняя каретка 3 перемещается (фиг. 2), прижима 11, пневмокамеры 12,влево на длину манжеты, при этом труб- которая с помощью щпилек 13, проходящихка 38 протягивается через соленоид 23 через сквозные отверстия в прижиме, кре-50 расправляется формующим стержнем 24. пится на основании 10, а ее щток 14Ножницы 20 раскрываются, а прижим 26 связан с прижимом 11. На платформе 15замыкае.тся, прижимая трубку 38 между план- верхней каретки 3 имеются направляющиекой 31 и матрицей 33. Пуансон 36 про- щтыри 16, на которые свободно надева-бивает сквозное отверстие в стенках трубки, ется захват 4 до соприкосновения с оно-Нижняя каретка 6 со всеми закрепленными, рой 17, вокруг которой имеет возможность55 на ней элементами конструкции перемеща- соверщать колебания, компенсирующие воз-ется влево, трубка надевается на нано- можные отклонения взаимного расположе-сящий орган 2 на длину манжеты, при этом ния с наносящим органом 2. Рабочая частьс барабана 25 сматывается соответствующая
40
а затем помещают в соленоид 23, при этом стержень 24 вставляют в трубку 38. На соленоид подают напряжение и трубку вручную протягивают на необходимую длину манжеты. При этом верхняя каретка 3 находится в крайнем левом (по чертежу) положении. Затем каретку 3 перемещают вправо, трубку 38 вставляют в раскрытый захват 4 до закрытых ножей 21, об18 основания 10 и прижима II покрыта мягким упругим материалом 19, например пористой резиной.
На платформе 15 со стороны наносящего органа 2 установлено режущее средство 20, например ножницы с пневмоприводом (не показан). Ножницы 20 установлены так, что плоскость реза перпендикулярна оси захвата 4, а их ножи 21 в закрытом состоянии перекрывают выход
из захвата, образуя упор для трубки за- готовки,
Устройство работает следующим образом, Вначале производят наладку устройства. для чего намотанную на барабан 25 труб- 5 У 38 протягивают через направляющее устройство 37 и разомкнутый прижим 26. с разующих в этом положении упор. Налад- ка установки на этом заканчивается. Зах- ват 4 закрывается, плотно охватывая труб- ку 38, верхняя каретка 3 перемещается влево на длину манжеты, при этом труб- ка 38 протягивается через соленоид 23 0 расправляется формующим стержнем 24. Ножницы 20 раскрываются, а прижим 26 замыкае.тся, прижимая трубку 38 между план- кой 31 и матрицей 33. Пуансон 36 про- бивает сквозное отверстие в стенках трубки, Нижняя каретка 6 со всеми закрепленными, 5 на ней элементами конструкции перемеща- ется влево, трубка надевается на нано- сящий орган 2 на длину манжеты, при этом с барабана 25 сматывается соответствующая
0
а затем помещают в соленоид 23, при этом стержень 24 вставляют в трубку 38. На соленоид подают напряжение и трубку вручную протягивают на необходимую длину манжеты. При этом верхняя каретка 3 находится в крайнем левом (по чертежу) положении. Затем каретку 3 перемещают вправо, трубку 38 вставляют в раскрытый захват 4 до закрытых ножей 21, обдлина трубки. Включается подача материала покрытия из емкости 1 любым известным способом (например, сжатым воздухом через отверстия наносящего органа 2) на внутреннюю поверхность манжеты. Через заданный промежуток времени подача покрытия прекращается, нижняя каретка 6 возвращается в исходное положение, и трубка снимается с наносящего органа 2. При снятии трубки слипания ее стенок не происходит, благодаря сквозным отверстиям, 10 выполненным на ее стенках пуансоном 36 прижима 26. Захват 4 раскрывается, освобождая трубку, верхняя каретка 3 перемещается в исходное положение, ножницы
щий калибрование заготовки формованием и нанесение покрытия на ее внутреннюю поверхность, отличающийся тем, что, с целью повыщения качества изделий и обеспечения автоматизации процесса изготовле- кия, перед калиброванием заготовки на ней пробивают отверстия на расстоянии, равном длине изделия, а после нанесения покрытия заготовку разрезают по центру отверстий.
ну, при этом рез проходит через центрзахват заготовки для перемещения ее в
отверстия, а прижим размыкается. Готоваянаносящий покрытие орган, калибрующее устманжета под действием собственного веса падает в емкость (не показано). Заданная последовательность включения приводов механизмов устройства обеспечивается электрической схемой (не показана). Затем цикл повторяется.
Формула изобретения
. Способ изготовления герметизирующих термоусаживаемых манжет, включаюройство для расправления заготовки формование, отличающееся тем, что оно снабже- 20 но установленным на захвате заготовки режущим средством и установленным перед калибрующим средством прижимом заготовки, снабженным перфоратором.
25
щий калибрование заготовки формованием и нанесение покрытия на ее внутреннюю поверхность, отличающийся тем, что, с целью повыщения качества изделий и обеспечения автоматизации процесса изготовле- кия, перед калиброванием заготовки на ней пробивают отверстия на расстоянии, равном длине изделия, а после нанесения покрытия заготовку разрезают по центру отверстий.
11
фиг..
В- Б
Фиг.
| Устройство для нанесения покрытия на внутренние поверхности изделий | 1985 |
|
SU1388106A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
