(21)4037313/31-08
(22)18.03.86
(46) 15.04.88. Бюл. № 14
(71)Днепродзержинский индустриальный институт им. М. И. Арсеничева
(72)С. П. Радзевич и В. А. Палагута
(53)621.914.6(088.8)
(56)Авторское свидетельство СССР № 307864, кл. В 23 F 21/28, 1970.
(54)ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧА- ТБ1Х КОЛЕС
(57)Изобретение относится к машиностроению, в частности к изготовлению зубчатых колес. Цель изобретения - расширение технологических возможностей инструмента, который выполняют из составных зубчатых дисков. Диски устанавливает таким образом, что каждые два соседних смещены в противоположные стороны друг относительно друга на величину глубины стружечной канавки. Цри этом одноименные боковые стороны профиля зубьев каждого диска через один выполнены с различной технологической способностью, например, на рабочей поверхности зубьев образованы заборные и калибруюш,ие участки или нанесен абразивный слой. Каждая группа дисков установлена с возможностью последовательного смещения в противоположные стороны относительно оси инструмента посредством пазов, выполненных в дисках, при этом паз каждого диска смещен относительно предыдущего на заданную величину. 9 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатый инструмент | 1982 |
|
SU1065117A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| Способ чистовой обработки зубчатых колес | 1987 |
|
SU1530354A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| Дисковой инструмент для обкатки зубьев зубчатых колес | 1980 |
|
SU869924A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |


со ас
00
ю
Изобретение относится к машиностроению-, в частности к изготовлению зубчатых колес.
Цель изобретения - расширение технологических возможностей инструмента.
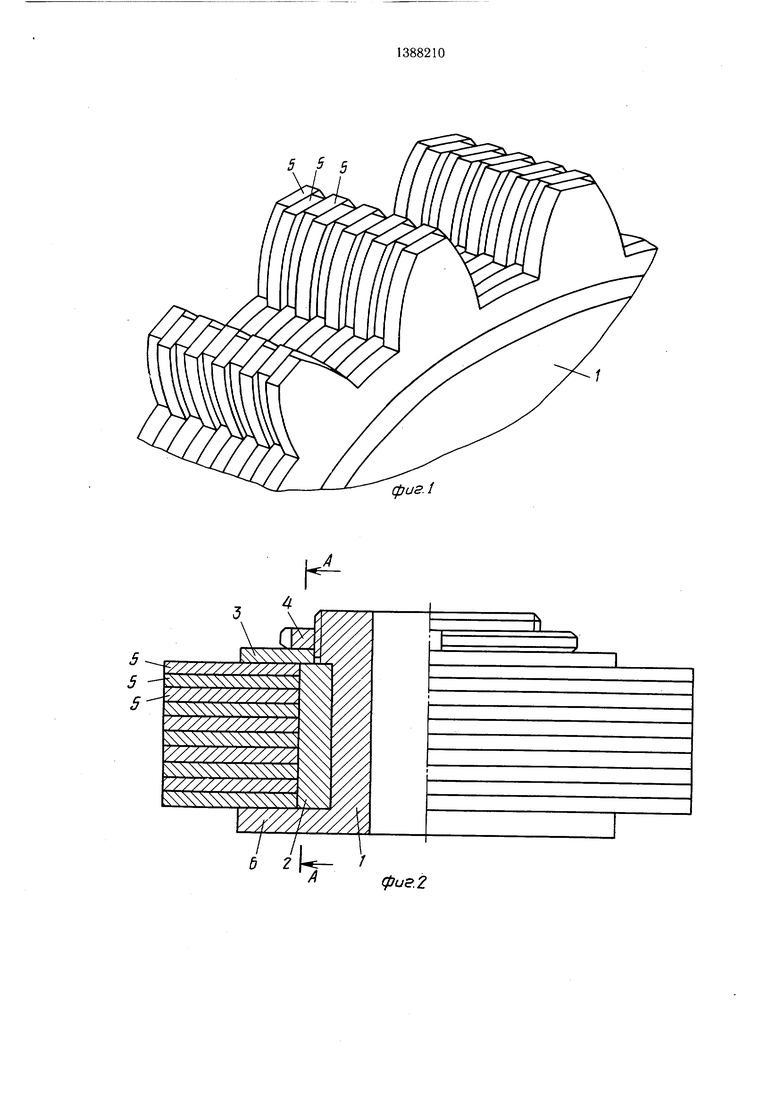
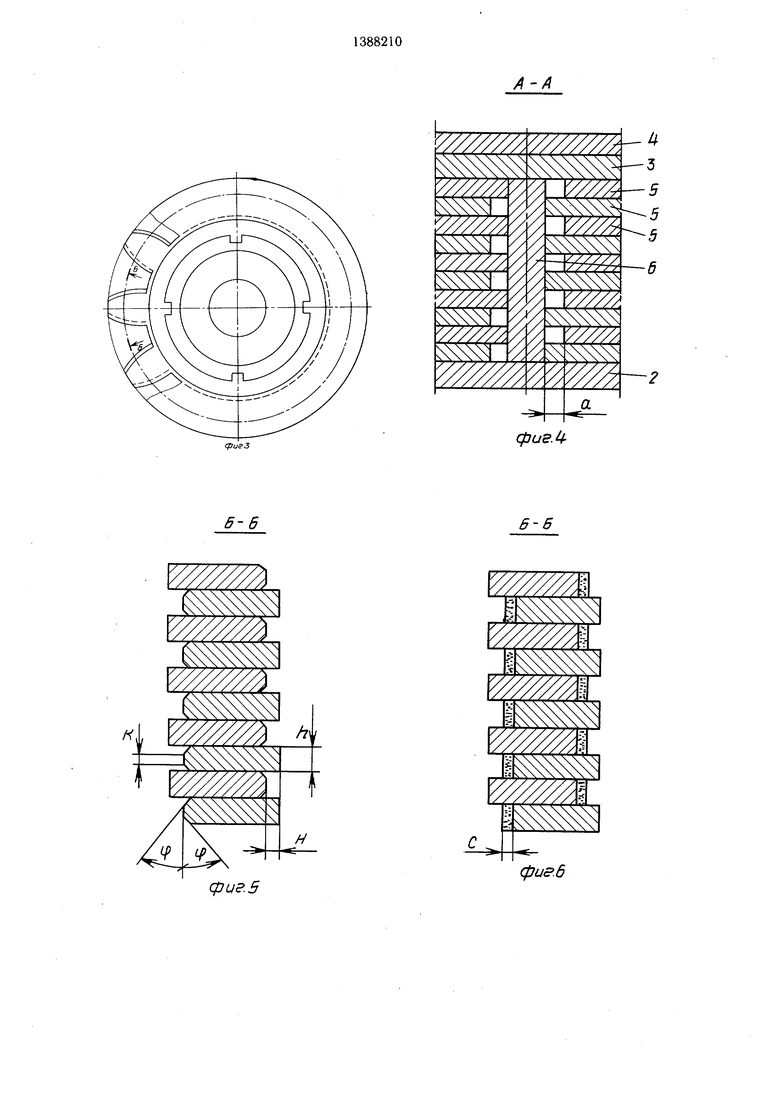
На фиг. 1 изображен фрагмент инструмента для чистовой обработки зубчатых колес; на фиг. 2 - то же, вид сбоку, разрез; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 3 (диски показаны с калибруюш,ими и заборными участками); на фиг. 6 - то же, диски показаны с абразивным слоем; на фиг. 7 - схема обработки инструментом для чистовой обработки цилиндрических зубчатых колес; на фиг. 8 - схема к определению величины а; на фиг. 9 - разрез Б-Б на фиг. 3, диски показаны с калибруюш,ими и заборными участками, зуб инструмента показан с углом наклона р.
Инструмент для чистовой обработки содержит корпус 1, между фланцем 2, шайбой 3 и гайкой 4 которого установлены зубчатые диски 5 толщиной h на шпонке 6. Ширина шпоночных пазов дисков 5 выполняется больше ширины шпонки 6 на величину а, с целью обеспечения свободного поворота дисков 5 друг относительно друга вокруг оси инструмента. Диски 5 устанавливаются в корпусе таким образом, что каждые два соседние смешены в противоположные стороны друг относительно друга на величину глубины стружечной канавки Я. Глубина стружечной канавки Н измеряется по основной окружности, а шпоночные пазы в дисках 5 выполняются на радиусе г.
Из схемы на фиг. 8 видно, что величина а и Я пропорциональны друг другу относительно радиусов, на которых они выполнены:а п
Н
т. е.
Гь
Зубчатый инструмент 7 выполняется ко- созубым. В связи с этим все диски 5 последовательно друг относительно друга должны быть смешены. Это достигается смешением шпоночных пазов последующих дисков относительно предыдущих на величину Ь.
На фиг. 9 схематически показано расположение зубчатых дисков 5, инструмента 7. Для обеспечения получения наклона зубьев инструмента 7 необходимо соседние диски 5 сместить друг относительно друга на величину Ь. Это достигается смещением шпоночного паза на дисках 5. На одноименных боковых сторонах профиля зубьев выполнены заборные участки под углом ф к профилю зубьев исходной инструментальной поверхности и калибрующие участки шириной К. вдоль профиля зубьев. Одноименные боковые стороны профиля зубьев дисков могут быть оснащены абразивным слоем толщиной С.
В начале цикла чистовой обработки зубчатых колес заготовку вводят в зацепление с дисковым инструментом 7, придают им согласованное вращение со скоростями coi и
(02 вокруг перекрещивающихся друг с другом осей под углом Y- Заготовка, закрепленная в приспособлении на столе станка, совершает возвратно-поступательные перемещения вдоль своей оси. Возвратно-поступательные движения заготовки в процессе обработки
представляют собой движение подачи S. В начале цикла обработки зубьев диски 5 инструмента 7 располагаются таким образом, что инструмент представляет собой дисковый сборный шевер, состояший из зубчатых
5 дисков 5. В процессе обработки шевингованием происходит снятие практически всего операционного припуска под чистовую обработку. После этого производят реверсирование вращения инструмента 7 и за счет того что зубчатые диски 5 могут свобод0 но поворачиваться на определенный фиксированный угол вокруг оси инструмента, его рабочая поверхность будет образована или заборными и калибрующими участками, или абразивным слоем, т. е. инструмент 7 после
5 реверсирования вращения работает или как обкатник для поверхностного пластического деформирования, или как забучатый хон. После реверсирования вращения инструмента 7 производится чистовая отделка зубчатых колес обкатником или зубчатый хоном.
0 В конце рабочего цикла заготовку выводят из зацепления с дисковым инструментом 7 и возвращают в исходное положение.
Формула изобретения
5 Инструмент для чистовой обработки цилиндрических зубчатых колес, выполненный в виде зубчатых дисков, установленных со смещением один относительно другого на глубину стружечной канавки, отличающийся тем, что, с целью расширения технологических возможностей инструмента, одноименные боковые стороны профиля зубьев каждого диска через один выполнены с различной технологической способностью, при этом каждая группа дисков установлена с
5 возможностью последовательного смещения в противоположные стороны относительно оси инструмента посредством пазов, выполненных в дисках, пр ичем паз каждого диска смешен относительно предыдущего на величину
,
а щирина каждого паза выполнена равной
гГ где h - толщина зубчатого диска;
Р - угол наклона зубьев инструмента; 5 Я- глубина стружечной канавки;
Г| - радиус, на котором выполнен шпоночный паз; Гь - радиус основной окружности.
0
5 5
фиг.
фиа2
григ.З
6-6
,ш$ Ш//М
/v.
Y///////A
$
//
фиг. 5
фиеЛ
6-6
V///////M
JU
%e%i
t%%%j
1ЩШ1,
ш
фис .б
iue&u-Hzo6u.H.
и спго&ая от дел на.
фие.7
6-6
-5 5 -5
фие.9
