Изобретение относится к сварке и может быть использовано для сборки под автоматическую дуговую сварку преимущественно длинномерными швами встык в среде защитных газов тонколистовых изделий.
Цель изобретения - повьщшние качества путем исключения образования зазора между кромками свариваемых элементов при создании локального упругого изгиба.
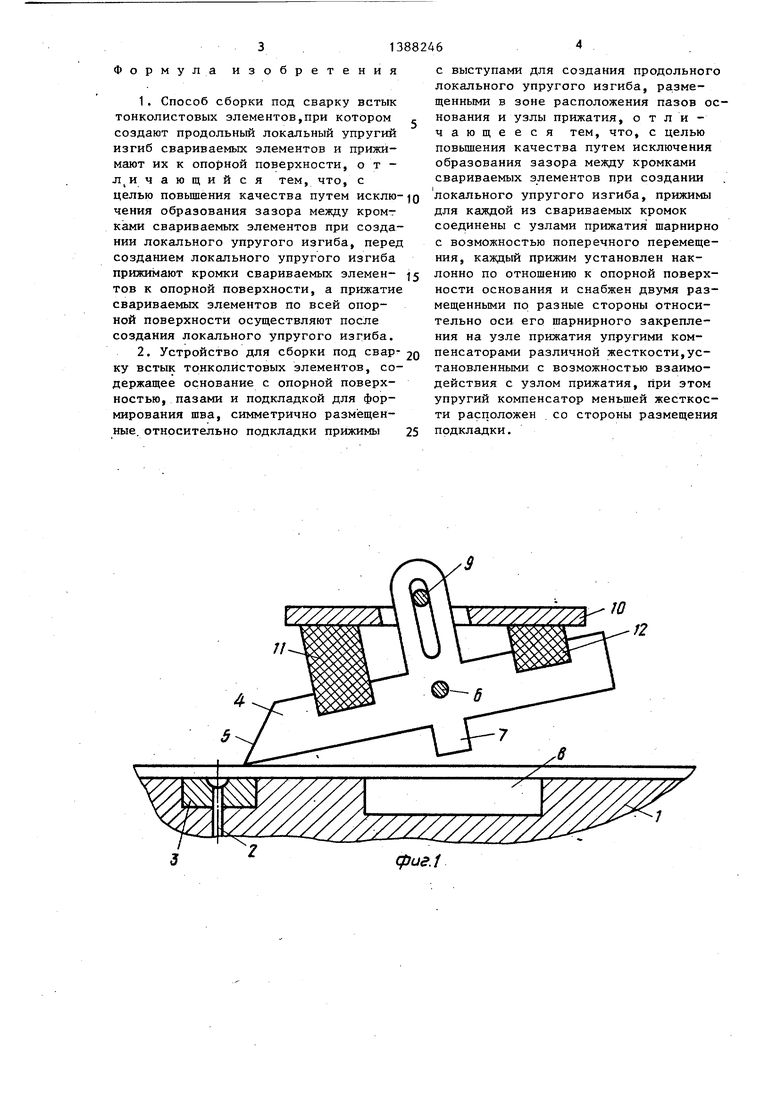
На фиг. 1 изображено устройство для сборки под сварку встык тонколистовых элементов и его р асположени в начальньй момент сборки; на фиг.2 положение устройства в момент фор-- мирования гофра; на фиг. 3 - то же, после сборки под сварку.
Способ сборки под сварку заключа- ется в следующем. I, . .
Собирают свариваемые тонколистовые элементы встык без зазора, прижимают свариваемые кромки, формируют продольный локальный изгиб (гофр), прижимают свариваемые элементы по всей опорной поверхности.
Устройство для сборки под сварку встык тонколистовых элементов толщино до 2 мм (в зависимости от сваривае- мого материала) содержит основание 1 (фиг. 1) с.каналами 2 для подвода защитных газов, шовоформирующую подкладку 3 из теплопроводного металла, утопленную заподлицо с основанием, и прижимы 4 со скошенными кромками 5 для облегчения установки сварочной головки во время сварки. Металлические прижимы 4, собранные из отдельных прижимных элементов на общей оси 6, вьтолнены с выступами 7, расположенными симметрично пазам 8 основания, и при помощи оси 9 прикреплены к горизонтальной грузовой плите 10 узла прижатия. Каждый прижим 4 снаб- жен двумя упругими компенсаторами 11 и 12 различной жесткости, установленными по разные стороны относительно оси 9. При этом упругий компенсатор 11, имеющий меньшую жесткость, рас- положен со стороны размещения под- 3. При поступательном перемещении грузовой плиты 10 через упругие компенсаторы 11 и 12 осуществляется передача усилия, создаваемого узлом прижатия, к свариваемым элементам.
Разность рабочих ходов упругих компенсаторов 11 и 12 и их взаимное
расположение определяет угол наклона в исходном положении прижима 4 к грузовой плите 10, т.е. начальный угол между прижимной плоскостью прижима 4 и основанием 1.
Устройство работает следующим образом.
Свариваемые листы укладывают на основание 1 встык и прижимы 4 подают к изделию под некоторым углом (фиг.1 созда ваемым разностью рабочих ходов упругих компенсаторов 11 и 12. При опускании грузовой плиты 10 узла прижатия осуществляется прижатие свариваемой кромки изделия через упругий компенсатор 11 с большим рабочим ходом.
При дальнейшем поступательном перемещении грузовой плиты 10 прижимы 4 проворачиваются вокруг оси 9,угол наклона прижимов уменьшается и :выс- тупы 7 прижимов входят в пазы 8 основания и образуют в свариваемых листах гофр, расположенный параллельно оси шва (фиг. 2). При этом утяжка листов при формировании гофра осуществляется за счет подтягивания свободных незафиксированных кромок,противоположных свариваемым, что показано на чертеже стрелкой (фиг. 2). Прижатие свариваемых кромок и образование продольного локального упругого изгиба (гофра) свариваемых листов осуществляется только посредством передачи усилия через упругий компенсатор 11 с большим рабочим ходом.
После окончательного формирования гофра и установки прижимов 4 в рабочее (горизонтальное) положение включается в работу упругий компенсатор 12 и при опускании грузовой плиты 10 происходит окончательное прижатие свариваемых листов по всей опорной поверхности (фиг. 3).
Предлагаемый способ сборки тонколистовых элементов под сварку встык и устройство для его осуществления обеспечивают повьштение качества сборки вследствие предотвращения выпучивания и перемещения свариваемых кромок в плоскости листов при сварке, повьшения точности и жесткости закреления свариваемых элементов, повьш1а- ют производительность благодаря исключению их технологического процесса предварительной постановки электроприхваток .
Формула изобретения
1.Способ сборки под сварку встык тонколистовых элементов,при котором создают продольный локальный упругий изгиб свариваемых элементов и прижимают их к опорной поверхности, о т - чающийся тем, что, с целью повьшения качества путем исключения образования зазора между кромт ками свариваемых элементов при создании локального упругого изгиба, перед созданием локального упругого изгиба прижимают кромки свариваемых элемен- тов к опорной поверхности, а прижатие свариваемых элементов по всей опорной поверхности осуществляют после создания локального упругого изгиба.
2.Устройство для сборки под свар- ку встык тонколистовых элементов, содержащее основание с опорной поверхностью, пазами и подкладкой для формирования шва, симметрично размещенные, относительно подкладки прижимы
с выступами для создания продольного локального упругого изгиба, размещенными в зоне расположения пазов основания и узлы прижатия, отличающееся тем, что, с целью повьшения качества путем исключения образования зазора между кромками свариваемых элементов при создании локального упругого изгиба, прижимы для каждой из свариваемых кромок соединены с узлами прижатия щарнирно с возможностью поперечного перемещения, каждый прижим установлен наклонно по отношению к опорной поверхности основания и снабжен двумя размещенными по разные стороны относительно оси его шарнирного закрепления на узле прижатия упругими компенсаторами различной жесткости,установленными с возможностью взаимодействия с узлом прижатия, при этом упругий компенсатор меньшей жесткости расположен . со стороны размещения подкладки.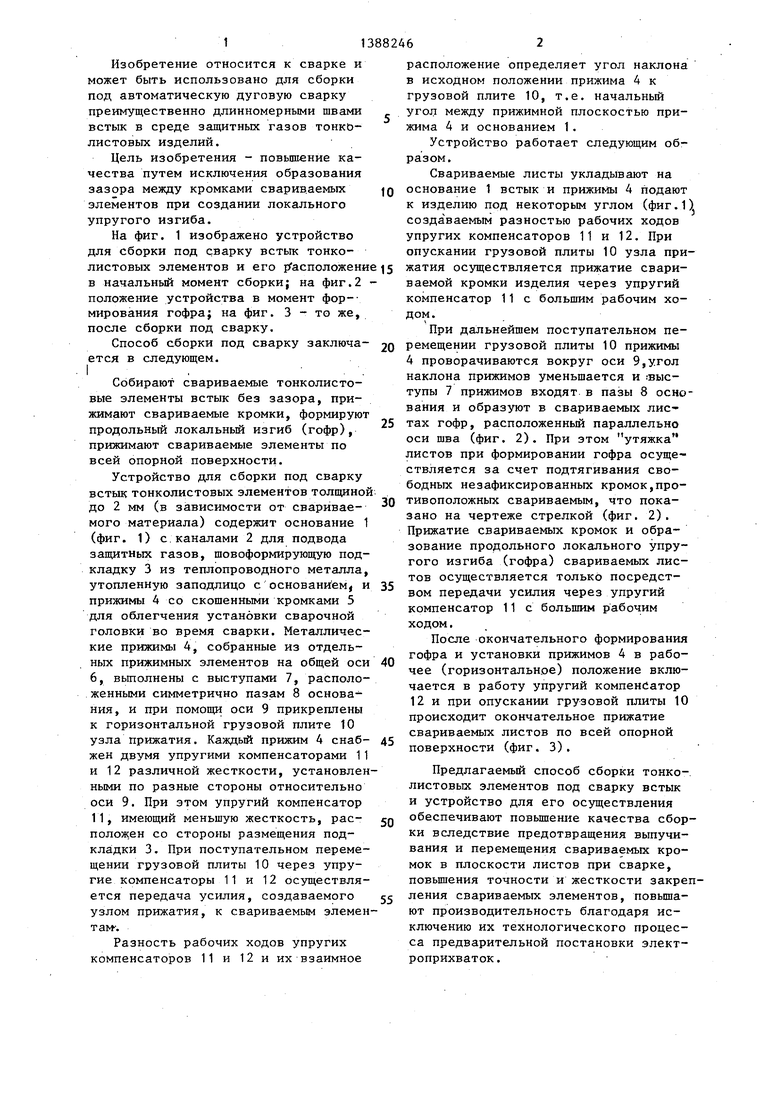
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| Устройство для сборки под сварку деталей из металлической ленты | 1989 |
|
SU1712115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
| Устройство для сборки под сварку встык тонколистовых деталей | 1975 |
|
SU551153A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ВСТЫК ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ | 1980 |
|
RU923791C1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
Изобретение относится к области сварки и может быть использовано, например, для сборки под сварку длинномерными швами встык тонклистовых изделий. Цель изобретения - повышение качества путем исключения образования зазора между кромками свариваемых элементов при создании локального упругого изгиба. Свариваемые листы укладьгеают на основание 1 встык. При опускании прижимов 4, установленных наклонно по отношению к опорной поверхности основания,вначале осуществляется прижатие свариваемой кромки изделий. Затем при дальнейшем опускании прижимы поворачиваются вокруг оси 9. Угол наклона уменьшается, а выступы 7 прижимов входят в пазы 8 основания, образуя в свариваемых листах гофр, расположенный параллельно стыку. При этом утяжка листов осуществ.- ляется за счет кромок, противоположных свариваемым. После окончания формирования локального упругого изгиба (гофра) происходит прижатие свариваемых листов по всей опорной поверхности. Описанный способ и устройство позволяет формировать гофр при неподвижных свариваемых кромках, что . обеспечивает высокую точность сборки стыка. 2 с.п. ф-лы, 3 ил. i (Л
ш.
2
W
Z.
в
х
/
//7///Z/yZ /
фиа.1
::
ФигЗ
| Устройство для сборки под сварку встык тонколистовых деталей | 1975 |
|
SU551153A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
