Изобретение относится к сварке, а именно к устройствам, применяемым для фиксации деталей при их сборке под сварку.
Известно устройство для сборки под сварку встыктонколистовыхдеталей, содержащее основание с подкладкой для формирования шва, симметрично которой размещены снабженные механизмами прижима прижимные планки, каждая из которых имеет расположенный со стороны прижимной планки выступ.
Недостатком известного устройства является то, что оно не обеспечивает надеж.ное закрепление деталей типа лент в процессе сварки, Прижатие деталей осуществляется только в зоне сварки через фиксацию свариваемых кромок, а не по всей поверхности, поэтому при сборке под сварку невозможно установить и закрепить детали с обеспечением точности сборки, а при сварке будет иметь место перемещение деталей относительно друг друга, т.е. произойдет нарушение прямолинейности деталей типа лент в плоскости, параллельной образующей.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для сборки и сварки встык тонколистовых деталей, содержащее основание с подкладкой для формирования шва, симметрично которой размещены снабженные механизмами прижима планки, каждая из которых имеет расположенный со стороны-прижимной плоскости выступ. В основании в зоне каждого выступа выполнена выборка, расположенная параллельно подкладке, а выступ прижимной планки размещен в выборке с зазором для размещения свариваемой детали.
Однако известное устройство может быть использовано только для крепления кромок деталей, свариваемых длинномернь1ми швами. Выборка и выступ, выполненHbie в планках, формируют гофр, который придает жесткость листам в зоне стыка и препятствует поперечному изгибу свариваемых кромок во время сварки, но не фиксирует всю деталь, поэтому при сборке встык деталей из металлической ленты невозможно закрепить последние с обеспечением прямолинейности их в плоскости, параллельной образующей, тте. точность сборки не обеспечивается.
Целью изобретения является повышение точности сборки.
Поставленная цель достигается тем, что в устройстве для сборки под сварку деталей из металлической ленты, содержащем смонтированные на основании ложемент для детали, плиту с прижимами для деталей, элементы для образования гофра на каждой детали, каждый элемент для образования гофра выполнен в виде расположенных на
плите на разных уровнях штырей с продольными осями, параллельными плоскости основания, один из штырей закреплен неподвижно, а второй - с возможностью фиксированного перемещения, при этом устройство оснащено упорами для боковой стороны каждой детали и регулируемыми упорами для прижима каждой детали к упорам,
В предлагаемом устройстве образование гофра происходит по всей длине детали за счет изгиба последних относительно штырей. Достаточная жесткость лент в поперечном направлении позволила отказаться от формирования гофр в зоне стыка, а
начало изгиба ленты относительно штыря, закрепленного неподвижно на плите, позволило использовать упругость ленты как дополнительное усилие прижатия свариваемых кромок деталей к ложементу, смоитированному на основании, за счет чего появилась возможность без использования Дополнительных прижимов производить настройку - смещение деталей лент до упоров и сведение до минимума зазора в стыке
лент. Для исключения остаточной деформации лент в процессе изгиба на плите установлен штырь с возможностью фиксированного перемещения, Крометого, в результате изгиба относительно штырей деталей из металлической ленты с образованиеги гофр и прижатия их боковой стороной к йеподвижному упору регулируемым упором детали становятся жесткими и достигается, прямолинейность в плоскости параллельной образующей, что обеспечивает точность сборки и позволяет производить сборку под сварку Деталей из металлической ленты без припусков по ширине.
На фиг.1 и 2 изображено предлагаемое
устройство.
Устройство для сборки под сварку деталей из металлической ленты содержит основание 1 с ложементом 2 для детали, плиту 3 с прижимами 4 для деталей, элементы для
образования гофра на каждой детали, выполненные в виде расположенных на плите 3 на разных уровнях штырей 5и 6 с продольными осями, параллельными плоскости основания, причем один из штырей 5
закреплен неподвижно, а второй (штырь 6) - с возможнрстыр фиксированного перемещения. Устройство снабжено упором 7 для боковой стороны каждой детали и регулируемыми упорами 8 для прижима каждой де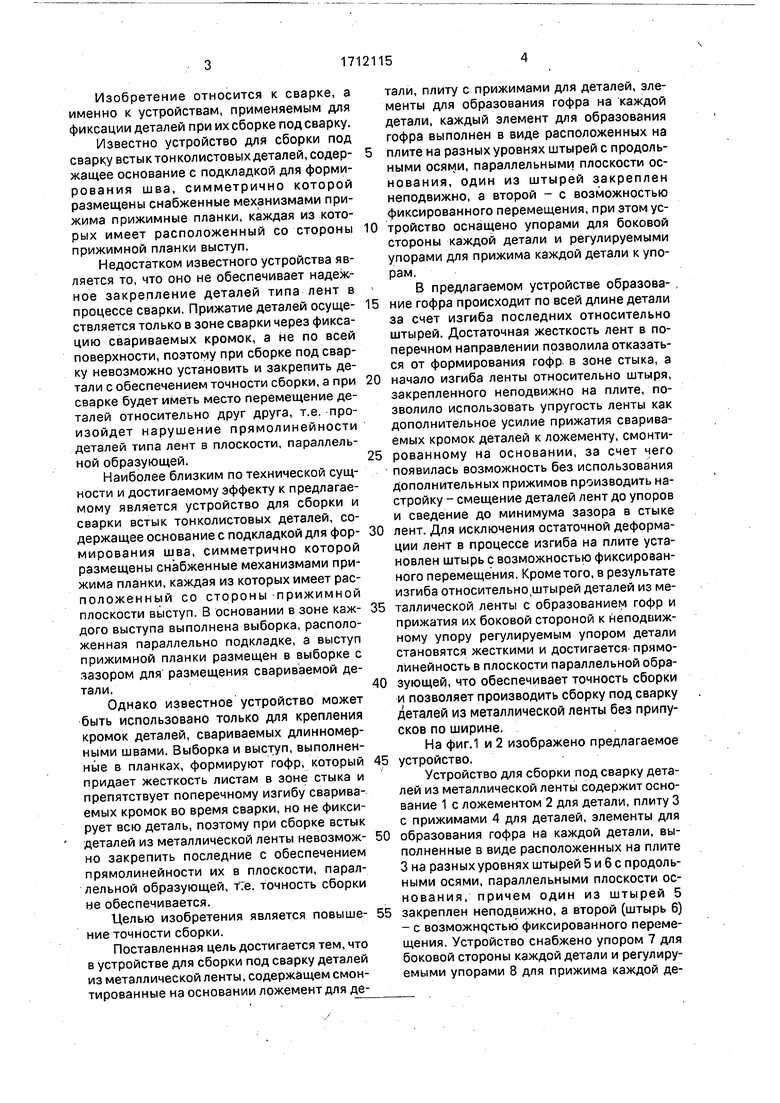
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки под сварку встык тонколистовых элементов и устройство для его осуществления | 1986 |
|
SU1388246A1 |
| Устройство для сборки под сварку встык тонколистовых деталей | 1975 |
|
SU551153A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Устройство для сборки и сварки продольных швов панелей | 1987 |
|
SU1407736A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СПОСОБ СВАРКИ С ЕГО ПРИМЕНЕНИЕМ | 1998 |
|
RU2137579C1 |
Изобретение относится к сварке, в частности к устройствам для сборки под сваркудеталей из металлической лен'ты. Цель изобретения - повышение точности сборки. Устройство содержит смонтированный на основании 1 ложемент 2 для деталей 9 из металлической ленты. На плите 3 закреплены прижимы 4 для деталей 9, элементы 5 и 6 для образования гофра. Элемент 5 закреплен неподвижно, а элемент 6 с возможностью фиксированного перемещения. Устройство оснащено упорами 7 для боковой стороны детали и регулируемыми упорами для прижима деталей 9 к упорам 7. Благодаря такой конструкции обеспечивается жесткость деталей. 2 ил.(?--CD--^7 д5"~Ж""3^^^ •-^1^ ЮслI|>&
| Устройство для сборки под сварку встык тонколистовых деталей | 1975 |
|
SU551153A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
