6-6
(Л
: эо
Фиг.З
зирование инструмента производят как по рабочим, так и по одной из установочных поверхностей, а режущие элементы опираются на упругий элемент 13. При закреплении в борштан- ге осуществляют постепенное перебазирование установочной поверхности сверла по соответствующим поверхностям борштанги за счет отжатия козырьком борштанги. базирующих элементов, выполненных в виде рычагов 3, во время свинчивания борштанги со сверлом. Борштанге придается вращение и осевое перемещение. При полной установке сверла на борштанге либо при неправильном свинчивании крутящий момент превьшает нормальный крутящий момент, на который настроен храповый
механизм, и происходит проворот инструмента вместе со стаканом 2 в корпусе 1 и их совместное осев ое перемещение до срабатывания выключателя, после чего происходит вывод борштанги из гнезда и проверка правильности положения сверла на ней. После затупления сверла борштангу вводят в пустое гнездо и сообщают ей вращение, противоположное резьбе инструмента. Сверло в станке удерживается от относительного проворота стопором, а стакан 2 - храповиком. Происходит вывинчивание сверла и его осевое перемещение вместе со стаканом 2 до срабатывания выключателя. После этого борщтанга переводится к другому гнезду. 2 з.п. ф-лы. 7 ил.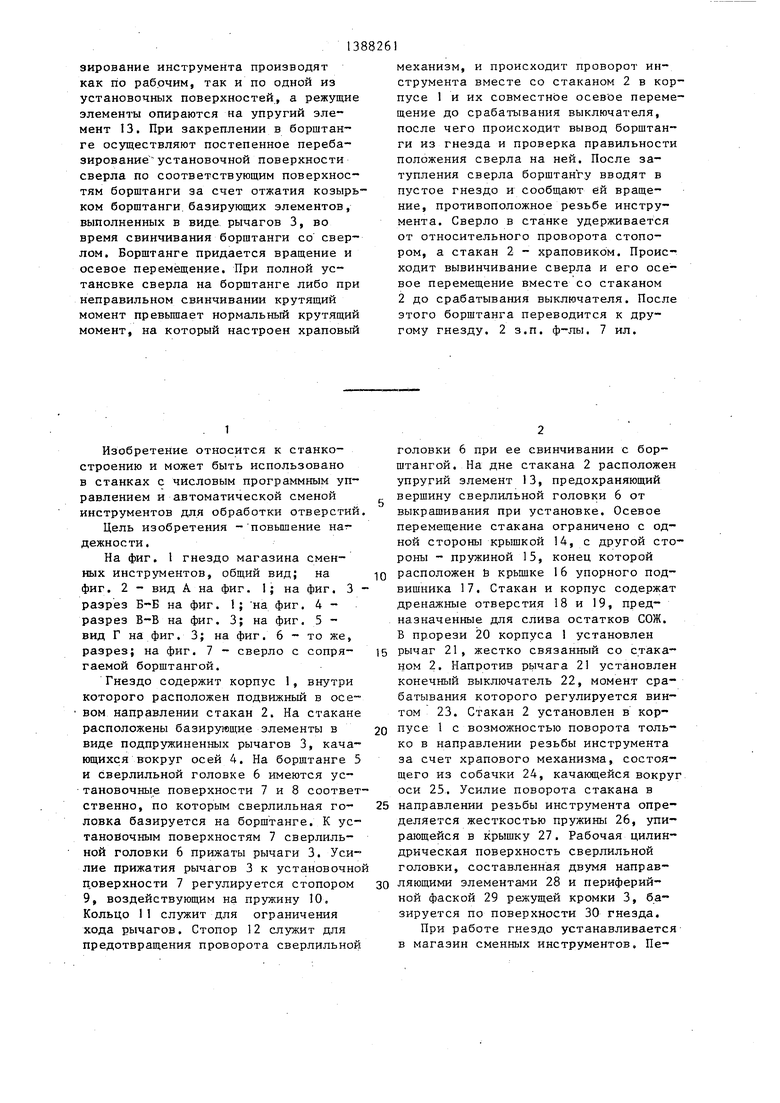

| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло | 1982 |
|
SU1127704A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| Сборное сверло | 1990 |
|
SU1756033A1 |
| Устройство к сверлильному станку для зенкования отверстий с обратной стороны | 1989 |
|
SU1726159A1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Патрон для крепления концевого инструмента | 1978 |
|
SU778944A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Переносная сверлильная машина | 1984 |
|
SU1209377A2 |


Изобретение относится к области станкостроения и может быть использовано в станках с числовым программным управлением и автоматической сменой инструментов для обработки отверстий. Цель изобретения - повышение надежности. Для этого ба-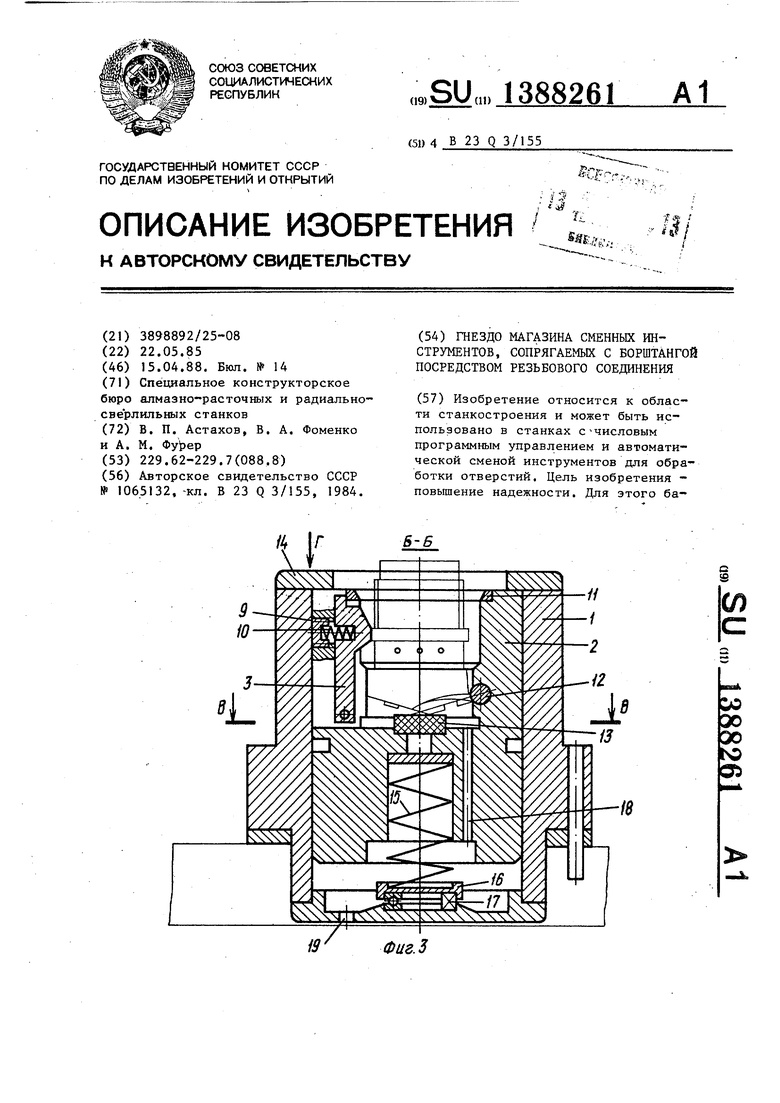
1
Изобретение относится к станкостроению и может быть использовано в станках с числовым программным управлением и автоматической сменой инструментов для обработки отверстий
Цель изобретения - повышение наг- дежности.
На фиг. I гнездо магазина сменных инструментов, общий вид; на фиг. 2 - вид А на фиг. I; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - вид Г на фиг. 3; на фиг. 6 - то же, разрез; на фиг. 7 - сверло с сопря- гаемой борштангой.
Гнездо содержит корпус 1, внутри которого расположен подвижный в осе вом направлении стакан 2. На стакане расположены базирумщие элементы в виде подпружиненных рычагов 3, качающихся вокруг осей 4. На борштанге 5 и сверлильной головке 6 имеются установочные поверхности 7 и 8 соответственно, по которым сверлильная го- ловка базируется на борштанге. К установочным поверхностям 7 сверлильной головки 6 прижаты рычаги 3. Усилие прижатия рычагов 3 к установочно поверхности 7 регулируется стопором 9, воздействующим на пружину 10. Кольцо 1 служит для ограничения хода рычагов. Стопор 12 служит для предотвращения проворота сверлильной
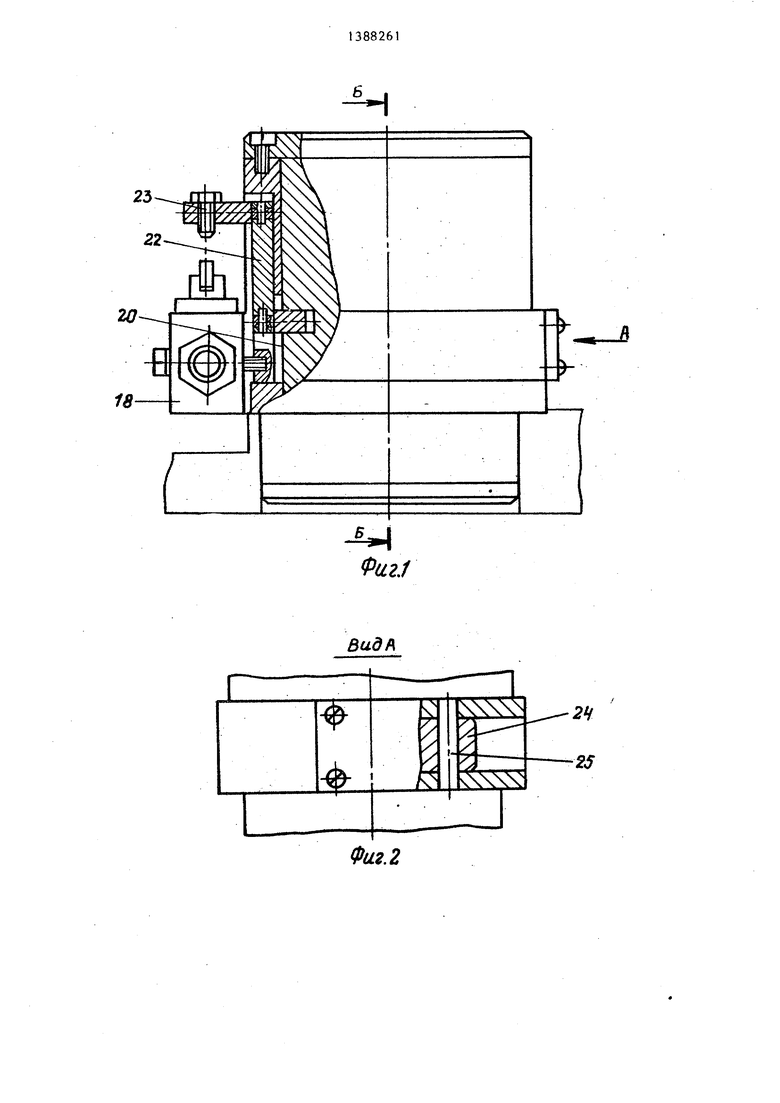
головки 6 при ее свинчивании с бор- штангой. На дне стакана 2 расположен упругий элемент 13, предохраняющий вершину сверлильной головки 6 от выкрашивания при установке. Осевое перемещение стакана ограничено с одной стороны крышкой 14, с другой стороны - пружиной 15, конец которой расположен Ё крышке 16 упорного под- вишника 17. Стакан и корпус содержат дренажные отверстия 18 и 19, предназначенные для слива остатков СОЖ. В прорези 20 корпуса 1 установлен рычаг 21, жестко связанный со стаканом 2. Напротив р1 1чага 21 установлен конечный выключатель 22, момент срабатывания которого регулируется винтом 23. Стакан 2 установлен в корпусе 1 с возможностью поворота только в направлении резьбы инструмента за счет храпового механизма, состоящего из собачки 24, качающейся вокру оси 25. Усилие поворота стакана в направлении резьбы инструмента определяется жесткостью пружины 26, упирающейся в крышку 27. Рабочая цилиндрическая поверхность сверлильной головки, составленная двумя направляющими элементами 28 и периферийной фаской 29 режущей кромки 3, базируется по поверхности 30 гнезда.
При работе гнездо устанавливается в магазин сменных инструментов. Перед началом автоматического цикла работы в каждом гнезде магазина сменных инструментов установлен инструмент, например сверлильная головка 6 (фиг. 7). Базирование инструмента при этом осуществляется по рабочим поверхностям (28,29 на головке и 30 в гнезде) и по большей из установочных поверхностей 7 головки 6, Базирование по установочной поверхности 7 осуществляется за счет подпружиненных рычагов 3, ход которых ограничивает кольцо 11. В памяти системы ЧПУ станка хранится информация о координатах гнезд и цикле смены инструментов. Система обеспечивает точное совмещение координат борштанги с координатами соответствующих гнезд. Затем борштанге сообщается вращение в направлении резьбы сочленения ее со сверлом и подача, равная шагу резьбы. При этом вначале происходит контакт установочной поверхности 7 сверлильной головки с соответствующей поверхностью 8 на борштанге. Затем козырек борщтанги 5 взаимодействует с коническими поверхностями рычагов 3 по мере осевого перемещения борштанги отжимает их от установочной поверхности 7 головки 6. При этом происходит полное перебазирование головки 6 по установочным поверхностям 7 и 8 борштанги 5; проворот сверла в стакане 2 при этом ограничен стопором 12, взаимодействующим с лыской на головке 6 (лыски на головке выполнены для ее свинчивания ключом). При полной установке головки 6 на борштанге 5 крутящий момент, передаваемый на сверло, превышает крутя1ций момент нормального свинчивания, на который отрегулирова храповый механизм пружиной 26. Происходит прокручивание головки 6 со стаканом 2 в корпусе ) и осевое перемещение системы борштанга 5 - головка 6 - стакан 2. При этом рычаг 21 перемещается вместе со стаканом 2 до взаимодействия винта 23 с конечным выключателем 22, который дает команду на вывод борштанги с головкой из гнезда. После этого производится обработка ряда отверстий до затупления сверла (о чем сигнализирует датчик осевого усилия на стан- - Кб), система обеспечивает совмещение координат борштанги со сверлом
и пустого гнезда. Затем сверлильнля головка опускается с борштанг(. й в гнездо, борштанге сообщается вращение в направлении, протиногт.пожном резьбе инструмента. Это приво;и(г к скручиванию сверлильной гожлпют в с борштанги 5 и осевому перемещению станка 2 до в-заимодействия рычага 21 с конечным выключателем 22, который дает команду на вывод борштанги и совмещение ее с координатами следующего гнезда. При обработке отверстий обычно используются масляные СОЖ, которые медленно стекают с поверхностей головки 6. При установке сверлильных головок после работы происходит постепенное стекание остатков СОЖ на дно стакана, которые удаляются оттуда через дренажные отверстия 18 и 19 соответственно в корпусе I и стакане 2 в пазы стола станка и далее в гидростанцию.
25 Формула изобретения
0
5
0
5
0
Вид/
Фаг,1
Фаг. 2
Фие.и
ВадГ
24
27
9иг.5
388261
ъо
Фи.6
в
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
