Изобретение относится к механической обработке материалов связанным абразивом (алмазом, эльбором .и др.) - к шлифованию.
Целью изобретения является повышение производительности обработки и стойкости круга.
В предлагаемом круге, рабочая поверхность которого выполнена в виде чередующихся выступов и впадин, каждый выступ содержит элементы разной зернистости, последовательно убывающей (возрастающей) в окружном направлении.
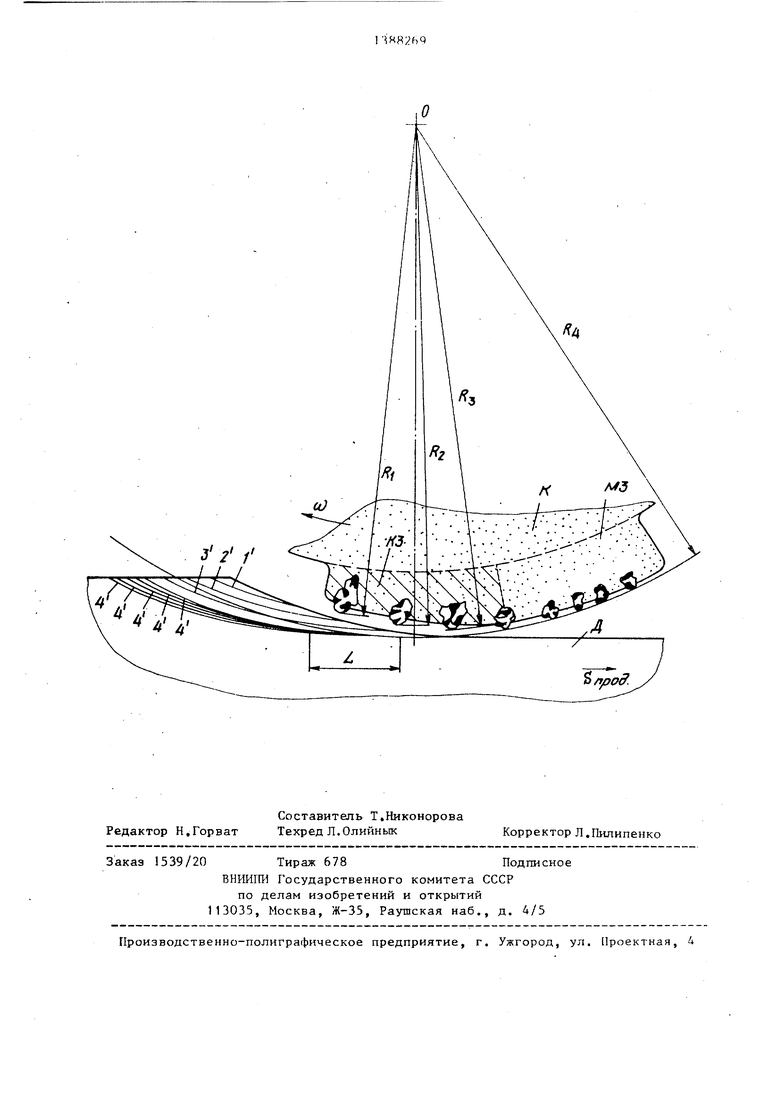
На чертеже представлена схема съема припуска выступом прерывистого круга, выполненного из крупнозернистых и мелкозернистых участков с убыванием зернистости в пределах выступа от тыльной части к фронтальной.
На чертеже обозначены О - ось вращения круга; GJ - угловая скорость вращения круга; „рое продоль ная подача изделия; L - участок шлифуемой поверхности, сформированный одним выступом; К - круг; Д - изделие; МЗ - мелкозернистый участок выступа круга; КЗ - крупнозернистый участок выступа круга; 1 - 3 - режущие зерна крупнозернистого участка выступа круга; 4 - 8 - режущие зерна мелкозернистого участка выстельно большей части верхнего слоя припуска, а мелкозернистым участком - сравнительно тонкий слой с оконча- тельным формированием шероховатости поверхности. Работа последующих выс- тупов аналогична
Съем верхних слоев припуска крупнозернистыми участками выступов при-
10 водит к снижению работы диспергирования, что обуславливает снижение теплонапряженности в зоне обработки. Уменьшение теплонапряженности дает возможность вести процесс шли15 фования на более интенсивных режимах обработки, либо увеличить отношение длины выступа к длине впадины. Это повьш1ает производительность и снижает темп износа круга.
20Съем припуска, прилегающего к
окончательно формируемой поверхности мелкозернистыми участками выступов, улучшает шероховатость шлифуемой поверхности,
.-25Таким образом, имеет место объеди. нение при двух различных зернистос- тях по длине выступа чернового и чистового шлифования в одноопераци- онное При трех зернистостях - в
30 один прием реализуется черновое, получистовое и чистовое птифование и т.д.
Выбор количества участков с различной зернистостью и соотношение их длин
тупа круга; R,, R, R,, R4 - радиусы 35 выступе может быть рассчитано по
известным зависимостям, либо опреде- , лено экспериментально для конкретсоответственно траектории движения зе- зерен 1,2 и 3 относительно изделия;
траектории движения зерен относительно оси вращения круга; 1 , 2, 3
ных условий обработки.
Конструктивно выступ с участками
4 - траектории движения зерен 4-8 относительно изделия; R,.R4 - обусловлено явлением самооформления профиля выступа при прерывистом шлифовании.
При вращении круга зерна относительно детали перемещаются по трохо- идальным . Зерно 1 - по кривой 1 , зерно 2 - по кривой 2 , зерно 3 - по кривой 3 , зерна 4-8 - по кривым 4, Зерно 1 срезает спой металла, ограниченный кривой 1 , зерно 2 срезает- слой -метапла, ограниченньй кривыми 1 и 2 , зерно 3 срезает слой, ограниченный кривыми 2 и З и т.д. Из взаимного расположения указанных кривых вродно, что крупнозернистом участком ,осуществляется съем значи40
45
различной зернистости может быть выполнен известными способами, например приклеиванием, либо механическим креплением к периферии диска секторов связанного абразива различной зернистости.
Формула
изобретения
50
55
Абразивный прерывистый круг, периферийная рабочая поверхность которого выполнена в виде чередующихся абразивных выступов и впадин, отличающий ся тем, что, с целью повьш1ения производительности обработки и стойкости круга, каждый выступ выполнен с зернистостью абразива, последовательно убывающей (возрастающей) в окружном направлении.
тельно большей части верхнего слоя припуска, а мелкозернистым участком - сравнительно тонкий слой с оконча- тельным формированием шероховатости поверхности. Работа последующих выс- тупов аналогична
Съем верхних слоев припуска крупнозернистыми участками выступов при- .
10 водит к снижению работы диспергирования, что обуславливает снижение теплонапряженности в зоне обработки. Уменьшение теплонапряженности дает возможность вести процесс шли15 фования на более интенсивных режимах обработки, либо увеличить отношение длины выступа к длине впадины. Это повьш1ает производительность и снижает темп износа круга.
20Съем припуска, прилегающего к
окончательно формируемой поверхности мелкозернистыми участками выступов, улучшает шероховатость шлифуемой поверхности,
25Таким образом, имеет место объеди. нение при двух различных зернистос- тях по длине выступа чернового и чистового шлифования в одноопераци- онное При трех зернистостях - в
30 один прием реализуется черновое, получистовое и чистовое птифование и т.д.
Выбор количества участков с различной зернистостью и соотношение их длин
ных условий обработки.
Конструктивно выступ с участками
различной зернистости может быть выполнен известными способами, например приклеиванием, либо механическим креплением к периферии диска секторов связанного абразива различной зернистости.
Формула
изобретения
Абразивный прерывистый круг, периферийная рабочая поверхность которого выполнена в виде чередующихся абразивных выступов и впадин, отличающий ся тем, что, с целью повьш1ения производительности обработки и стойкости круга, каждый выступ выполнен с зернистостью абразива, последовательно убывающей (возрастающей) в окружном направлении.
4
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| Способ шлифования | 1985 |
|
SU1274906A2 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
Изобретение относится к механической обработке материалов связанным абразивом и позволяет повысить производительность обработки и стойкость круга. Для этого в абразивном прерывистом круге, рабочая поверхность которого выполнена в виде чередующихся выступов и впадин, каждый выступ содержит элементы разной зернистости, последовательно убывающей (возрастающей) в окружном направлении . Такое выполнение выступа приводит к снижению диспергирования, что обусловливает снижение теплонапряжент ности в зоне обработки и дает возможность вести процесс шлифования на более интенсивных режимах обработ- ки либо увеличить отношение длины выступа к длине впадины. 1 ил.
| Якимов АоВоОптимизация процесса шлифования | |||
| М.: Машиностроение, 1975 с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
