Изобретение относится к глубинному периферийному шлифованию материалов, предрасположенных к дефектообразова- нию в виде прожогов и трещин.
Известна схема периферийного шлифования инструментом, выступы которого выполнены с убыванием зернистости от фронтальной части к тыльной. Схема позволяет осуществить послойный съем припуска и совместить черновые и чистовые проходы, что повышает производительность и одновременно на 25-40% снижает теплонапря- женность процесса шлифования.
Недостатком схемы является уменьшение, обусловленное наличием впадин, виброустойчивости, прочности и площади рабочей поверхности инструмента, что снижает размерную и общую стойкость инструмента, качество и производительность обработки.
Цель изобретения - повышение стойкости инструмента и производительности обработки при прерывистом шлифовании.
Поставленная цель достигается тем, что берут инструмент с замкнутой в виде участков с переменным радиусом выпуклой рабочей поверхностью и периодически реверсируют его вращение. Дополнительно
возможно выполнение рабочей части с разной чередующейся на участках возрастания и убывания радиуса зернистостью.
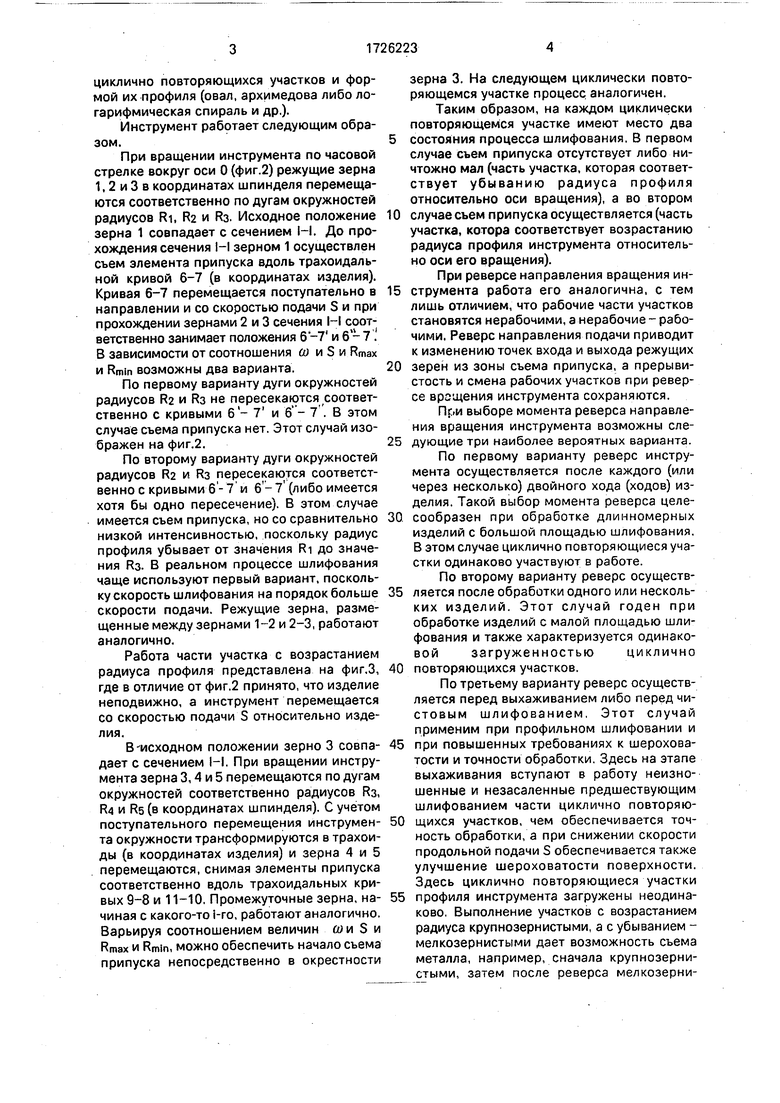
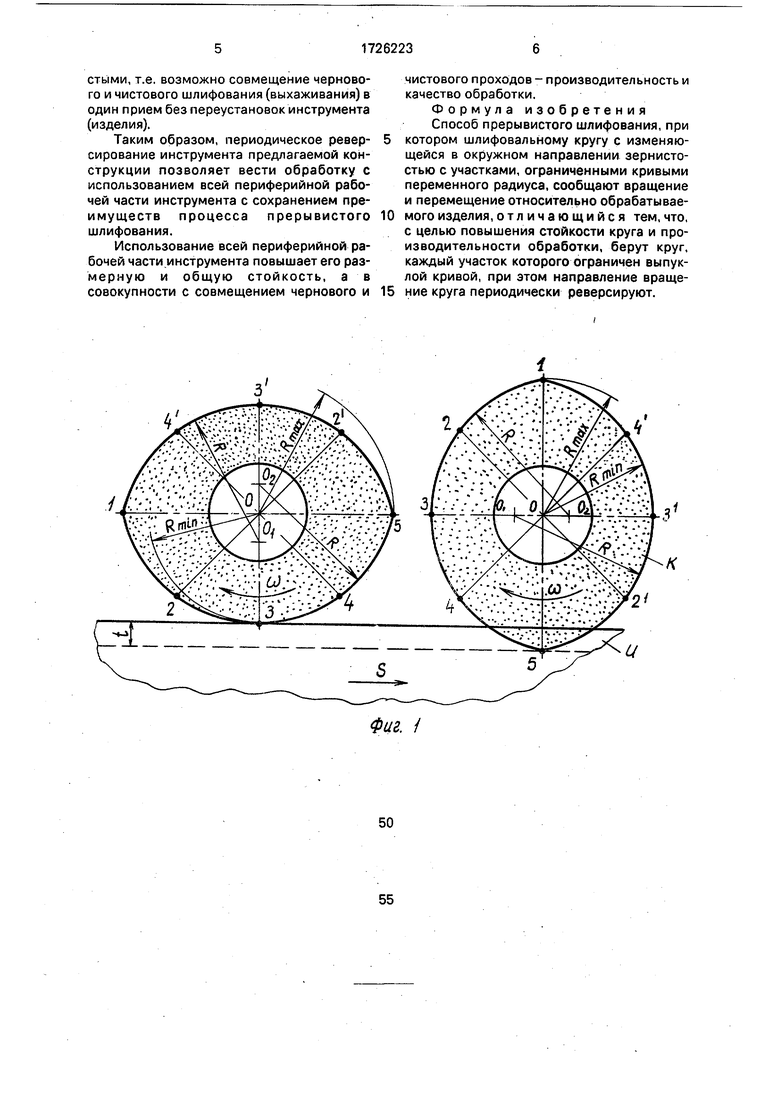
На фиг.1 схематично изображен инструмент для осуществления предлагаемого способа шлифования; на фиг.2 и 3 - схема съема припуска.
На фиг.1, 2 и 3 приняты следующие обозначениями - изделие, К-инструмент; t - припуск (глубина шлифования); О.- ось вращения инструмента; R - радиус профилей участков инструмента; Oi и 02 - центры радиусов профилей рабочих участков инструмента; Rmin, Rmax и Rj - paдиусы траекторий перемещения соответственно наименее, наиболее удаленных от оси вращения инструмента и промежуточных режущих зерен в координатах корпуса шпинделя станка с началом, совпадающим с осью вращения шпинделя; to-угловая скорость инструмента; S - относительная скорость продольной подачи инструмента и изделия; 1, 2, 3, 4, 5, 2, 3 4- режущие зерна; 6-7; 6 - 7 ; 6 - 7 ; 8 - 9; 10 - 11 - траектории перемещения режущих зерен в координатах изделия.
В зависимости от требуемых условий обработки возможно варьирование числом
СО
С
х4
8
Ю
К СО
циклично повторяющихся участков и формой их профиля (овал, архимедова либо логарифмическая спираль и др.).
Инструмент рабртает следующим образом.
При вращении инструмента по часовой стрелке вокруг оси 0 (фиг.2) режущие зерна 1,2 и 3 в координатах шпинделя перемещаются соответственно по дугам окружностей радиусов Ri, R2 и Яз. Исходное положение зерна 1 совпадает с сечением Н. До прохождения сечения I-I зерном 1 осуществлен съем элемента припуска вдоль трахоидаль- ной кривой 6-7 (в координатах изделия). Кривая 6-7 перемещается поступательно в направлении и со скоростью подачи S и при прохождении зернами 2 и 3 сечения Н соответственно занимает положения и 7. В зависимости от соотношения ш и S и Rmax и Rmin возможны два варианта.
По первому варианту дуги окружностей радиусов R2 и R3 не пересекаются соответственно с кривыми 6- 7 и 6 - 7 . В этом случае съема припуска нет. Этот случай изображен на фиг.2.
По второму варианту дуги окружностей радиусов R2 и RS пересекаются соответственно с кривыми 6-7 и 6-7(либо имеется хотя бы одно пересечение). В этом случае имеется съем припуска, но со сравнительно низкой интенсивностью, поскольку радиус профиля убывает от значения Ri до значения R3. В реальном процессе шлифования чаще используют первый вариант, поскольку скорость шлифования на порядок больше скорости подачи. Режущие зерна, размещенные между зернами 1-2 и 2-3, работают аналогично.
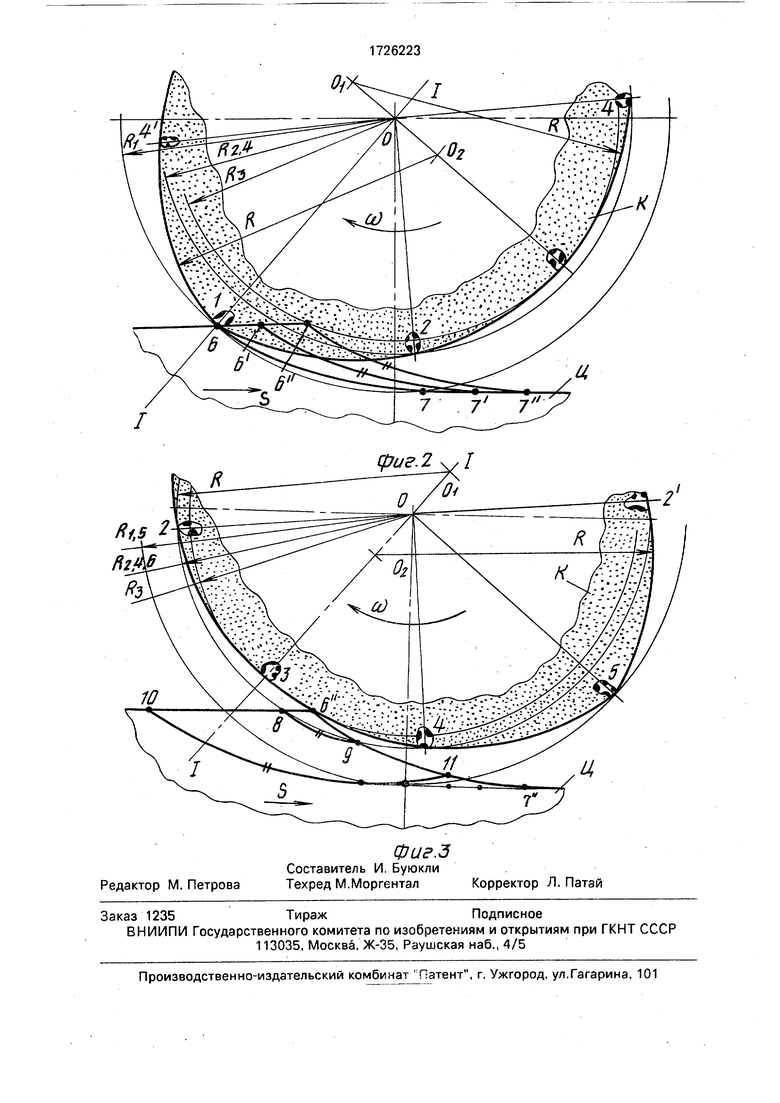
Работа части участка с возрастанием радиуса профиля представлена на фиг.З, где в отличие от фиг.2 принято, что изделие неподвижно, а инструмент перемещается со скоростью подачи S относительно изделия.
В-исходном положении зерно 3 совпа- дает с сечением Н. При вращении инструмента зерна 3,4 и 5 перемещаются по дугам окружностей соответственно радиусов Рз, R4 и RB(B координатах шпинделя). С учётом поступательного перемещения инструмен- та окружности трансформируются в трахои- ды (в координатах изделия) и зерна 4 и 5 перемещаются, снимая элементы припуска соответственно вдоль трахоидальных кривых 9-8 и 11-10, Промежуточные зерна, на- чиная с какого-то i-ro, работают аналогично. Варьируя соотношением величин сои S и Rmax и Rmin, можно обеспечить начало съема припуска непосредственно в окрестности
зерна 3. На следующем циклически повторяющемся участке процесс аналогичен.
Таким образом, на каждом циклически повторяющемся участке имеют место два состояния процесса шлифования, В первом случае съем припуска отсутствует либо ничтожно мал (часть участка, которая соответствует убыванию радиуса профиля относительно оси вращения), а во втором случае съем припуска осуществляется (часть участка, котора соответствует возрастанию радиуса профиля инструмента относительно оси его вращения).
При реверсе направления вращения инструмента работа его аналогична, с тем лишь отличием, что рабочие части участков становятся нерабочими, а нерабочие - рабочими. Реверс направления подачи приводит к изменению точек входа и выхода режущих зерен из зоны съема припуска, а прерывистость и смена рабочих участков при реверсе врощения инструмента сохраняются.
При выборе момента реверса направления вращения инструмента возможны следующие три наиболее вероятных варианта.
По первому варианту реверс инструмента осуществляется после каждого (или через несколько) двойного хода (ходов) изделия. Такой выбор момента реверса целесообразен при обработке длинномерных изделий с большой площадью шлифования. В этом случае циклично повторяющиеся участки одинаково участвуют в работе.
По второму варианту реверс осуществляется после обработки одного или нескольких изделий. Этот случай годен при обработке изделий с малой площадью шлифования и также характеризуется одинаковой загруженностью циклично повторяющихся участков.
По третьему варианту реверс осуществляется перед выхаживанием либо перед чистовым шлифованием. Этот случай применим при профильном шлифовании и при повышенных требованиях к шероховатости и точности обработки. Здесь на этапе выхаживания вступают в работу неизношенные и незасаленные предшествующим шлифованием части циклично повторяющихся участков, чем обеспечивается точность обработки, а при снижении скорости продольной подачи S обеспечивается также улучшение шероховатости поверхности. Здесь циклично повторяющиеся участки профиля инструмента загружены неодинаково. Выполнение участков с возрастанием радиуса крупнозернистыми, а с убыванием - мелкозернистыми дает возможность съема металла, например, сначала крупнозернистыми, затем после реверса мелкозернистыми, т.е. возможно совмещение чернового и чистового шлифования (выхаживания) в один прием без переустановок инструмента (изделия).
Таким образом, периодическое реверсирование инструмента предлагаемой конструкции позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процесса прерывистого шлифования.
Использование всей периферийной рабочей части инструмента повышает его размерную и общую стойкость, а в совокупности с совмещением чернового и
0
5
чистового проходов - производительность и качество обработки.
Формула изобретения Способ прерывистого шлифования, при котором шлифовальному кругу с изменяющейся в окружном направлении зернистостью с участками, ограниченными кривыми переменного радиуса, сообщают вращение и перемещение относительно обрабатываемого изделия,отличающийся тем,что, с целью повышения стойкости круга и производительности обработки, берут круг, каждый участок которого ограничен выпуклой кривой, при этом направление вращение круга периодически реверсируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| Способ шлифования | 1985 |
|
SU1274906A2 |
| Абразивный прерывистый круг | 1985 |
|
SU1388269A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| Шлифовальный инструмент | 1989 |
|
SU1720850A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
Использование: глубинное шлифование материалов. Сущность изобретения: процесс шлифования ведут кругом, каждый участок которого ограничен выпуклой кривой. Направление круга периодически реверсируют. 3 ил.
Фаг. /
| Абразивный прерывистый круг | 1985 |
|
SU1388269A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
