(54) ШТАМП ДЛЯ ОБРЕЗКИ ОБЛОЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Штамп для получения деталей из плоской заготовки путем безотходной разрезки | 1980 |
|
SU902927A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |

Изобретение относится к обработке металлов давлением, а именно к конструкции штампов для обрезки облоя.
Известен штамп для обрезки облоя, содержащий верхнюю плиту с пуансоном, нижнюю плиту с рабочей матрицей, состоящей из радиально подвижных секций, образувмдих режущий контур, а также механизм прижима секций матрицы в виде обоймы с конической поверхностью 1 Т,
Недостаток известного штампа определяется тем, что при обработке деталей из хрупких материалов возмокеа излом обрабатываемых деталей.
Цель изобретения - повышение качества работы при обработке деталей из хрупких материалов.
Поставленная цель достигается тем, что в штампе для обрезки облоя, содержсицем верхнюю плиту с пуансоном/ нижнюю плиту с рабочей матрицей, состоящей из радиально подвижйых секций, образукядих режущий контур, а также механизм прижима секций матрицы в виде обой1у1ы с конической поверхностью, секхщи рабочей матрицы выполне- ны переменной высоты и образуют режущий контур по логданой замкнутой
линии, участки которой расположены под различными :углами наклона к горизонтальной плоскости.
с целью повышения надежности работы штампа, обойна снабжена регуляторами положения в вертикальном направлении, а между обоймой и секциями матрицы размещены упругие элементы.
При обработке деталей сложной
10 конструкции при наличии облоя по внутреннему контуру системы целесообразно снабдить дополнительной секционной системой секции которой размещены секциями рабочей матрицы.
15
Предотвращение излома обрабатываемой детали обеспечивается также посредством размещения между секциями рабочей матрицы секционного ложемента, секции которого установлены
20 на индивидуальных упругих элементах.
Решаемой задаче также способствует выполнение верхнего пуансона секционным. При этом между секциями пуансона и верхней плитой необходи25мо размещать vnovrHe элементы.
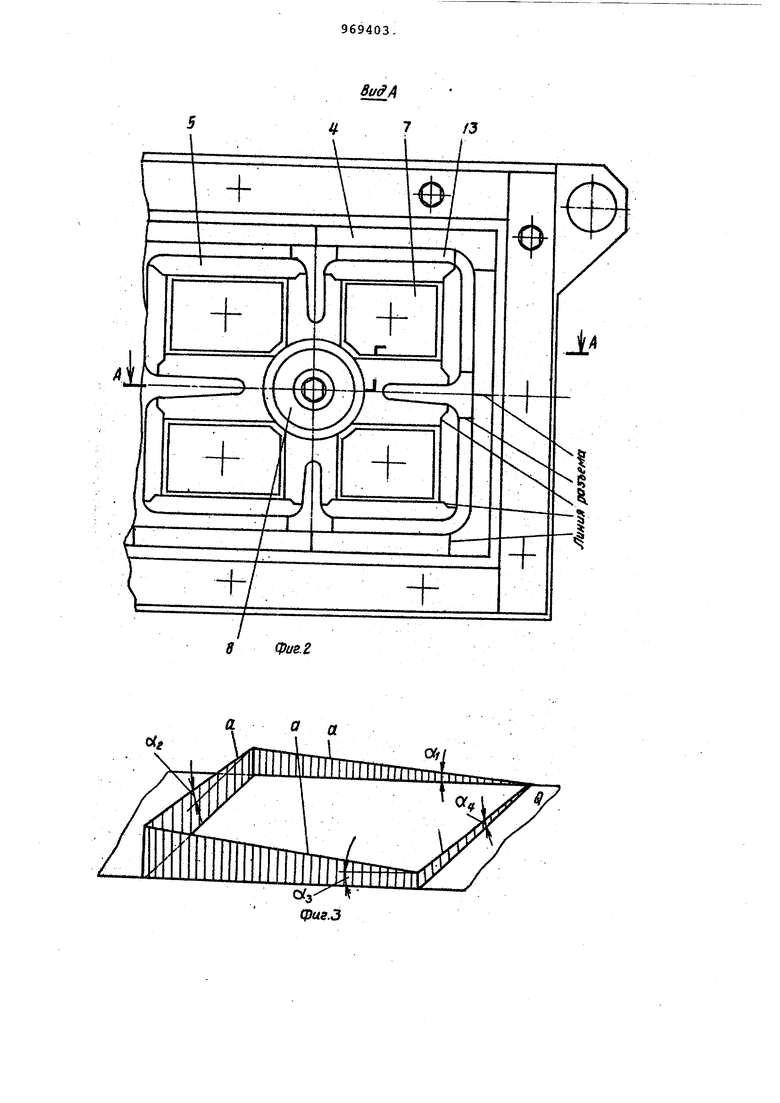
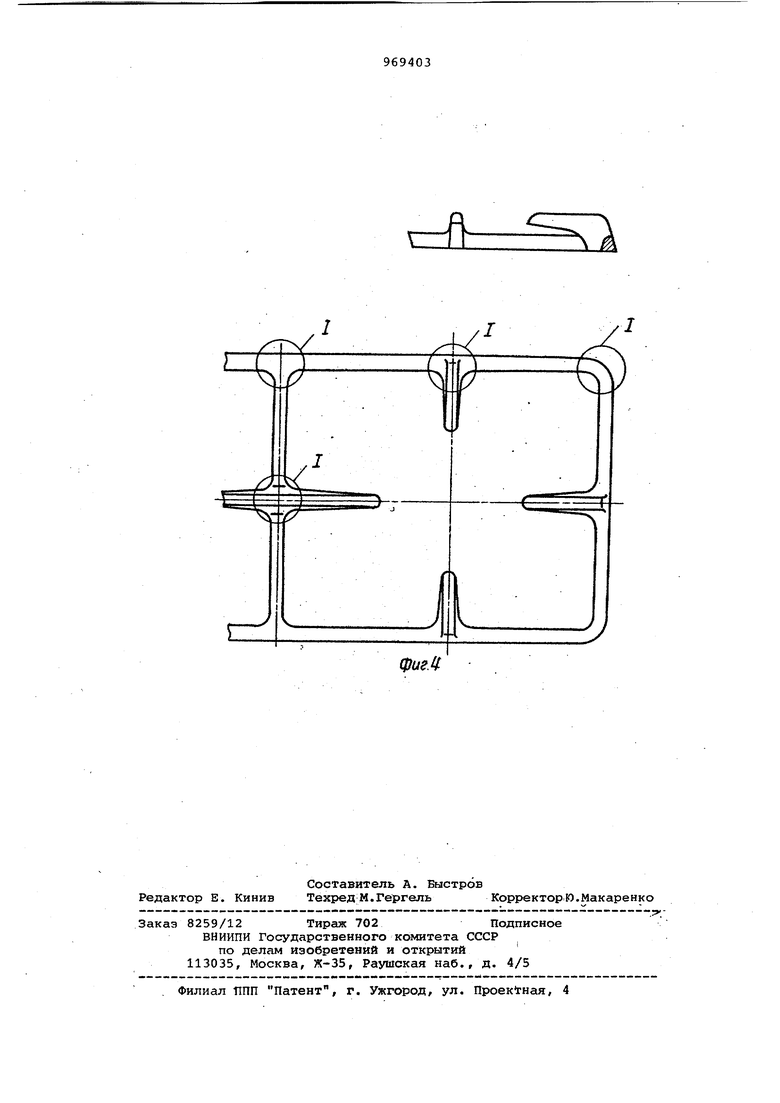
На фиг. 1 представлен , разрез; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - режущий контур матрицы; на фиг. 4 - эскиз обра30батываемой детгши решетки. Штамп для обрезки облоя содержит верхнюю плиту 1 с пуансоном 2 и нижнюю плиту 3 с расположенными на ней матрицами 4 и 5 состоящилш из радиально-подвижных секций/ образующих . режущие контурЬ. Режущий контур матрицы (заштрихован выполнен по ломанной замкнутой линии а под различными углами г 4 горизонтальной плос кости Q. При этом в расматриваемом варианте указанные углы имеют следующие ве личины: ocf-f , (Ус. , ,0/4 . Кроме того, штамп имеет наружную обойму 6 и внутренние обойМЕЛ 7 и 8 с коническими поверхностями, взаимодействующие с секциями матриц 4 и 5 через упругие элементы 9 - 11. При этом угол конусности обоймы выполнен равным 15 . Между верхней опорной плитой 1 и пуансоном 2 расположен упругий элемент 12. Секционный ложемент 13 размещен между секционными Матрицами 4 и 5 и установлен на упругий эле- мент 14, Для исключения воздействия секцио ного пуансона 2 на секционные матрица 4 и 5 , ширина пуансона выполнена меньше ширины детали (фиг. 4; с учетом величины коробления в местах, ук занных выноской 1, Для регулирования усилия давления обоймы.б - 8 связаныс ниж ней плитой 3 посредством регулировоч ных болтов 15.. Матрицы 4 и 5 изготовлены из ста ли Х12Ф1 ГОСТ 7831-55. Пуансон 2 и ложемент 13 из стали У1ОА ГОСТ 1435-54,. Упругие ложементы 9 - 12 и 14 вы прлнены из полиуретана СКУ-7Л. Штамп для обрезки облоя работает следующим образом. Деталь укладывается на секционны ложемент 13, При ходе ползуна вниз секционный пуансон 2 через обрабатываемую деталь передает усилие на секционный ложемент 13. При этом коробление в вертикальной плоскости детали выбирается упругими элементами 12 и 14 через секции пуансона 2 1 ложемента 13. В момент дальнейшего опускания пуансона 2 деталь, JsakaTaH между пуансоном 2 и ложемен 1то(и,.13, проходит режущие кромки кон тура матриц 4 и 5, планомерно удаля облой по периметру заготовки по мер опускания ползуна вниз до полного удаления облоя. Обоймы 6-8 коническими поверхносями задают усилия, необходикие для оджатия секций матриц 4 и 5 к лоементу 13 и к детали для лучшего даления облоя. При обратном ходе ползуна поджатый упругий элемент 14 поднимает заготовку и она удаляется из штампа. Использование предлагаемого штампа дает возможность производить обрезку облоя на штампованных или литых деталях, изготовленных из хрупких материалов, например чугуна и имеющих сложную конфигурацию. Формула изобретения 1.Штамп для обрезки облоя, содержащий верхнюю плиту с пуансоном, нижнюю плиту с рабочей матрицей, состоящей из радиально подвижных секций, образующих режущий контур, а также механизм прижима секций матрицы в виде обой1 1ы с конической поверхностью, отличающийся тем/ что/ с целью повышения качества работы при обработке деталей из хрупких материалов/ секции рабочей матрицы выполнены переменной высоты и образуют режущий контур по ломанойзамкнутой линии, участки которой расположены под. различными углами наклона к горизонтальной плоскости, 2.Штамп пО п. 1/отлича ющ и и с я тем, что, с целью повышения надежности работы, обойма снабжена регуляторами положения в вертикальном направлении, а между обоймой и секциями матрицы размещены упругие элементы. 3.Штамп по п. 1, отличающийся тем, что он снабжен дополнительной секционной матрицей, секции которой размещены между секциями рабочей матрицы. 4.Штамп по пп. 1 и 3/ о т л ичающийся тем, что между секциями рабочей матрицы размещены секционный ложемент, секции которого установлены на индивидуальных упругих элементах. 5.Штамп по п.1, отличающийся тем/ что пуансон выполнен сёкцяонашл, при этом между секциями пуансона и верхней плитой размещены упругие элементы. Источники информации, принятые во внимание, при экспертизе 1. Авторское свидетельство СССР 549218, кл. В 21 J 5/02, 13.09.74.
/
cpu6.i
