4-.4
а
со о э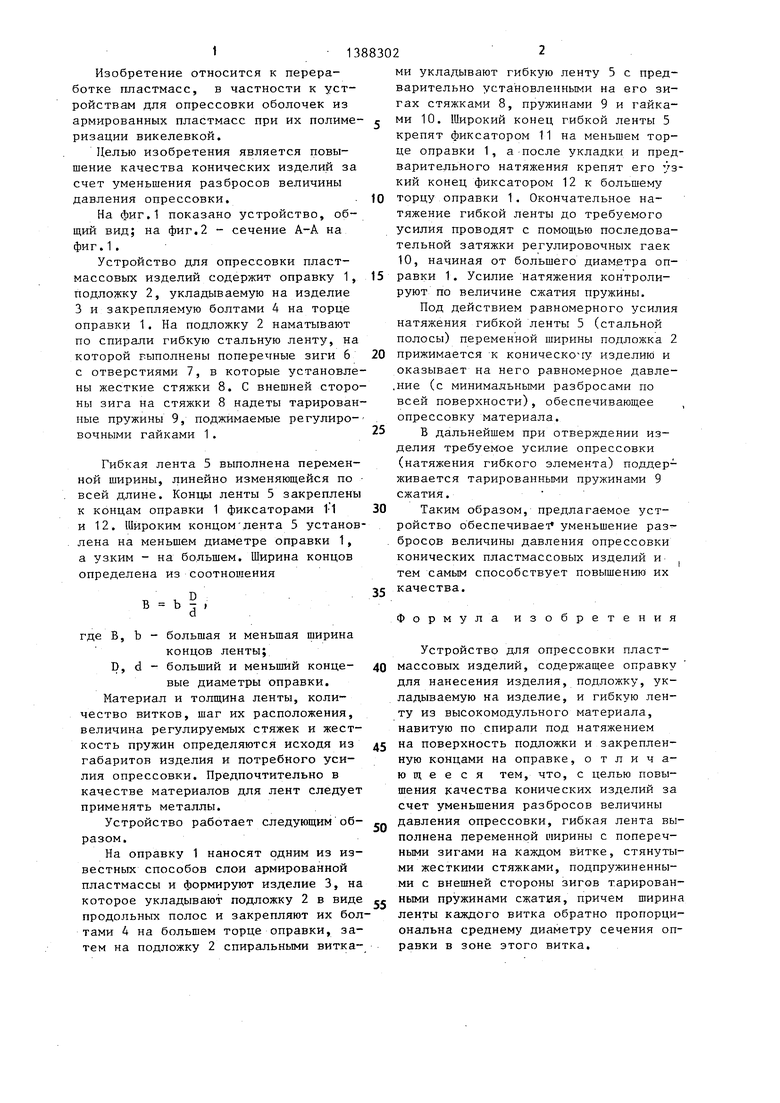
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опрессовки пластмассовых изделий | 1974 |
|
SU477858A1 |
| Устройство для опрессовки пластмассовых изделий | 1976 |
|
SU583923A2 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294463C1 |
| Способ изготовления полимербетонной трубы | 1986 |
|
SU1549773A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Оправка для изготовления криволинейных труб малого диаметра из композиционных материалов | 1983 |
|
SU1162609A1 |
Изобретение относится к оборудованию для изготовления слоистых изделий на оправке с опрессовкой ви- келевкой гибким элементом. Цель изобретения - повышение качества конических изделий за счет разбросов величины давления опрессовки. Для этого устройство содержит оправку, подложку, укладываемую на изделие и закрепляемую болтами на торце оправки. На Подложку спирально наматывают гибкую ленту (л) под натяжением, на которой выполнены поперечные зиги 6 с отверстиями 7, в которые установлены стяжки 8, поджатые с внешней стороны зиги 6 тарированной пружиной сжатия 9 с гайкой 10. Л по всей своей длине выполнена переменной ширины, линейно уменьшающейся от меньшего к большему диаметру оправки. Постоянство натяжения Л, уплотняющей изделие, обеспечивается тарированными пружинами 9, сжимающими Л в зоне зигов 6, 2 ил. (О (Л
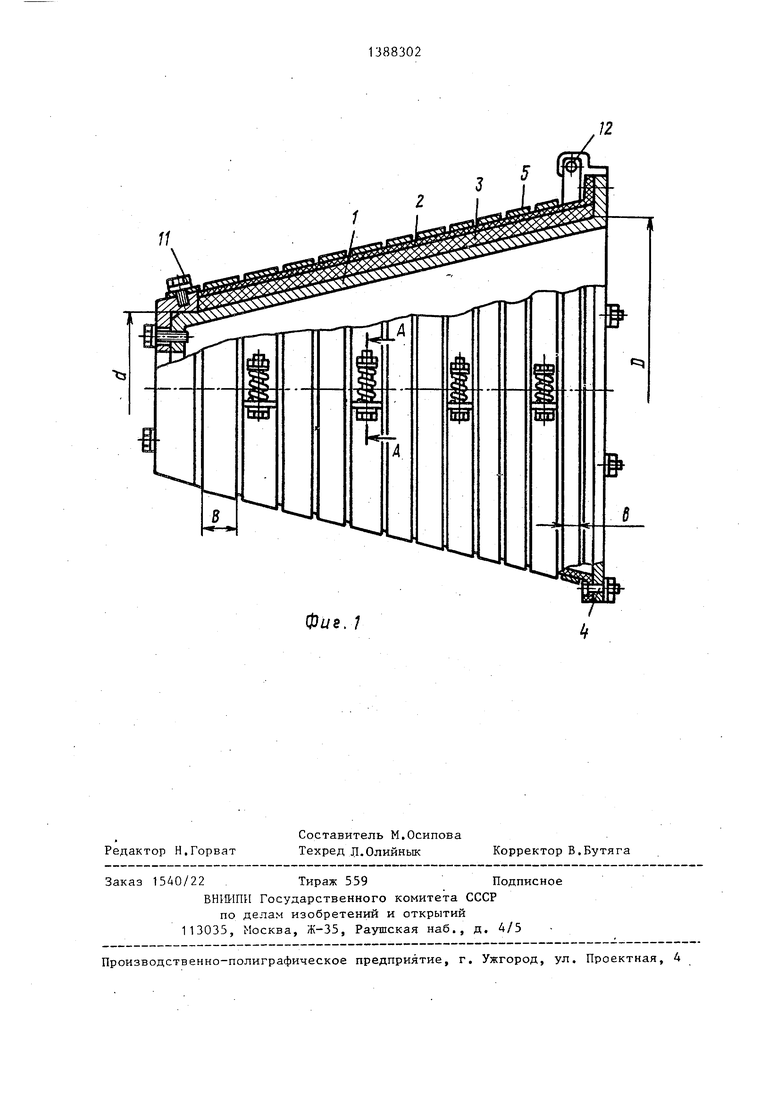
фиг. г
Изобретение относится к переработке пластмасс, в частности к устройствам для опрессовки оболочек из армированных пластмасс при их полимеризации викелевкой.
Целью изобретения является повышение качества конических изделий за счет уменьшения разбросов величины давления опрессовки.
На фиг,1 показано устройство, общий вид; на фиг,2 - сечение А-А на фиг.1 .
Устройство для опрессовки пластмассовых изделий содержит оправку 1, подложку 2, укладываемую на изделие 3 и закрепляемую болтами А на торце оправки 1. На подложку 2 наматывают по спирали гибкую стальную ленту, на которой выполнены поперечные зиги 6 с отверстиями 7, в которые установлены жесткие стяжки 8. С внешней стороны зига на стяжки 8 надеты тарированные пружины 9, поджимаемые регулировочными гайками 1.
Гибкая лента 5 выполнена переменной ширины, линейно изменяющейся по всей длине. Концы ленты 5 закреплены к концам оправки 1 фиксаторами 1-1 и 12. Широким концом лента 5 установлена на меньшем диаметре оправки 1, а узким - на большем. Ширина концов определена из соотношения
13
В
, D - d
где В, Р,
-большая и меньшая ширина концов ленты;
-больший и меньший концевые диаметры оправки.
Материал и толщина ленты, количество витков, шаг их расположения, величина регулируемых стяжек и жесткость пружин определяются исходя из габаритов изделия и потребного усилия опрессовки. Предпочтительно в качестве материалов для лент следует применять металлы.
Устройство работает следующим образом.
На оправку 1 наносят одним из известных способов слои армированной пластмассы и формируют изделие 3, на которое укладывают подложку 2 в виде продольных полос и закрепляют их болтами 4 на большем торце оправки, затем на подложку 2 спиральными витка
83022
ми укладывают гибкую ленту 5 с предварительно установленными на его зи- гах стяжками 8, пружинами 9 и гайка ми 10. Широкий конец гибкой ленты 5 крепят фиксатором 11 на меньшем торце оправки 1, а-после укладки и предварительного натяжения крепят его узкий конец фиксатором 12 к большему
10 торцу оправки 1. Окончательное натяжение гибкой ленты до требуемого усилия проводят с помоа;ью последовательной затяжки регулировочных гаек 10, начиная от большего диаметра оп15 равки 1. Усилие натяжения контролируют по величине сжатия пружины.
Под действием равномерного усилия натяжения гибкой ленты 5 (стальной полосы) переменной ширины подложка 2
20 прижимается к коническому изделию и оказывает на него равномерное давле- .ние (с минимальными разбросами по всей поверхности), обеспечивающее опрессовку материала.
25 в дальнейшем при отверждении изделия требуемое усилие опрессовки (натяжения гибкого элемента) поддерживается тарированными пружинами 9 сжатия.
30 Таким образом, предлагаемое устройство обеспечивает уменьшение раз- . бросов величины давления опрессовки конических пластмассовых изделий и тем самым способствует повышению их качества.
35
Формула изобретения
Устройство для опрессовки пластмассовых изделий, содержащее оправку для нанесения изделия, подложку, укладываемую на изделие, и гибкую ленту из высокомодульного материала, навитую по спирали под натяжением на поверхность подложки и закрепленную концами на оправке, отличающееся тем, что, с целью повышения качества конических изделий за счет уменьшения разбросов величины давления опрессовки, гибкая лента выполнена переменной 1чирины с поперечными зигами на каждом витке, стянутыми жестки1.1и стяжками, подпружиненными с внешней стороны зигов тарированными пружинами сжатия, причем ширина ленты каждого витка обратно пропорциональна среднему диаметру сечения оправки в зоне этого витка.
Фиг. 1
| Циплаков О.Г | |||
| Научные основы технологии композиционно-волокнистых материалов, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пермское кн | |||
| изд., 1974, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
