f6
САЭ 00 00 СО
О
11388
Изобретение относится к технологической оснастке, используемой в автоматических линиях для изготовления изделий из реактопластов литьевым способом.
Цель изобретения - обеспечение возможности использования пресс-формы в автоматической линии.
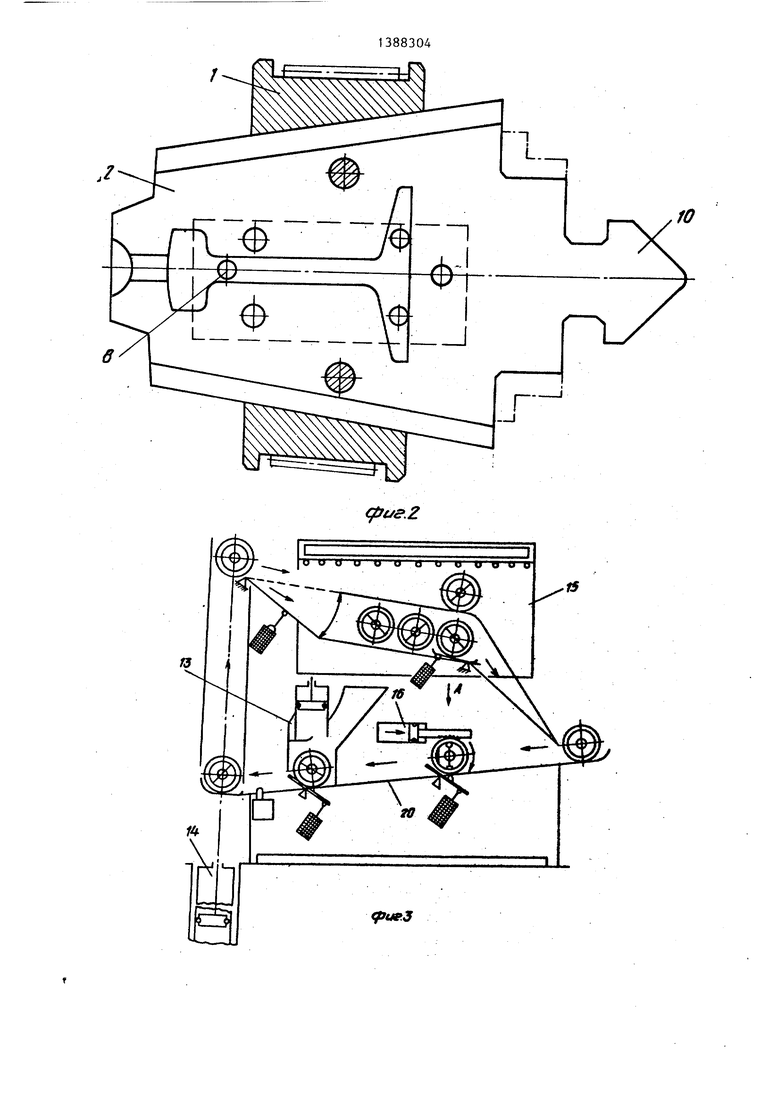
На фиг.1 представлена выносная пресс-форма, продольный разрез; на фиг. 2 - разрез по разъему полуматриц; на фиг.З - принципиальная технологическая схема автоматизированной ли
НИИ, в которой пресс-форма использу- 15
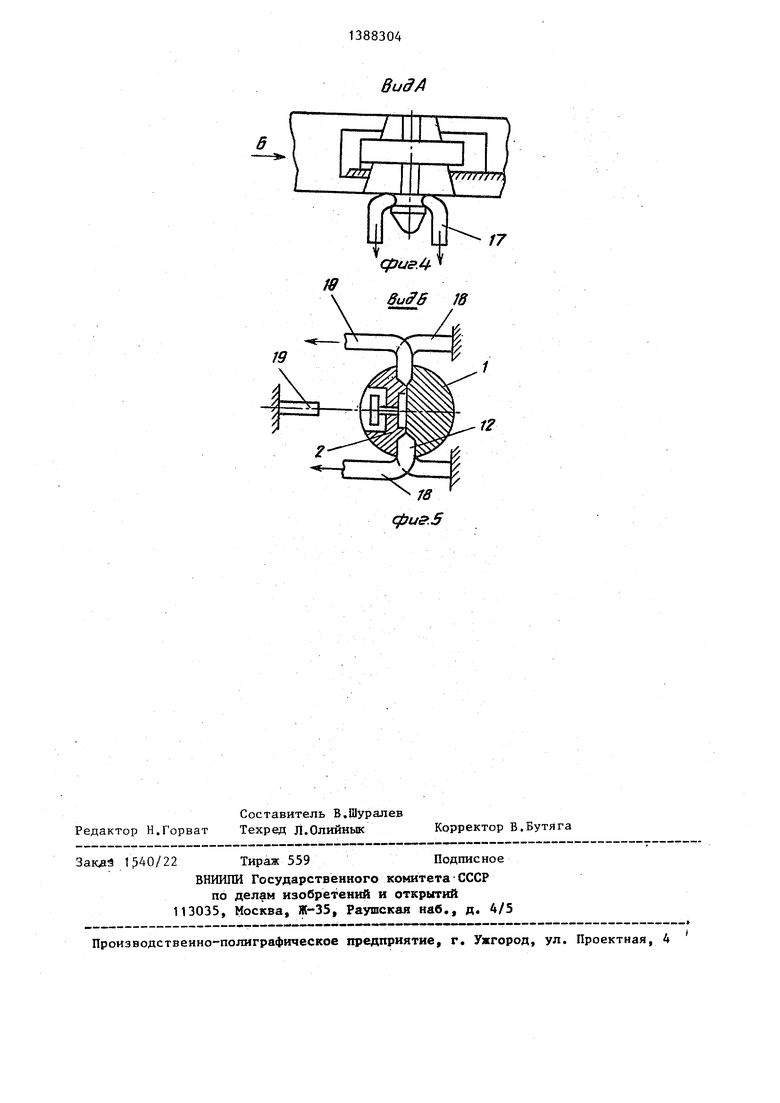
ется; на фиг.4 - вид А на фиг.З (пресс-форма в момент разборки); на фиг.5 - вид Б на фиг.4 (там же в момент раскрытия полуматриц).
Выносная пресс-форма содержит установленные в обойме 1 клиновые полуматрицы 2 и 3 с литниковым каналом 4 выполненным в плоскости их разъема. Входная часть литникового канала 4 выполнена в боковых полукольцевых выступах 5 и 6 для сопряжения пресс- формы с коническим гнездом установки для литья реактопласта.
Обойма 1 расположена в средней части полуматриц 2, 3 и выполнена в виде кольца с элементами сцепления .(например, рифления, накатка, зубцы и т.д.) на поверхности.
В верхней полуматрице 2 расположена плита толкания 7 с выталкивателями 8.
С одной стороны на пресс-форме установлены элементы кодирования технологических процессов, выполненные в виде различного рода выступов 9.
Кроме того, пресс-форма снабжена составным- по плоскости разъема полуматриц 2 и 3 элементом с конической головокй 10 на цилиндрическом основа нии 11 меньшего диаметра, при этом в конической головке 10 выполнены радиальные пазы 12 для захватов разъемного механизма.
Автоматическая линия, в которой используется пресс-форма, включает установку 13 для литья реактопласта, подъемник 14 пресс-форм, нагревательную печь 15 с несколькими зонами нагрева, механизм 16 врашения пресс
0
5
5
0
тия полуматриц 2, 3 и толкатель 19 для воздействия на плиту толкания 7 пресс-формы.
Для транспортировки пресс-формы предусмотрена и транспортирующая же- лобковая система, 20.
Пресс-форма используется в автоматической линии следующим образом.
В собранном виде пресс-форма на установке для литья реактопласта заполняется полимером, для чего пресс- форма боковыми полукольцевыми выступами совмещается с коническим гнездом установки 13 для-литья реактопласта.
Далее пресс-форма с полимером перекатывается по желобу к подъемнику 14, который перемещает ее в нагревательную печь, при этом с помощью эле- 0 ментов кодирования форма направляется стрелкой в ту или иную зону печи. После определенной вьщержки в печи пресс-форма скатьшается к разъемному механизму, на котором с помощью захватов 17, взаимодействующих с конической головкой 10, освобождается от обоймы, а с помощью захватов 18, вставляемых в радиальные пазы 12, раскрывается. Во время этого процесса верхняя полуматрица 2 взаимодействует плитой толкания 7 с толкателем 19, в результате чего изделие удаляется из нее.
В исходное положение выталкиватели 8 возвращаются контртолкателями при сборке формы.
5
Формула изобретения
Выносная пресс-форма для изготовления полимерных изделий, содержащая расположенные в обойме клиновые полуматрицы с литниковым каналом в плоскости разъема, отличающая- с я тем, что, с целью обеспечения возможности использования пресс-формы в автоматической линии с желобковой транспортирующей системой, пресс-форма снабжена составным по плоскости разъема полуматриц элементом с конической головкой на цилиндрическом основании меньшего диаметра, причем в конической головке выполнены радиальные пазы для захватов разъемного
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Форма для трансферного прессования реактопластов | 1989 |
|
SU1682194A1 |
| Литьевая форма с клиновыми полуматрицами для формования полимерных изделий | 1978 |
|
SU763118A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
Изобретение относится к технологической оснастке для изготовления изделий из реактопластов. Цель изобретения - обеспечение возможности использования пресс-формы по автоматической линии. Для этого пресс-форма, содержащая расположенные в обойме 1 клиновые полуматрицы 2, 3 с литниковым каналом в плоскости разъема. снабжена составньм по плоскости разъема полуматриц элементом с конической, головкой 10 на цилиндрическом основании 11 меньшего диаметра, при этом в конической головке выполнены радиальные пазы для захватов разъемного механизма, а обойма выполнена в виде кольца, расположенного в средней части полуматриц 2, 3. Пресс-форма используется в автоматической линии, в которой после заполнения полимером на установке для литья перекатывается по желобу к подъемнику, перемещающему ее в нагревательную печь. После нагрева пресс-форма по желобу направляется к разъемному механизму, на котором одними захватами освобождается от обоймы и другими захватами раскрывается с одновременным удалением из-- делия из полуматрицы 2 толкателем 19, взаимодействующим плитой толкания 7. 5 ил. с (О (Л
формы,разъемный механизм, включающий 55 м низма, а обойма выполнена в виде
захваты 17 для удаления полуматриц из обоймы 1, захваты 18 для раскрырасположенного в средней части полуматриц кольца.
м низма, а обойма выполнена в виде
расположенного в средней части полуматриц кольца.
ю
.2
15
19
ВидА
| Демин Е.Н | |||
| Справочник по пресс- формам | |||
| Л.: Лениздат, 1967, с.185, верх.рис. |
