1
Изобретение относится к полимерному машиностроению, в частности к резинообрабатывающему оборудованию, используемому для обкладки цилиндрических изделий, например металлических труб, резиновой смесью.
Цель изобретения - расширение тенологических возможностей и повьше- ние качества обкладки цилиндрически изделий резиновой смесью.
На фиг.1 изображена угловая голо
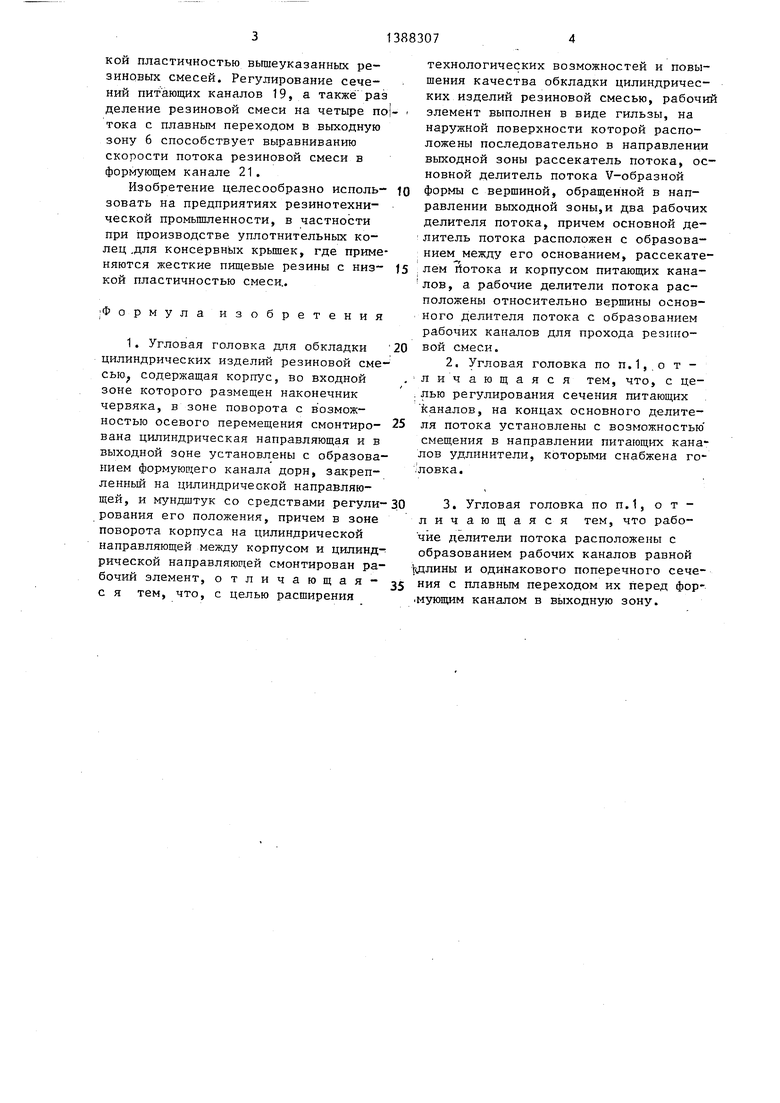
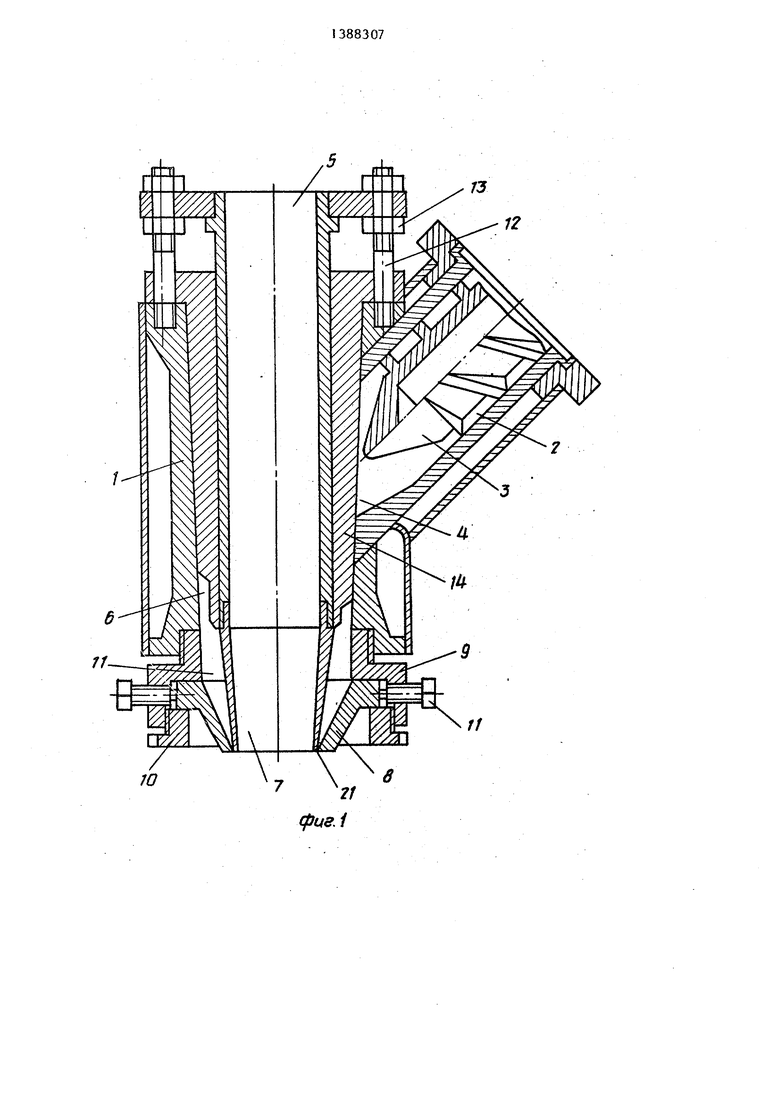
ка, продольный разрез; на фиг.2 - гильза с расположенными по ее наружной поверхности делителями потока и питающими и рабочими каналами для прохода резиновой смеси; на фиг.З.- сечение А-А на фиг,2; на фиг.4 - развертка поверхности гильзы с делитес образованием рабочих каналов 20 для прохода резиновой смеси. Мундштук 8 установлен на дорне 7 с образованием
формующего канала 21. В угловой головке для регулирования сечения питающих каналов на концах основного делителя 16 потока, могут быть установ- лены с возможностью смещения в направлении питающих каналов 19 удлинители 22. Рабочие делители 17 и 18 потока могут быть расположены с образованием рабочих каналов 20 равной длины и одинакового поперечного сечения
с плавным переходом их перед формующим каналом 21 в выходную зону 6. Для фиксации удлинителей 22 головка снабжена винтами 23.
Угловая головка работает следую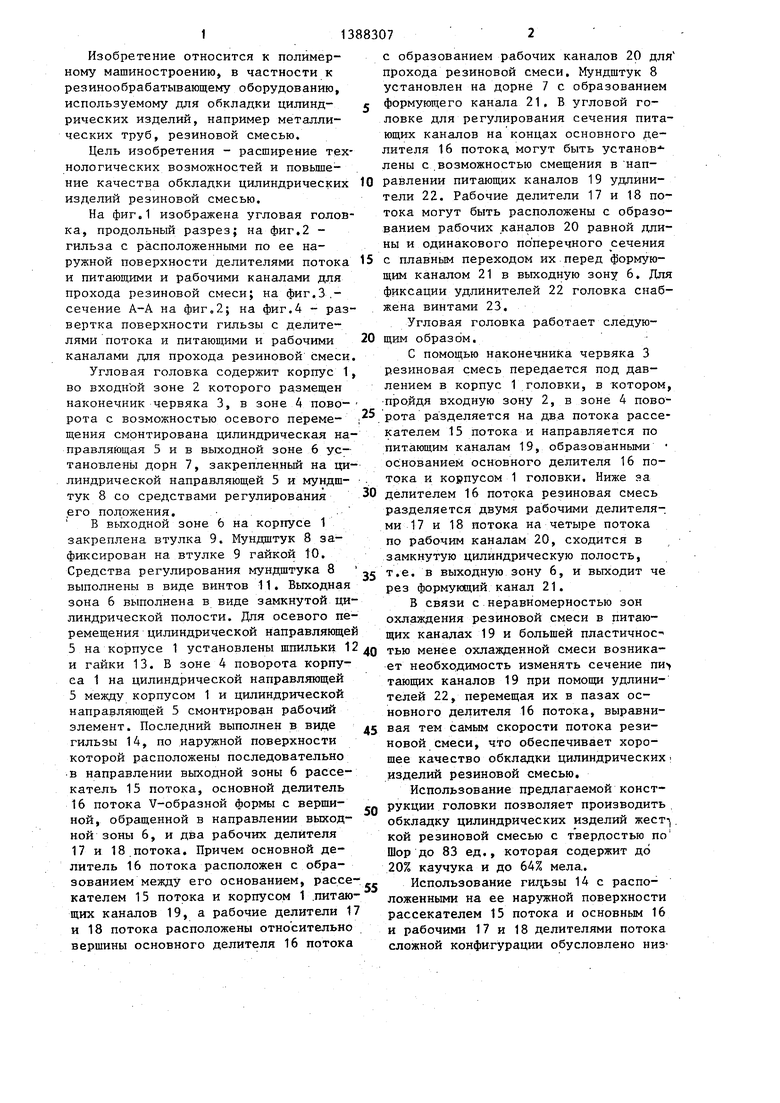
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Угловая головка для обкладки рукавных изделий резиновой смесью | 1981 |
|
SU952645A1 |
| Головка экструзионного пресса для обкладки листового материала | 1980 |
|
SU870172A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077982C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |

Изобретение относится к полимерному машиностроению, в частности к резиноперерабатывающему оборудованию, используемому для обкладки Цилиндрических изделий, например металличес,ких-труб, резиновой смесью. Цель изобретения - расширение технологических возможностей и повышение качества обкладки цилиндрических изделий резиновой смесью. Для этого головка содержит корпус. В его входной зоне размещен наконечник червяка. В зоне поворота корпуса смонтирована цилиндрическая направляющая, а в выходной ,зоне - дорн и мундштук. Они смонтированы с образованием формующего канала. В зоне поворота на цилиндрической направляющей смонтирован рабочий элемент. Он выполнен в виде гильзы. По наружной поверхности ее расположены рассекатель потока, основной делитель потока V-образной формы и два р-абочих делителя потока. Основной делитель потока расположен с образованием между его основанием, рассекателем потока и корпусом питающих каналов. Рабочие делители потока расположены относительно вершины основного делителя потока с образованием рабочих каналов для прохода резиновой смеси. С помощью наконечника червяка реяи- новая смесь подается под давлением в корпус головки, в котором, пройдя входную зону, в зоне поворота разде-.. . ляется на два потока рассекателем по тока и направляется по питающим каналам, образоваиньм основным делителем ,., ;потока V-образной формы и корпусом головки. Ниже основного делителя потока V-образной формы резиновая смесь разделяется двумя рабочими делителями на четыре потока по рабочим каналам равной длины и одинакового поперечно- то сечения, сходится в выходной зоне и выходит через формующий канал. 2 з.п. ф-лы, 4 ил. S
лями потока и питающими и рабочими 20 щим образом.
каналами для прохода резиновой смеси. Угловая головка содержит корпус 1, во входной зоне 2 которого размещен наконечник червяка 3, в зоне 4 поворота с возможностью осевого переме- щения смонтирована цилиндрическая направляющая 5 и в выходной зоне 6 установлены дорн 7, закрепленный на цилиндрической направляющей 5 и мундштук 8 со средствами регулирования его положения. , . В выходной зоне 6 на корпусе 1
закреплена втулка 9. Мундштук 8 зафиксирован на втулке 9 гайкой 10. Средства регулирования мундштука 8 выполнены в виде винтов 11. Выходная зона 6 выполнена в виде замкнутой цилиндрической полости. Для осевого перемещения цилиндрической направляющей
В связи с неравномерностью зон охлаждения резиновой смеси в питающих каналах 19 и большей пластичное5 на корпусе 1 установлены шпильки 1240 тью менее охлажденной смеси возника45
и гайки 13. В зоне 4 поворота корпуса 1 на цилиндрической направляющей 5 между корпусом 1 и цилиндрической направляющей 5 смонтирован рабочий элемент. Последний выполнен в виде гильзы 14, по наружной поверхности которой расположены последовательно в направлении выходной зоны 6 рассекатель 15 потока, основной делитель
16потока V-образной формы с вершиной, обращенной в направлении выходной зоны 6, и два рабочих делителя
17и 18.потока. Причем основной делитель 16 потока расположен с образованием между его основанием, рассекателем 15 потока и корпусом 1 .питающих каналов 19, а рабочие делители 17 и 18 потока расположены относительно вершины основного делителя 16 потока
50
ет необходимость изменять сечение пи тающих каналов 19 при помощи удлинителей 22, перемещая их в пазах основного делителя 16 потока, выравнивая тем самым скорости потока резиновой смеси, что обеспечивает хорошее качество обкладки цилиндрических. изделий резиновой смесью.
Использование предлагаемой конструкции головки позволяет производить обкладку цилиндрических изделий жест-) кой резиновой смесью с твердостью по Шор до 83 ед., которая содержит до 20% каучука и до 64% мела.
Использование пщъзы 14 с расположенными на ее наружной поверхности рассекателем 15 потока и основным 16 и рабочими 17 и 18 делителями потока сложной конфигурации обусловлено низ
0
5
С помощью наконечника червяка 3 резиновая смесь передается под давлением в корпус 1 головки, в котором, пройдя входную зону 2, в зоне 4 поворота разделяется на два потока рассекателем 15 потока и направляется по питающим каналам 19, образованными ос нованием основного делителя 16 потока и корпусом 1 головки. Ниже за делителем 16 потока резиновая смесь разделяется двумя рабочими делителя-, ми 17 и 18 потока на четыре потока по рабочим каналам 20, сходится в замкнутую цилиндрическую полость, т.е. в выходную зону 6, и выходит че рез формующий канал 21.
В связи с неравномерностью зон охлаждения резиновой смеси в питающих каналах 19 и большей пластичное0 тью менее охлажденной смеси возника5
0
ет необходимость изменять сечение пи тающих каналов 19 при помощи удлинителей 22, перемещая их в пазах основного делителя 16 потока, выравнивая тем самым скорости потока резиновой смеси, что обеспечивает хорошее качество обкладки цилиндрических. изделий резиновой смесью.
Использование предлагаемой конструкции головки позволяет производить обкладку цилиндрических изделий жест-). кой резиновой смесью с твердостью по Шор до 83 ед., которая содержит до 20% каучука и до 64% мела.
Использование пщъзы 14 с расположенными на ее наружной поверхности рассекателем 15 потока и основным 16 и рабочими 17 и 18 делителями потока сложной конфигурации обусловлено низ
кой пластичностью вышеуказанных резиновых смесей. Регулирование сечений питающих каналов 19, а также раз деление резиновой смеси на четыре no тока с плавным переходом в выходную зону 6 способствует выравниванию скорости потока резиновой смеси в формующем канале 21.
Изобретение целесообразно исполь- зовать на предприятиях резинотехнической промьшленности, в частности при производстве уплотнительньк колец .для консервных крышек, где применяются жесткие пищевые резины с низ- кой пластичностью смеси..
;Формула изобретения
технологических возможностей и повышения качества обкладки цилиндрических изделий резиновой смесью, рабочи элемент выполнен в виде гильзы, на наружной поверхности которой расположены последовательно в направлении выходной зоны рассекатель потока, основной делитель потока V-образной формы с вершиной, обращенной в направлении выходной зоны,и два рабочих делителя потока, причем основной де- литель потока расположен с образованием между его основанием, рассекате j лем rtoTOKa и корпусом питающих кана- лов, а рабочие делители потока расположены относительно вершины основного делителя потока с образованием рабочих каналов для прохода резиновой смеси.
каналов, на концах основного делителя потока установлены с возможностью смещения в направлении питающих каналов удлинители, которыми снабжена го- /ловка.
1(длины и одинакового поперечного сечения с плавным переходом их перед фор- .мующим каналом в выходную зону.
(рцеЛ
7J
12
11
2
гз
ffue.3
физЛ
Гв
| Экструзионная головка для переработки пластичных материалов | 1972 |
|
SU459348A1 |
| Солесос | 1922 |
|
SU29A1 |
| Угловая головка для обкладки рукавных изделий резиновой смесью | 1981 |
|
SU952645A1 |
| Солесос | 1922 |
|
SU29A1 |
