Изобретение относится к полимер- ному машиностроению, в частности к резиноперерабатывающему оборудованию, используемому для производства рукавных изделий.
Известна угловая головка для обкладки рукавных изделий резиновой смесью, содержащая корпус, во входнойзоне которого размещен накойечник червяка, в зоне поворота с возможностью осевого перемещения смонтирован дорн, и в выходной зоне размещены конец дорна и мундштук со средствами регулирование его положения
Недостатком угловой головки является то, что выходная щель имеет небольшую ширину, обусловливаемую толщиной накладываемого на рукав слоя резиновой смеси. Такие угловыеголовки обладают ограниченными возможностями по выравниванию скоростей потока резиновой смеси по периметру выходной щели, что не обеспечивает требуемого качества обкладки.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является угловая головка для обкладки рукавных изделий резиновой смесью, содержащая корпус, во
входной зоне которого размещён наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирован дорн и в выходной зоне установлены наконечник дорна и мундштук со средствами регулирования его положения, причём в зоне поворота корпуса и на дорне смонтированы эксцентричные подпорные кольца 2.
Недостатком этой угловой головки является то, что при обкладке рукавов резиновой смесью с увеличением скорости обкладки возрастает неравномерность толщины обкладки по длине рукава. Наиболее сильно это проявляется при высоких скоростях обкладки, что сдерживает производительность процесса обкладки. Он
20 вызван возрастанием пульсации скорости потока резиновой смеси перед зоной обкладки. Причиной является наличие в полости корпуса головки застойных зон, обусловленных несовершенством геометрической формы известных подпорных элементов в продольном сечении.
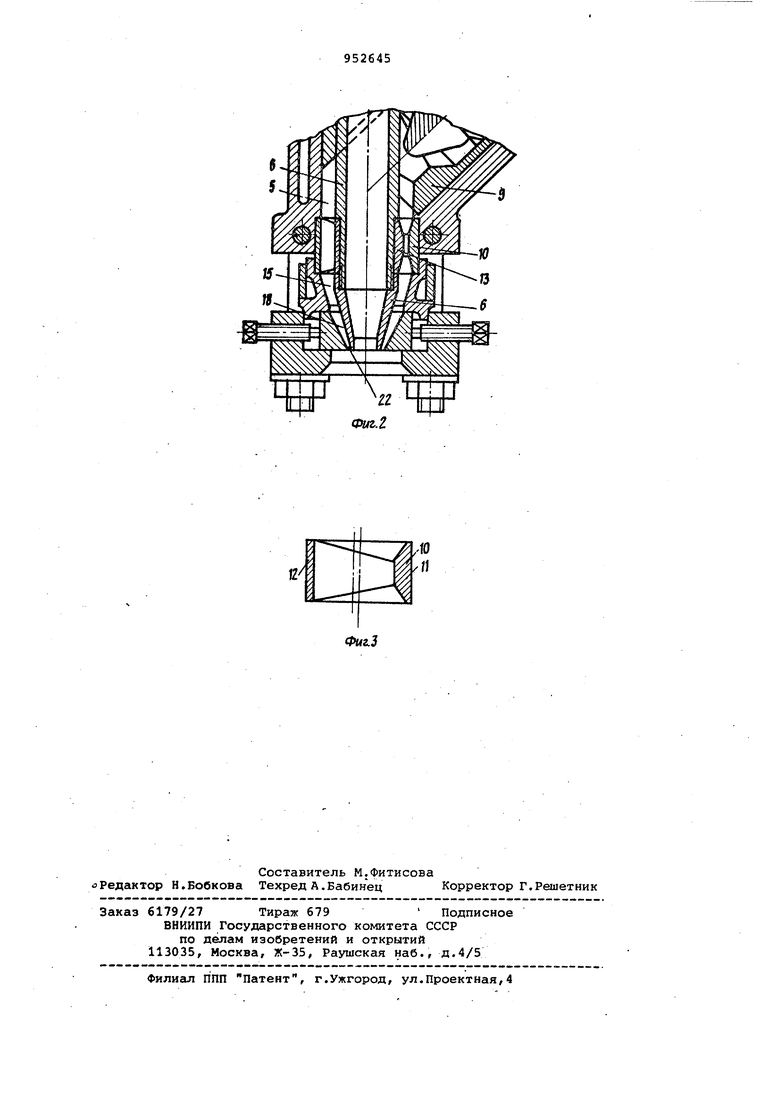
Цель изобретения - повышение.- качества и производительности обкладки рукавных изделий за счет бниже- / ния пульсации скорости потока резиновой смеси в зоне обкладки. Поставленная цель достигается тем, что в угловой головке для обкладки рукавных изделий резиновой смесью, содержащей корпус, во входной зоне которого размещен наконечник червяка, в зоне поворота с возможностью осевого перемещения смонтирован дорн и в выходной зоне уста новлены наконеч-ник дорна и мундштук со средствами регулирования его положения, причем в зоне поворЬта корпуса и на дорне смонтированы экс центричные подпорные кольца, эксце« тричные подпорные кольца выполнены с продольным сечением в- виде многоугольника на линии внутренней дуги зоны поворота с плавным переходом в прямоугольное сечение на линии внешней дуги зоны поворота корпуса. На фиг.1 изображена угловая головка, продольный разрез; на фиг.2 вариант с установкой эксцентричного подпорного кольца на, дорне перед наконечником в сочетании с эксцентричным подпорным кольцом в корпусе на выходном конце зоны поворота; на фиг.З - эксцентричное подпорное кольцо, установленное в корпусе на выходном конце зоны поворота. Угловая головка содержит корпус 1 во входной зоне 2. которого размещен наконечник 3 червяка 4, в зоне 5 поворота с возможностью осевого перемещения смонтирован дорн 6. Для регу лирования осевого перемещения дорна 6, корпус 1 снабжен шпильками 7 и винтом 8. На входном и выходном концах зоны 5 поворота установлены эксцентричные подпорные кольца 9 и 10, выполненные с продольным сечением 11 в виде многоугольника на линии внутренней дуги зоны 5 поворота, с плавным переходом в прямоугольное сечение 12 на линии .внешней дуги зоны 5 поворота корпуса 1 (см.фиг.З). При необходимости, в сочетании с эксцентричным подпорным кольцом 10 или вместо него на дорне 6 может быт установлено эксцентричное подпорное кольцо 13 с аналогичным профилем в продольном сечении. В конце зоны 5 поворота угловая головка снабжена полым корпусом 14, образующим выходную зону 15. В выходной зоне 15 установлен наконечник 16 дорна 6. С корпусом 14 сопряжен мундштук 17, образующий с наконечником 16 дорна 6 зону 18 обкладки. Мундштук 17 установлен внутри кольца 15, при посредстве которого с помощью болтов 20 мундштук 17, корпус 14 и подпорное кольцо 10 образуют одно целое с корпусом 1 головки . Кольцо 19 снабжено винтами 21, ре регулирующими положение мундштука 17 относительно наконечника 16 дорна б, образующими между собой кольцевую щель 22. Угловая головка работает следующим образом. С помощью червяка 4 с наконечником 3, резиновая смесь подается под давлением в корпус 1 головки, в котором, пройдя входную зону 2, зону 5 поворота и выходную зону 15, поступает в.зону 18 обкладки, где проходит через выходную кольцевую щель 22. Между мундштуком 17 и наконечником 16 дорна 6 накладывается рукав (не показан), движущийся через дорн 6 и наконечник 16. На своем пути в корпусе 1 головки поток резиновой смеси встречает сопротивление в виде эксцентричных подпорных колец 9 и 10. Благодаря продольному сечению 11 в виде многоугольника на линии внутренней дуги зоны. 5 поворота и плавному переходу его в прямоугольное сечение 12 на линии внешней дуги зоны 5 поворота, поток резиновой смеси в зоне 5 поворота проходит практически одинаковый путь по всему периметру кольцевой щели 22. Это обеспечивает выравнивание скоростей потока перед кольцевой щелью 22 в зоне 18 обкладки. Кроме того, эксцентричное подпорное кольцо 9 ликвидирует застойную зону между наконечником 3 червяка 4 и дорном 6. Все это снижает пульсацию скорости потока резиновой смеси и, тем самым, позволяет увеличить скорость обкладки с.обеспечением хорошего качества. Использование изобретения позволит увеличить производительность процесса обкладки рукавов резиновыми смесями на 20-25% с обеспечением требуемого качества. Формула изобретения Угловая головка для обкладки рукавных изделий резиновой смесью, содержащая корпус, во входной зоне которого размещен наконеяник червяка, в зоне поворота с возможностью осевого перемещения смонтирован дорн и в выходной зоне установлены наконечник дорна и мундштук со средствами регулирования его положения, причем в зоне поворота корпуса и на дорне смонтированы эксцентричные подпорные кольца, отлйчающаяс я тем, что, с целью повышения ка честна- и производительности юбкладки рукавных изделий за счет снижения пульсации скорости потока резиновой смеси в зоне обкладки, эксцентричные подпорные кольца выполнены с продольным сечением в виде многоугольника на линии внутренней дуги | зоны поворота с плавным переходом в i прямоугольное сечение на линии внешней дуги зоны поворота корпуса.
Источники информации, принятые во внимание при экспертизе
1. Барсков Д.М. Машины и аппара- ты резинового произво дства. М., Химия, 1975, с.43-44. . 2. Шенкель Г. Шнековые прессы для пластмасс. Л., Госхимиздат, 1962, с.264-270 (прототип).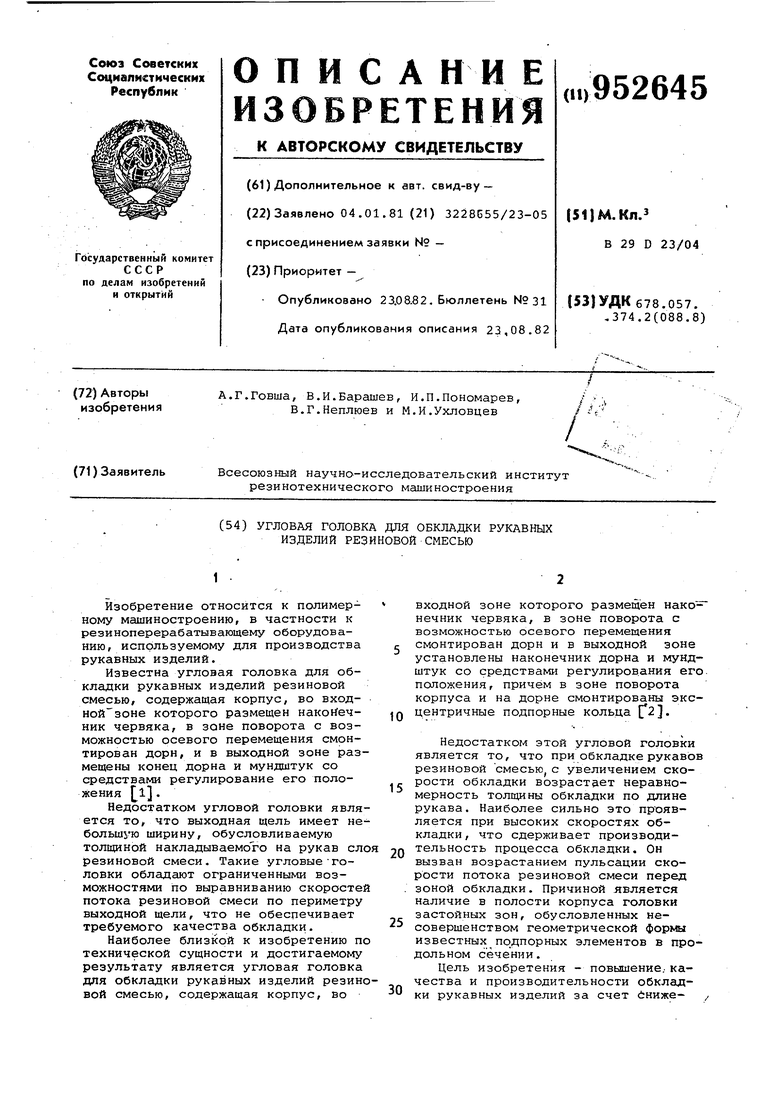

| название | год | авторы | номер документа |
|---|---|---|---|
| Угловая головка для обкладки цилиндрических изделий резиновой смесью | 1986 |
|
SU1388307A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Вибрационная головка червячного пресса для полимерных композиций | 1990 |
|
SU1736726A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУДЛЯ НАЛОЖЕНИЯ ПОЛИМЕРНОЙ ИЗОЛЯЦИИНА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU431025A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| КОЛЬЦЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА | 1972 |
|
SU351722A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |