Ю- эо эо
fUAt
11
Изобретение относится к оборудованию для изготовления изделий из композиционных материалов способом непрерьгоной намотки, а именно к устройствам для изготовления трубчатых издел11й из армированных пластмасс.
Целью изобретения является повышение производительности за счет удлинения рабочей части консольной оправки.
На фиг. 1 представлено устройство общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2 (сопряжение обоймы с подвижными секторами) .
Устройство содержит станину 1,
на которой установлены подшипники 2 самоподающей консольной оправки 3 и стойки 4 с опорой, выполненной в вид обоймы 5, установленной в подшипниках 6, наружные кольца которых удерживаются от проворачивания в корпусах 7 фиксаторами 8. Обойма 5 посредством тел 9 качения сопряжена с четы рьмя подвижными секторами 10, в совокупности образующими охватывающую оправку 3 цилиндрическую поверхность контактирующую в нижней зоне с формуемой трубой и расположенную эксцент- рично относительно оси оправки 3. Сектора 10 соединены между собой через тела 11 качения и периодически контактируют с упором 12, закрепленным фиксаторами 9 на стойке 4 в зоне зазора между трубой и подвижными сек торами 10, Устройство снабжено узлом 13 подачи связующего, укладчиком 14 армирующего материала и нагревателем 15.
Устройство работает следующим образом.
На вращающуюся в подшипниках 2 консольную самоподающую оправку 3 подают с узла 13 подачи связующее и с укладчика 14 армирующий материал, образуя трубу (которая под воздействием нагревателя 15 частично отверж- дается), непрерывно сходящую с оправки 3 и совершающую в силу этого сложное винтовое движение относительно ее оси. Конструкция оправки в данном случае несущественна, так как может быть применена любая консольная самоподающая оправка.
Формуемая на оправке 3 труба спи- рается на внутреннюю поверхность, образуемую подвижными секторами 10., и за счет сил трения, возникающих
Фор
между трубой и подвижными секторами 10, увлекает их за собой, т.е.. заставляет их совершать и вращательное движение вокруг оси опоры, и поступательное движение вдоль оси оправки 3. Вращательное движение подвижных секторов 10 обеспечивается посредством вращения внутреннего кольца подшипников 6 с обоймой 5 относительно наружных колец 16 подшипников, неподвижно закрепленных в корпусе 7 фиксаторами 8,. При контакте с трубой поступательное движение подвижных секторов 10 осуществляется посредством тел 9 и 11 качения и прекращается после выхода из зоны контакта с формуемой трубой. При этом подвижные сектора 10 наталкиваются на упор 12 и под его воздействием возвращаются в исходное положение. Далее цикл ра- ,боты подвижных секторов 10 опоры в совокупности с формуемой трубой повторяется с частотой вращения оправки 3 .
Формуемая труба в зависимости от технологического процесса, в зоне контакта с поверхностью опоры может быть доведена до разной -степени отверждения.
Введение опоры позволяет увеличить производительность устройства для непрерывного изготовления химически стойких .труб.
25 о Фор
55
40
45
м.ула изобретения
Устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования . изделия, укладчик армирующего материала, узел подачи связующего и поли- меризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки эксцентрично ее оси до- 50 полнительной опорой, выполненной в виде смонтированной с возможностью вращения обоймы, в которой через тела качения расположены сектора с образованием цилиндрической поверхности для сопряжения с нижней поверхностью изделия, и размещенного в верхней части обоймы в зоне контакта с секторами упора.
12
8
фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2321494C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1996 |
|
RU2116888C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2317468C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТОГО МАТЕРИАЛА | 2008 |
|
RU2365504C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2206455C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327568C2 |

Изобретение относится к оборудованию Для производства трубчатых изделий. Цель изобретения - повышение производительности за счет удлинения рабочей части консольной оправки. Устройство содержит станину, стойки 4, на которых установлены кон.сольная самоподающая оправка 3 и опора, охватьшающая свободный ее конец. Опора содержит обойму 5, установленную эксцентрично оси оправки 3 и закрепленную в подшипниках 6, наружные кольца 16 которых удерживаются рт проворач1шания в своих корпусах 7 фиксаторами. Обойма посредством тел качения 10 сопряжена с четырьмя подвижными секторами, в совокупности образующими охватывающую оправку 3 цилиндрическую поверхность, контактирующую в нижней зоне с формуемой трубой. Подвз-вкные сектора удерживаются в состоянии, соответствующем внутренней цилиндрической поверхности, посредством тел качения 11 и поперемен- .но контактируют с упором, закрепленным фиксаторами на стойке 4 в зоне отсутствия контакта между трубой и подвижными секторами. 3 ил. S (Л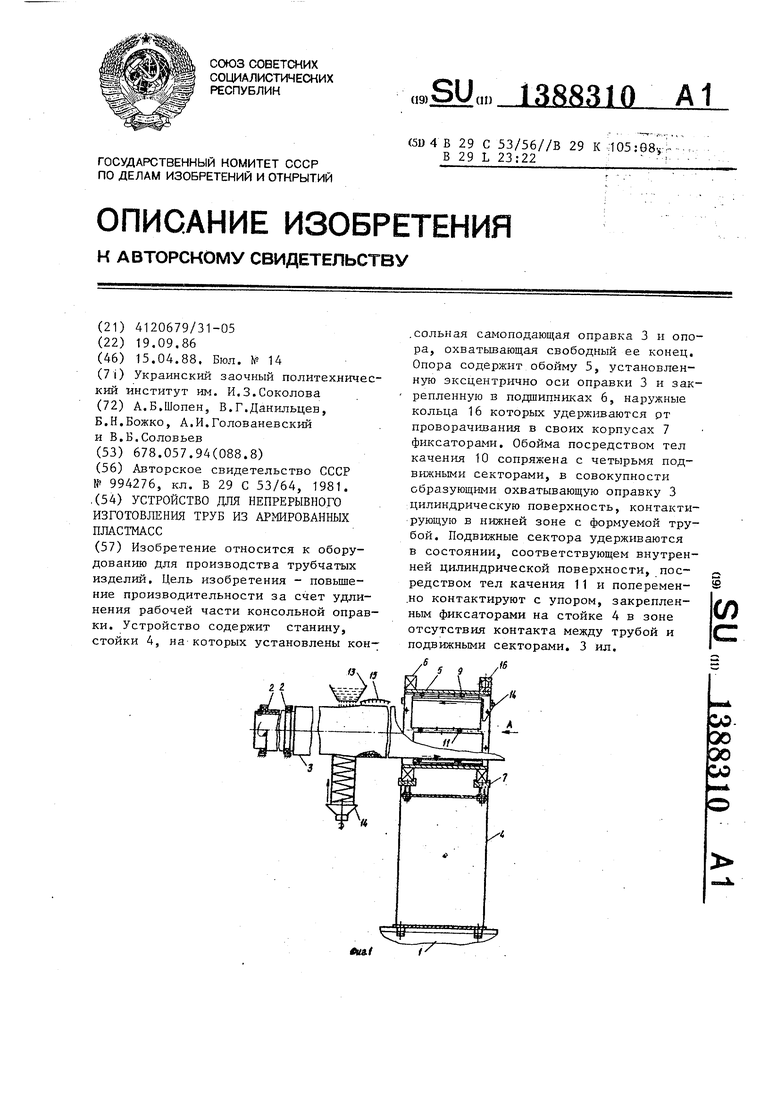
фи&.З
| Установка для изготовления стеклопластиковых труб | 1981 |
|
SU994276A1 |
| Солесос | 1922 |
|
SU29A1 |
| ,(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | |||
