Изобретение относится к машиностроению, преимущественно нефтяному, и может быть использовано в качестве способа изготовления поверхностей трения деталей резинометал- лической опоры турбобура.
Целью изобретения является повышение долговечности оборудования за счет удаления абразива из рабочей зоны и воспроизведения смазоч- ных каналов в процессе изнашивания.
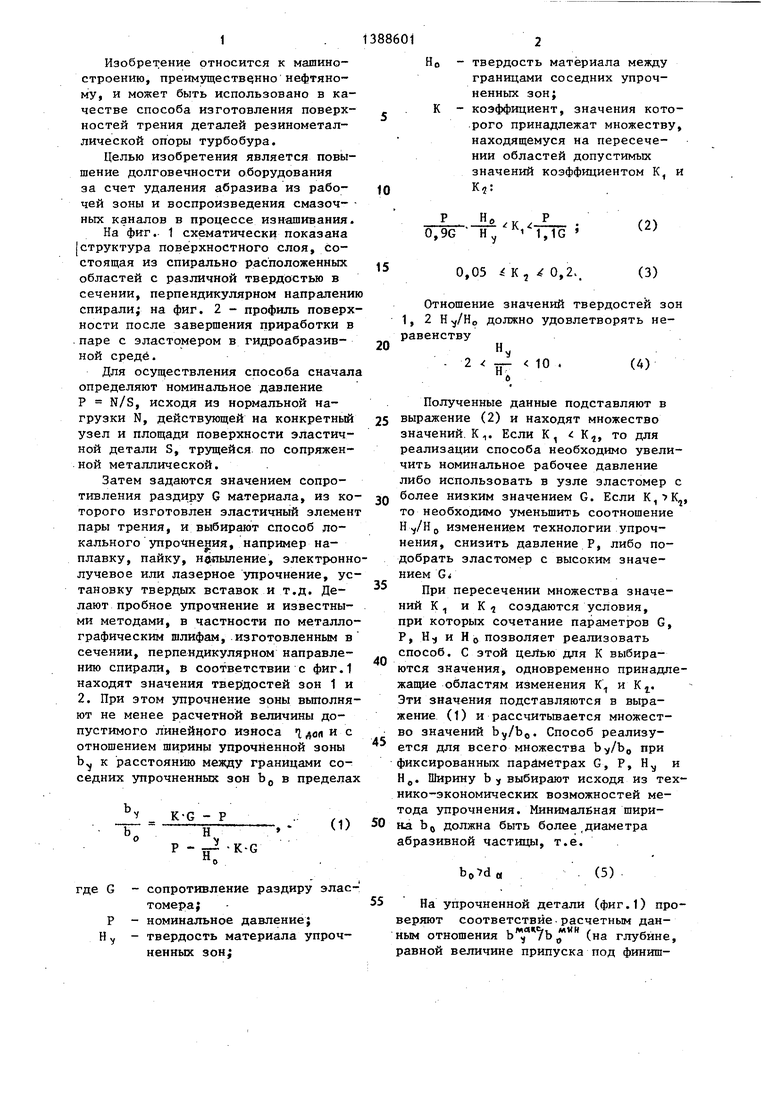
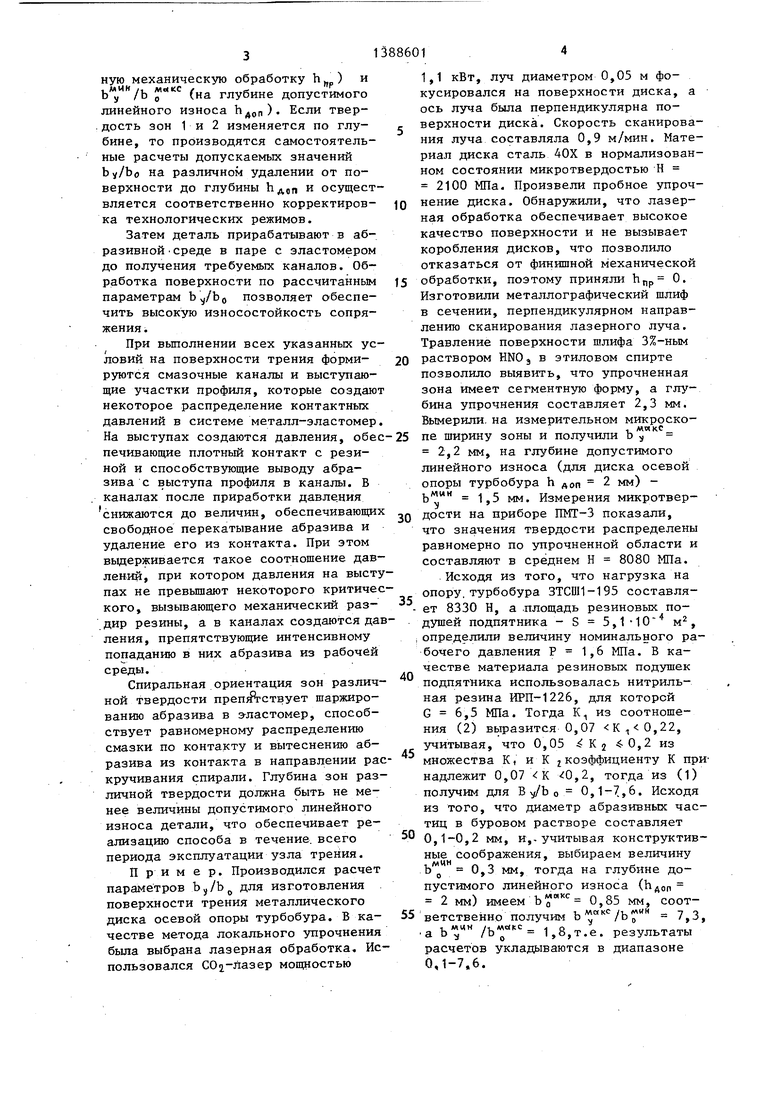
На фиг. 1 схематически показана структура поверхностного слоя, состоящая из спирально расположенных областей с различной твердостью в сечении, перпендикулярном напралению спирали; на фиг. 2 - профиль поверхности после завершения приработки в .паре с эластомером в гидроабразивной среде.
Для осуществления способа сначала определяют номинальное давление Р N/S, исходя из нормальной нагрузки N, действующей на конкретный узел и площади поверхности эластичной детали S, трущейся по сопряженной металлической.
Затем задаются значением сопротивления раздиру G материала, из которого изготовлен зластичный элемент пары трения, и выбирают способ локального упрочнения, например наплавку, пайку, непыление, электроннолучевое или лазерное упрочнение, установку твердых вставок и т.д. Делают пробное упрочнение и известными методами, в частности по металлографическим шлифам, изготовленным в сечении, перпендикулярном направлению спирали, в соответствии с фиг.1 находят значения твер достей зон 1 и 2. При этом зтрочнение зоны вьтолня- ют не менее расчетной величины допустимого линейного износа ч сп и с отношением ширины упрочненной зоны Ь к расстоянию между границами соседних упрочненных зон Ь в пределах
(1)
ID - твердость материала между границами соседних упрочненных зон;
К - коэффициент, значения которого принадлежат множеству, находящемуся на пересечении областей допустимых значений коэффициентом К, и К,:
(2)
15
(3)
0,05 К, 0,2.
Отношение значений твердостей зон 1,2 ну HO должно удовлетворять неравенствуИ,,
- 2 10 . (4) о
Полученные данные подставляют в выражение (2) и находят множество значений. К. Если К, Kj, то для реализации способа необходимо увеличить номинальное рабочее давление либо использовать в узле эластомер с
более низким значением G. Если ,,
то необходимо уменьшить соотношение изменением технологии упрочнения, снизить давление Р, либо подобрать эластомер с высоким значением Gt
При пересечении множества значений К и К создаются условия, при которых сочетание параметров G, Р, К.) и HO позволяет реализовать способ. С этой це;1ью для К выбираются значения, одновременно принадлежащие областям изменения К и Kj. Эти значения подставляются в выражение (1) и рассчитьгоается множество значений by/b. Способ реализуется для всего множества by/b при фиксированных параметрах С, Р, Н и Нд. Ширину b у выбирают исходя из технико-экономических возможностей метода упрочнения. Минималбная ширика Ьц должна быть более диаметра абразивной частицы, т.е.
(5)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| Способ поверхностного упрочнения материалов | 1990 |
|
SU1771441A3 |
| СМАЗОЧНЫЙ СОСТАВ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2011 |
|
RU2499816C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011687C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2008488C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2025537C1 |
| СПОСОБ МИКРОАНАЛИЗА ИЗНОСОСТОЙКОСТИ ТВЕРДЫХ МАТЕРИАЛОВ | 2007 |
|
RU2349895C1 |
| НАНОСТРУКТУРА РЕВИТАЛИЗАНТА И СПОСОБ ПОЛУЧЕНИЯ УСТОЙЧИВОЙ ФОРМЫ НАНОСТРУКТУРЫ РЕВИТАЛИЗАНТА | 2011 |
|
RU2480311C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2290294C1 |
Изобретение относится к машиностроению, .преимущественно нефтяному, к способу изготовления поверхностей трения деталей резинометаллической опоры турбобура. Цель изобретения - повьшение долговечности оборудования и воспроизведение смазочных каналов в процессе изнашивания. На поверхности деталей создают спирально расположенные зоны с различной твердостью глубиной не менее расчетной величины допустимого линейного износа. Зоны вьшолняют с отношением ширины упрочненной области к расстоянию между границами соседних упрочненных областей по определенной зависимости. Затем прирабатывают поверхность в абразивосодержащей среде. На поверхности трения формируются смазочные каналы и выступающие участки профиля, создающие распределение контактных давлений в системе металл-эластомер. Спиральная ориентация зон различной твердости препятствует шаржированию абразива в эластомер, способствует равномерному распределению смазки по контакту и вытеснению абразива из контакта в направлении раскручивания спирали. 2 ил. о (Л о:) оо х Oi
- сопротивление раздиру эластомера j
- номинальное давление; - твердость материала упрочненных зон;
На упрочненной детали (фиг.1) проверяют соответствие расчетным данным отношения (на глубине, равной величине припуска под финишную механическую обработку h ) и /Ь JI (на глубине допустимого линейного износа Ьдо). Если твер- .дость зон 1 и 2 изменяется по глубине, то производятся самостоятельные расчеты допускаемых значений ЬУ/ЬО на различном удалении от поверхности до глубины h д,п и осуществляется соответственно корректировка технологических режимов.
Затем деталь прирабатывают в абразивной среде в паре с эластомером до получения требуемых каналов. Обработка поверхности по рассчитанным параметрам позволяет обеспечить высокую износостойкость сопряжения .
При вьшолнении всех указанных условий на поверхности трения формируются смазочные каналы и выступающие участки профиля, которые создают некоторое распределение контактных давлений в системе металл-эластомер, На выступах создаются давления, обес печивающие плотный контакт с резиной и способствующие выводу абразива с выступа профиля в каналы. В каналах после приработки давления снижаются до величин, обеспечивающих свободное перекатывание абразива и удаление его из контакта. При этом выдерживается такое соотношение давлений, при котором давления на выступах не превышают некоторого критического, вызывающего механический раз- дир резины, а в каналах создаются давления, препятствующие интенсивному попаданию в них абразива из рабочей среды.
Спиральная ориентация зон различной твердости препА-ствует шаржированию абразива в э-ластомер, способствует равномерному распределению смазки по контакту и вытеснению абразива из контакта в направлении раскручивания спирали. Глубина зон различной твердости должна быть не менее величины допустимого линейного износа детали, что обеспечивает реализацию способа в течение, всего периода эксплуатации узла трения.
Пример. Производился расчет параметров Ьу/Ъ для изготовления поверхности трения металлического диска осевой опоры турбобура. В качестве метода локального упрочнения бьша выбрана лазерная обработка. Использовался COi-лазер мощностью
10
15
20
25
30
35
40
45
50
1,1 кВт, луч диаметром 0,05 м фокусировался на поверхности диска, а ось луча была перпендикулярна поверхности диска. Скорость сканирования луча составляла 0,9 м/мин. Материал диска сталь 40Х в нормализованном состоянии микротвердостью Н 2100 МПа. Произвели пробное упрочнение диска. Обнаружили, что лазерная обработка обеспечивает высокое качество поверхности и не вызывает коробления дисков, что позволило отказаться от финишной механической обработки, поэтому приняли bf,p 0. Изготовили металлографический шлиф в сечении, перпендикулярном направлению сканирования лазерного луча. Травление поверхности шлифа 3%-ным раствором HNOj в этиловом спирте позволило выявить, что упрочненная зона имеет сегментную форму, а глубина упрочнения составляет 2,3 мм. Вымерили, на измерительном микроско. МП КС
пе ширину зоны и получили b 2,2 мм, на глубине допустимого линейного износа (для диска осевой опоры турбобура h доп - 2 мм) - мм. Измерения микротвердости на приборе ПМТ-3 показали, что значения твердости распределены равномерно по упрочненной области и составляют в среднем Н 8080 МПа. Исходя из того, что нагрузка на опору, турбобура 3TCU11-195 составляет 8330 Н, а .площадь резиновых по- душей подпятника - S 5,1-10 м, определили величину номинального рабочего давления Р 1,6 МПа. В качестве материала резиновых подушек подпятника использовалась нитриль- ная резина ИРП-1226, для которой G 6,5 МПа. Тогда К., из соотношения (2) вьфазится 0,07 ,22, учитывая, что 0,05 Kj 0,2 из множества К, и К коэффициенту К прИ надлежит 0,07 К 0,2, тогда из (1) получим для ВУЬо 0,1-7,6. Исходя из того, что диаметр абразивных частиц в буровом растворе составляет 0,1-0,2 мм, и,-учитывая конструктивные соображения, выбираем величину ,/иин f. % 0 0,3 мм, тогда на глубине допустимого линейного износа (Ьдо 2 мм) имеем 0,85 мм, соот55 ветственно получим b
мех КС
, ««н 1
/Ъ
«ин
V о -
1,8,т.е. результаты расчетов укладываются в диапазоне 0,1-7.6.
Торцовые (рабочие) поверхности диска обрабатьтали при скорости сканирования луча 0,9 м/мин и величине поперечной подачи диска 2 ,,5 мм/об. После обработки деталь не шлифовалась.
Испытания показали, что по срав- ненрю с контрольными дисками повышена износостойкость в 1,5-2 раза.
5
гд
10
Формула изобретения
Способ изготовления поверхностей трения металлическ1)1Х деталей нефтепромыслового оборудования, работаю- щих в паре с эластомером, заключающийся в том, что на рабочей поверхности детали создают спирально расположенные зоны с различной твердостью и формируют смазочные каналы, о т - личающийся тем, что, с целью повьш1ения долговечности воспроизведения смазочных каналов в процессе изнашивания, упрочненные зоны выполняют глубиной не менее расчетной величины допустимого линейного игзяо- са и с отношением ширины упрочненной зоны к расстоянию между границами соседних упрочненных зон в пределах
гггОЖ
°У K-G - Р К Н
P---.K.G
где Ь,, - ширина упрочненной зоны;
Ьд - расстояние между границами соседних упрочненньк зон;
G - сопротивление раздиру элас- .томера;,
Р - номинальное давление;
Н,, - твердость материала упрочненных ЗОН}
Нд - твердость материала между границами соседних упрочненных зон;
К - коэффициент, численные значения которого принадлежат множеству, находящему- ся на пересечении областей дoпycти я Ix значений коэффициентов К , и Kji ,
V f г н; iS,1G
0,05 i К ,2,
а затем прирабатывают поверхность детали в абразивосодержащей среде до получения смазочных каналов.
фиг.
t/ftfu t/U9ffffcoS/9«f3u ffMe vacmt/v fу остамер
Af
tffua.Z
| Шнейдер Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| Л.: Машиностроение, 1982, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
