| название | год | авторы | номер документа |
|---|---|---|---|
| Плотномер | 1987 |
|
SU1467443A1 |
| Быстроходная шпиндельная головка | 1983 |
|
SU1155366A1 |
| Способ контроля кинематической погрешности зубчатых передач | 1977 |
|
SU896390A1 |
| УСТРОЙСТВО для точного ЦЕНТРИРОВАНИЯ ДЕТАЛЕЙ НА ПРИБОРАХ ДЛЯ ОПРЕДЕЛЕНИЯ КРУГЛОСТИ | 1965 |
|
SU171120A1 |
| СПОСОБ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТРАЕКТОРИИ ПОДВИЖНОГО УЗЛА МЕТАЛЛОРЕЖУЩЕГО СТАНКА К ОСИ | 1970 |
|
SU277273A1 |
| Устройство для измерения активных проводимостей | 1978 |
|
SU752188A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Устройство для управления вращением шпинделя балансировочного станка | 1980 |
|
SU932327A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| СПОСОБ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ОСИ ВРАЩЕНИЯ ШПИНДЕЛЯ | 1982 |
|
SU1104756A1 |
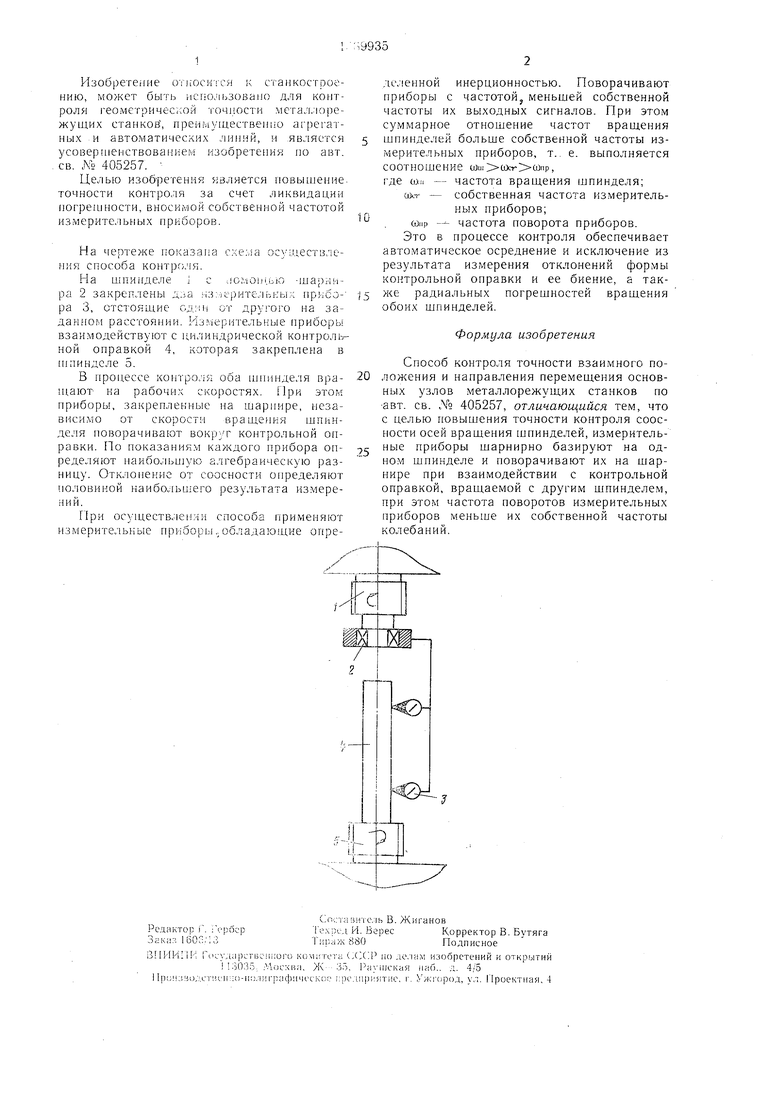
Изобретение относится к области станкостроения и может быть использовано для контроля геометрической точности металлорежущих станков, преимущественно агрегатных и автоматических линий. Це.чью лзоб- ретения является повышение точности контроля за счет ликвидации погрешности, вносимой собственной частотой iKSNiCpiiTe.ib- ных приборов. В процессе контро.пя оба щпинделя вращают на рабочих скоростях. При этом приборы, закрепленные на шарнире, независимо от скорости вра1ненп ; щпинделя, поворачивают вокруг коптро. и.- ной оправки. Соотношение частот принимается следующим: coiii -(Lia-(0:ii, где о);; частота вращения шпинделей, ел- собственная частота измерительных приборов, сопр - частота поворота приборов. 1 и.к
| Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков | 1969 |
|
SU405257A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
