Изобретение относится к области станкостроения, а именно к контролю геометрических параметров расточных металлорежущих станков типа "Обрабатывающий центр".
Одним из основных параметров геометрической точности этих станков является прямолинейность траектории перемещения оси вращения шпинделя, которая характеризуется прямолинейностью перемещения центра вращения вершины лезвия инструмента и в итоге определяет прямолинейность оси обработанной поверхности детали.
Известен способ контроля, при осуществлении которого контрольную оправку со шпинделем с частотой, большей собственной частоты измерительного прибора. В результате, отклонения формы контрольной оправки исключаются из погрешности контроля [1]
Однако этот способ не обеспечивает точности контроля прямолинейности траектории перемещения шпинделя, ток как при его осуществлении контрольную оправку устанавливают на шпинделе и вращают ее со шпинделем. Но так как при контроле прямолинейности траектории необходимо перемещение шпинделя, то при неподвижных измерительных приборах обеспечивается необходимая точность контроля только в одном сечении (в месте установки измерительных приборов), а не на всей длине перемещения шпинделя.
Целью изобретения является повышение точности контроля прямолинейности траектории на всей длине перемещения шпинделя.
Поставленная цель достигается тем, что в известном способе контроля прямолинейности траектории перемещения оси вращения шпинделя, заключающемся в том, что шпиндель вращают на рабочей скорости и перемещают измерительные приборы вдоль поверхности цилиндрической оправки, измерительные приборы свободно устанавливают на шпинделе и затормаживают относительно основания и относительно оси шпинделя, который перемещают относительно контрольной оправки, установленной на рабочем столе соосно оси вращения шпинделя.
Кроме того, контрольную оправку вращают с частотой, которая в суммарном отношении с частотой колебания массы измерительных приборов больше собственной частоты выходных сигналов измерительных приборов. Это обеспечивает исключение из результата контроля погрешностей, вызываемых контрольной оправкой: отклонением формы ее поверхности, биением и радиальными погрешностями ее вращения. При этом также исключаются радиальные погрешности, вызывающие колебание массы измерительных приборов, которые возникают под влиянием радиальных погрешностей шпинделя станка, а также шарнирного соединения измерительных приборов со шпинделем.
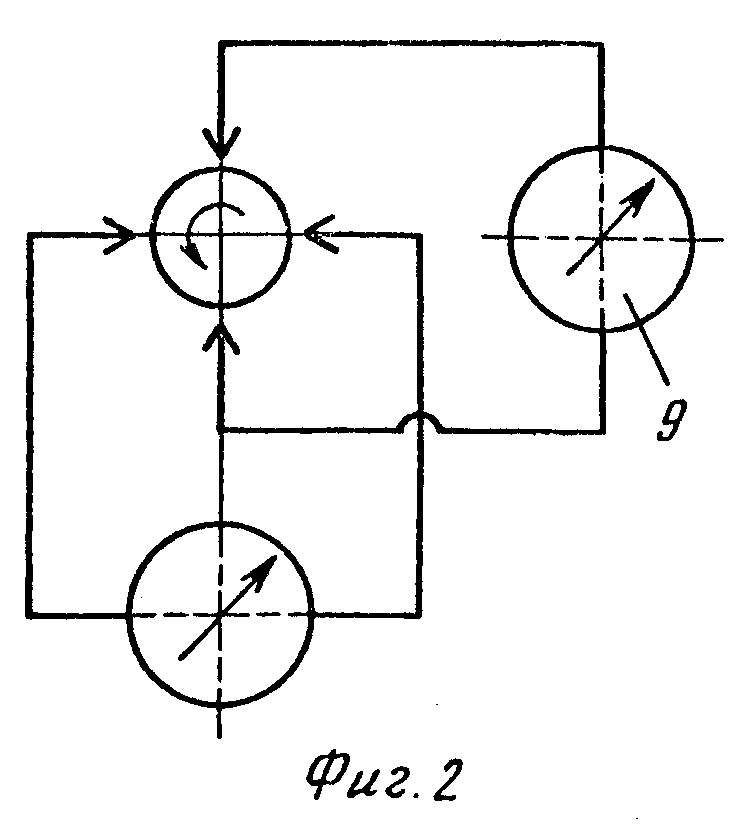
На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 схема соединения преобразователей с отсеченными приборами.
На шпинделе 1 с помощью шарнира 2 установлена измерительная головка 3 с преобразователями 4. Упор 5 служит для предохранения измерительной головки от вращательного движения. Контрольная оправка 6 установлена соосно оси шпинделя и совместно с приводом вращательного движения 7 закреплена на рабочем столе 8. Преобразователи 4 соединены с отсчетными приборами 9.
При медленном вращении шпинделя станка и контрольной оправки со скоростями, значительно меньшими собственной частоты колебаний выходных сигналов измерительных приборов, изменение их величин будет отражать суммарное отношение погрешностей, характеризующих колебание массы измерительных приборов, и погрешности, вызываемой контрольной оправкой. При этом изменение выходных сигналов измерительных приборов будет описываться
где K-чувствительность измерительных приборов;
Δпр колебание массы измерительных приборов под влиянием радиальных погрешностей вращения шпинделя и шарнира;
ωшп скорость вращения шпинделя;
ωоп скорость вращения контрольной оправки;
Δоп погрешности, вызываемые контрольной оправкой.
С увеличением скорости вращения шпинделя и контрольной оправки произойдет снижение чувствительности измерительных приборов K за счет их инерционности, т. е. за счет того, что их собственная частота колебания меньше частоты вращения шпинделя и частоты вращения контрольной оправки, а также меньше суммарного отношения указанных погрешностей. При этом выходные сигналы измерительных приборов перестанут реагировать на суммарное отношение указанных погрешностей.
Одновременно с увеличением скорости вращения шпинделя будут проявляться вышеуказанные динамические факторы, влияющие на взаимное положение шпинделя и рабочего стола. При этом выходные сигналы измерительных приборов будут учитывать величину этого взаимного смещения в виде постоянной величины, так как способ осуществляется с постоянной скоростью вращения шпинделя.
В результате исключения указанных погрешностей и учета динамических факторов выходные сигналы измерительных приборов будут характеризовать положение оси вращения шпинделя с более высокой точностью и описываться
Y=KΔ∂,
где Δ∂ величина смещения оси вращения под влиянием динамических факторов.
В процессе же перемещения шпинделя выходные сигналы измерительных приборов будут описываться
Y=K(Δ∂+Δпш),
где Δпш отклонение от прямолинейности оси вращения шпинделя.
Пример осуществления способа.
Экспериментальные испытания осуществлялись при контроле прямолинейности перемещения шпинделей силовых головок ГР-02М, изготовляемых ВПО "Техника". Контроль осуществляли с помощью устройства, в котором в качестве измерительных приборов были использованы пневматические сильфонные преобразователи модели 236 с бесконтактными измерительными соплами. Выходной пневматический сигнал преобразовывали в электрический и с помощью самописца Н-327 регистрировали на графиках.
Режимы осуществления способа контроля:
Скорость вращения шпинделя 2000 об/мин
Скорость перемещения шпинделя 60 мм/мин
Скорость вращения контрольной оправки 1000 об/мин
Инерционность выходного сигнала измерительного прибора 1с
Чувствительность выходного сигнала 5000 (1 мкм 5 мм)
При осуществлении способа шпиндель вращали на рабочей скорости, а измерительную головку 3 перемещали со шпинделем вдоль поверхности контрольной оправки 6, вращаемой с помощью привода 7. При постоянном взаимодействии преобразователей 4 с поверхностью оправки 6 осуществляли контроль прямолинейности траектории на всей длине перемещения оси вращения шпинделя 1. Результаты контроля в двух взаимно перпендикулярных направлениях регистрировались.
Применение способа контроля прямолинейности траектории перемещения оси вращения шпинделя по сравнению с известным способом обеспечивает в 5-6 раз повышение точности и объективности контроля прямолинейности траектории перемещения оси вращения шпинделя.

1. Способ контроля прямолинейности траектории перемещения оси вращения шпинделя, заключающийся в том, что шпиндель вращают на рабочей скорости и перемещают измерительные приборы вдоль поверхности цилиндрической оправки, отличающийся тем, что, с целью повышения точности, измерительные приборы свободно устанавливают на шпинделе и затормаживают относительно основания и относительно оси шпинделя, который перемещают относительно контрольной оправки, установленной на рабочем столе соосно оси вращения шпинделя.
2. Способ по п.1, отличающийся тем, что контрольную оправку вращают с частотой, которая в суммарном отношении с частотой колебания массы измерительных приборов больше собственной частоты выходных сигналов измерительных приборов.
| Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков | 1978 |
|
SU745095A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
