Известны способы контроля перпендикулярности траектории подвижного узла металлорежущего станка к оси вращения щпинделя, заключающиеся в том, что в шпиндель станка устанавливают оправку с плоским торцом, а на подвижный узел - индуктивный датчик, наконечник которого взаимодействует с торцом оправки; подвижный узел перемещают по контролируемой траектории с некоторой скоростью и по сигналу датчика судят о контролируемой величине.
Однако известные способы имеют низкую точность контроля в результате соизмеримости скоростей вращения шпинделя и пере.мещения подвижного узла.
Цель изобретения-повысить точность контроля. В описываемом способе это достигается тем, что шпиндель приводят во вращение со скоростью, обеспечивающей за время его одного оборота перемещение датчика не менее, чем на один порядок меньше диаметра торца оправки; а из сигнала датчика отфильтровывают составляюшие с периодом, равным и меньшим времени одного оборота шпинделя.
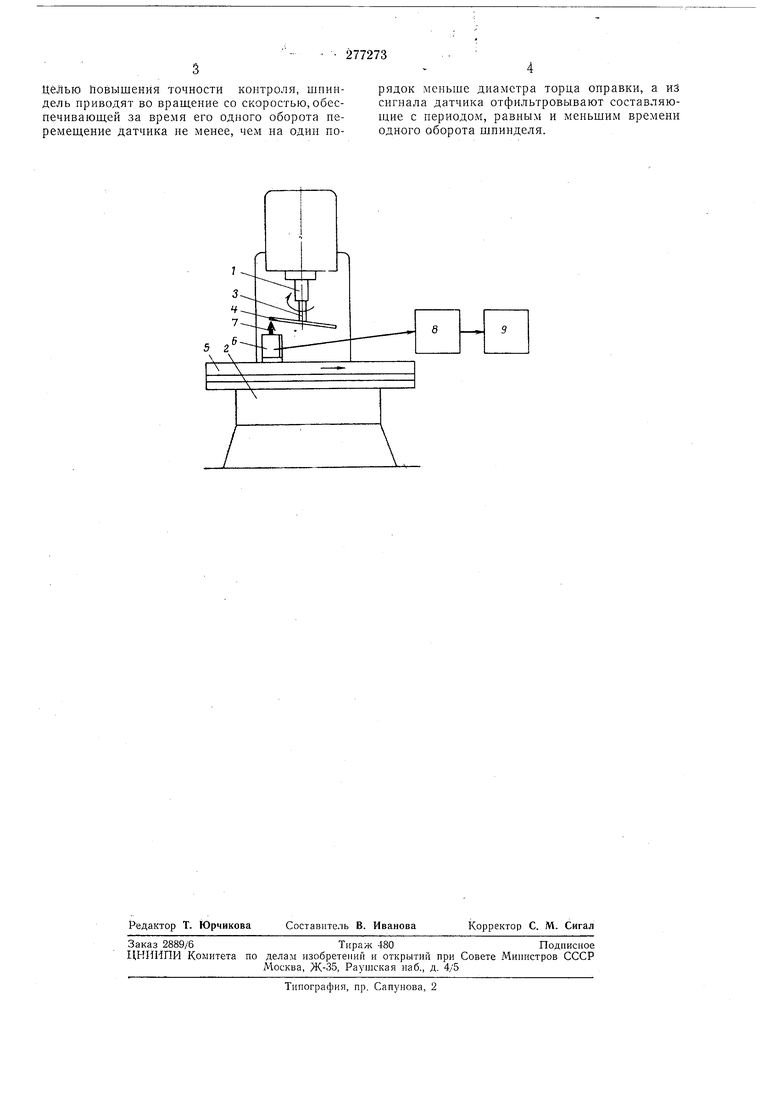
На чертеже изображено устройство для осуществления нредлагаемого способа.
В щпиндель / станка 2 устанавливают оправку 3 с плоским торцом 4. На подвил ный узел 5 (
действует с торцом оправки. Датчик 6 через фильтр 8 соединяют с регистрирующим прибором 9.
Подвижный узел перемещают по контролируемой траектории с некоторой скоростью, а щпиндель приводят во вращение со скоростью, обеспечивающей за время его одного оборота перемещение датчика не менее, чем на один порядок меньше диаметра торца оправки. При
этом из сигнала с индуктивного датчика фильтром отсекают составляющие с периодом, равным и меньшим времени одного оборота шпинделя, и остаточный сигнал регистрируют на приборе 9. По виду и величине сигнала судят
о перпендикулярности траектории подвижного узла к оси вращения щпинделя.
Предмет изобретения
Способ контроля перпендикулярности траектории подвижного узла металлорежущего станка к оси вращения шпинделя, заключающийся в том, что в шпиндель станка устанавливают оправку с плоским торцом, на подвижный узел устанавливают индуктивный датчик, наконечник которого взаимодействует с торцом оправки, подвижный узел перемещают по контролируемой траектории с не
Целью Повышения точности контроля, шпиндель приводят во вращение со скоростью, обеспечиваюшей за время его одного оборота неремендение датчика не менее, чем на один порядок меньше диаметра торца оправки, а иЗ сигнала датчика отфильтровывают составляющие с периодом, равным и меньшим времени одного оборота щпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для МЕХАНИЗИРОВАННОГО КОНЦЕВОГО ИНСТРУМЕНТА | 1973 |
|
SU405666A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И ЗАПИСИ ТРАЕКТОРИИ ДВИЖЕНИЯ ОСИ ШПИНДЕЛЕЙ ТОЧНЫХ СТАНКОВ | 1973 |
|
SU379323A1 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| Стенд для испытания шпиндельных узлов | 1989 |
|
SU1703268A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ | 1965 |
|
SU169976A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ТОЧНОСТИ ВРАЩЕНИЯ ПРЕЦИЗИОННЫХ ШПИНДЕЛЕЙ | 1969 |
|
SU251332A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ОТНОСИТЕЛЬНОГО ДВИЖЕНИЯ ИНСТРУМЕНТА И ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1969 |
|
SU240452A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |