Изобретение относится к оборудованию шинной промышленности и предназначено для изготовления протекторных заготовок путем навивки шприцованной ленты при сборке и восстановлении покрышек пневматических шин.
Цель изобретения - сокращение цикла навивки беговой части протектора.
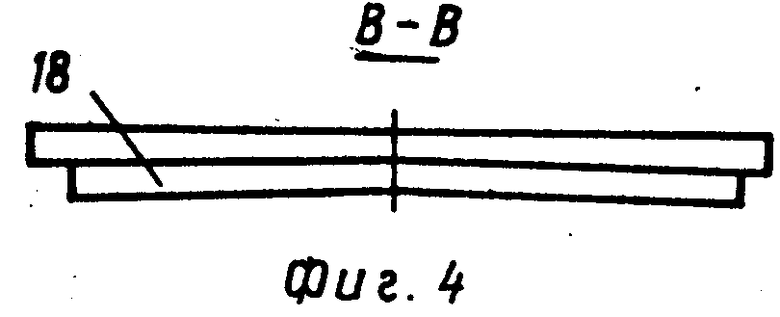
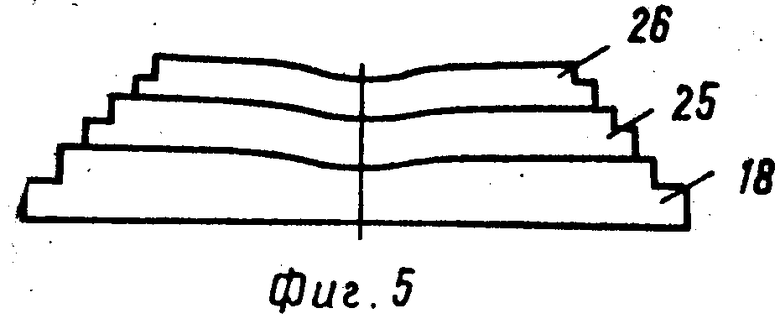
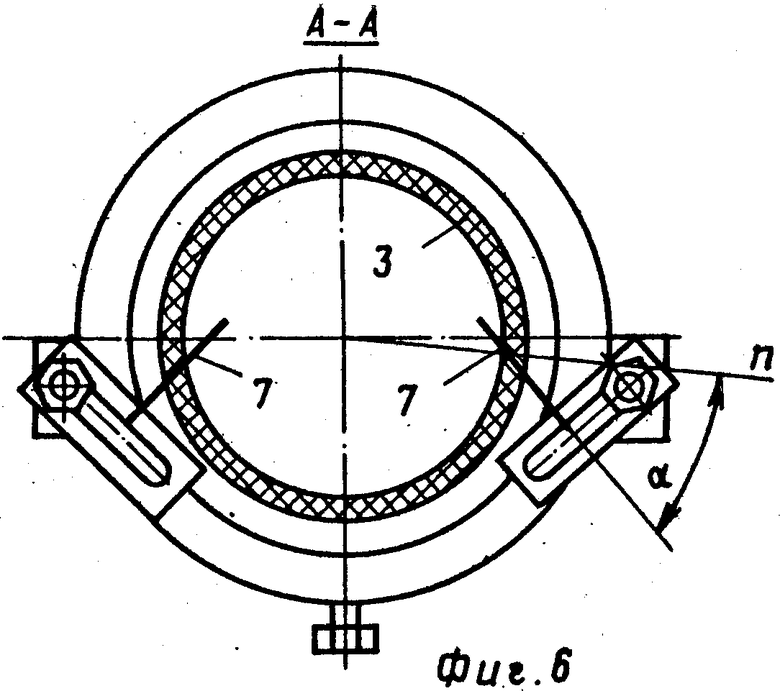
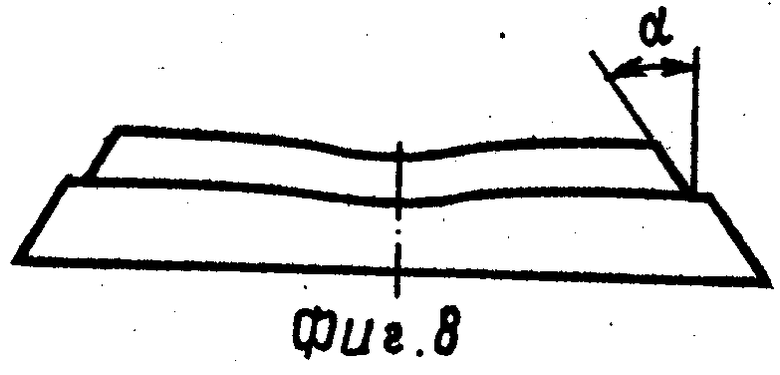
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1, повернуто; на фиг. 5 - навиваемый профиль заготовки протектора; на фиг. 6 - вариант установки ножей для резки рукава (разрез А-А на фиг. 1); на фиг. 7 - навиваемая лента по варианту установки ножей на фиг. 6; на фиг. 8 - навиваемый профиль по варианту установки ножей на фиг. 6.
Устройство содержит механизм для формования резиновой смеси, выполненный в виде червячной машины 1 с головкой 2, шприцующей в кольцевом зазоре 3 рукавную заготовку 4.
На корпусе головки 2 симметрично относительно ее вертикальной оси установлены в опорах 5 посредством пазов 6 ножи 7 для резки рукава на ленты 8 и 9.
Устройство содержит также сборочный барабан 10 с приводом его вращения и системой программного управления.
Между червячной машиной 1 и барабаном 10 расположен роликовый компенсатор, содержащий свободно вращающиеся ролики 11 и 12 и плавающий ролик 13.
На входе в компенсатор над роликом 11 смонтирован дублирующий ролик 14, ось которого параллельна оси ролика 11. Ролик 14 может быть приводным или свободно вращающимся и прижиматься к ролику 11, например под действием собственной массы.
Между головкой червячной машины 1 и дублирующим роликом 14 расположены две пары направляющих роликов 15 и 16, смонтированных консольно на опорах 17 с возможностью свободного вращения. Пара роликов 15 установлена напротив пары роликов 16 по другую сторону от вертикальной оси головки 2 симметрично, и пары обращены свободными торцами навстречу друг другу и смонтированы симметрично относительно общей оси симметрии а-а' параллельной оси ролика 14.
Устройство содержит также механизм подачи ленты 18 на сборочный барабан 10, расположенный между компенсатором и сборочным барабаном и выполненный в виде шарнирно установленного на основании 19 с возможностью качания рычага 20 с приводным подающим роликом 21.
С подающим роликом 21 взаимодействует прижимной ролик 22.
Над роликом 21 смонтирован нож 23 с приводом 24 его перемещения.
Устройство работает следующим образом.
Профилируемую головкой 2 червячной машины 1 рукавную заготовку 4 из резиновой смеси разрезают ножами 7 на две ленточные заготовки 8 и 9, разделяют из по линии реза и заправляют на ролики 15 и 16.
Ролики 15 и 16 разворачивают заготовки 8 и 9 таким образом, что верхняя заготовка 8 изгибается боковыми кромками вверх, а нижняя 9 - боковыми кромками вниз (фиг. 3, пунктиром показано первоначальное сечение рукава).
Сориентированные таким образом ленточные заготовки перемещаются в зазор между роликами 11 и 14, дублируются роликом 14 в плоскую двухслойную заготовку (см. фиг. 4) ступенчатого профиля с вытеснением воздуха при дублировании от центра к кромкам.
Затем сдублированная заготовка проходит через компенсатор к подающему ролику 21 и навивается на сборочный барабан 10 при равенстве линейных скоростей вращения ролика 21 и барабана 10 (на фиг. 1 V1 и V2 соответственно).
С каждым последующим оборотом барабана 10 скорость его вращения увеличивается с помощью системы программного управления ступенчато относительно постоянной скорости подачи ленты 18 роликом 21, производя вытягивание ее на участке между роликом и барабаном, причем на каждом витке вытяжку задают до придания ширины 25 в навиваемых слоях в соответствии с заданным профилем протекторной заготовки 26 (см. фиг. 5). После наложения полного комплекта слоев (18, 25, 26), резиновой смеси производят резку ленты 18 на ролике 21 ножом 23, закатку свободного конца на заготовку покрышки и смену заготовки.
В случае осуществления технологического процесса навивки ленты 18 с профилем, имеющим наклон боковых кромок к основанию (см. фиг. 7), перемещают ножи 7 в пазах 6 относительно опор 5 для установления режущих кромок ножей под углом α относительно нормали n к фронту кольцевого зазора 3 (см. фиг. 6), соответствующим наклону боковых сторон протекторной заготовки (см. фиг. 8).
Далее цикл навивки повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |



Изобретение относится к оборудованию шинной промышленности и предназначено для изготовления протекторных заготовок путем навивки шприцованной ленты при сборке и восстановлении покрышек пневматических шин. Цель изобретения - сокращение цикла навивки беговой части протектора. Для этого устройство снабжено смонтированным перед компенсатором посредством оси, параллельной осям роликов компенсатора, дублирующим роликом. Направляющие ролики 15 и 16 установлены попарно перед дублирующим роликом свободными торцами навстречу друг другу. Ролики 15 и 16 в каждой паре смонтированы симметрично относительно оси a-a′ их симметрии, параллельной оси дублирующего ролика. Ножи смонтированы с возможностью регулирования углового и линейного положения режущих кромок. 1 з.п. ф-лы, 8 ил.
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Солесос | 1922 |
|
SU29A1 |
