Известные устройства для электрической резки стальных тросов, содержащие токоподводящие зажимы для нагрева троса в зоне резки-и механизм для разрыва троса в нагретой зоне, не обеспечивают автоматизацию процесса резки.
Предлагаемое устройство автоматизирует процесс резки троса на куски определенной длины.
Сущность изобретения заключается в том, что устройство снабжено роликовым механизмом для подачи троса в зону нагрева и концевым выключателем, взаимодействующим с концом подаваемого троса и выключающим механизмом подачи при заданной длине поданного троса, а зажимы снабжены приводом, зажимающим трос после остановки механизма подачи и открывающим зажимы после разрыва нагретого троса.
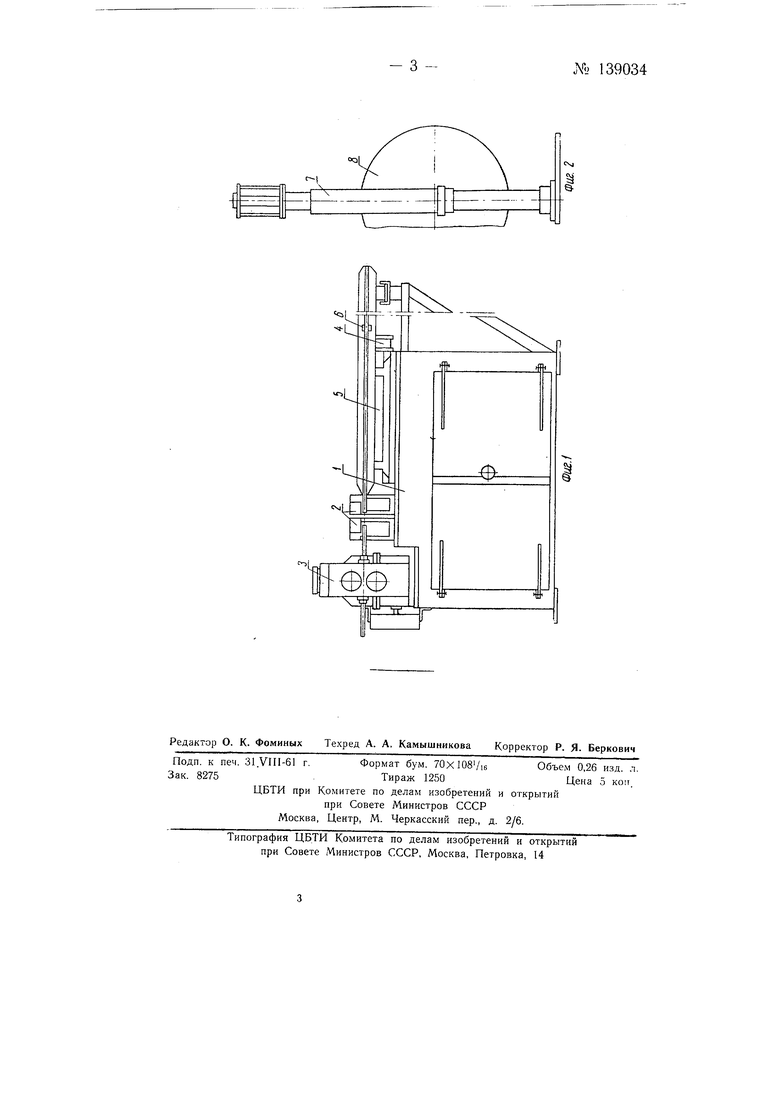
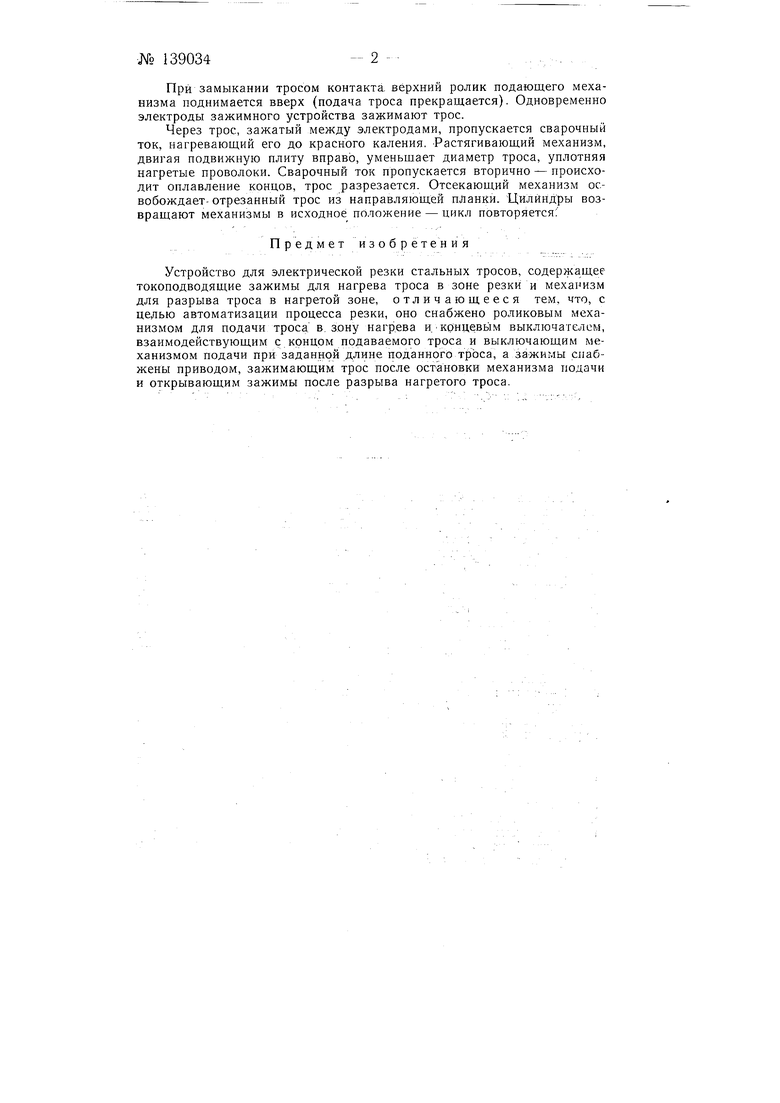
На фиг. 1 схематично изображен боковой вид устройства; на фиг. 2 - схема пневматического подъемника.
Внутри станины / помещен сварочный трансформатор малой мощности, вторичный виток которого соединен с электродами зажимного устройства 2.
Подача троса осуществляется при помощи механизма 5; растяжение троса обеспечивается механизмом 4, на котором укреплен отсекающий механизм 5 с передвижным электрическим контактом 6, определяющим длину отрезаемого троса. С левой стороны устройства установлен пневматический подъемник 7 (фиг. 2) с подвещенной на нем катущкой 8 троса. Трос через направляющие втулки роликами подающего механизма . пропускается через разжатые электроды зажимного устройства 2 по направляющей планке отсекающего механизма 5 до электрического контакта 6.
№ 139034- 2
При замыкании тросом контакта верхний ролик подающего механизма поднимается вверх (подача троса прекращается). Одновременно электроды зажимного устройства зажимают трос.
Через трос, зажатый между электродами, пропускается сварочный ток, нагревающий его до красного каления. -Растягивающий механизм, двигая подвижную плиту вправо, уменьщает диаметр троса, уплотняя нагретые проволоки. Сварочный ток пропускается вторично - происходит оплавление концов, трос разрезается. Отсекающий механизм освобождает-отрезанный трос из направляющей пЛанки. Цилиндры возвращают механизмы в исходное положение - цикл повторяется:
Предмет изобретения
Устройство для электрической резки стальных тросов, содержащее токоподводящие зажимы для нагрева троса в зоне резки и механизм для разрыва троса в нагретой зоне, отличающееся тем, что, с целью автоматизации процесса резки, оно снабжено роликовым механизмом для подачи троса в. зону нагрева и.-концевым выключателем, взаимодействующим с концом подаваемого троса и выключающим механизмом подачи при заданной длине поданного троса, а зажимы снабжены приводом, зажимающим трос после ост-ановки механизма подачи и открывающим зажимы после разрыва нагретого троса.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| Полуавтоматический станок для абразивного разрезания материалов различных профилей | 1960 |
|
SU137418A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Полуавтоматический станок для абразивного разрезания материалов различных профилей | 1958 |
|
SU124831A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ЩЕЛЕВОГО ФИЛЬТРА | 2008 |
|
RU2394662C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| Установка для высокочастотной стыковой сварки труб | 1961 |
|
SU143941A1 |
| Установка для резки цилиндрическихТРуб | 1979 |
|
SU846135A1 |