Изобретение относится к сварке, в частности к способу производства арматурных сеток с укороченными продольными стержнями, и может быть использовано в строительстве.
Наиболее близкой к изобретению является машина для контактной точечной сварки арматурных сеток, содержащая смонтированные на станине сварочные электроды-с приводом, барабаны для продольной проволоки, механизм подачи поперечных стержней, механизм проталкивания сетки и ножниць 1 для ее резки.
При изготовлении сеток продольная проволока автоматически подается с барабанов под электроды 1.
Однако изготавливать сетки с укороченными продольными стержнями, дающими значительную экономию стали, невозможно, так как не обеспечивается нарезка продольной проволоки на стержни разной длины.
Целью изобретения является обеспечение возможности изготовления сеток с укороченными продольными стержнями. ,
Эта цель достигается тем, что мащина для контактной точечной сварки арматурных сеток, содержащаясмонтированные на станине приводные сварочные электроды, закрепленные на раме, барабаны для продольной гфоволоки, направляющие для продольной проволоки, механизм -подачи поперечных стержней и механизм проталкивания сетки и гильотинные ножницы, снабжена дополнительной рамой -с установленными на ней приводными ножницами для резки продольных проволок и подБижяой траверсой с зажимами для проталкивания отрезанных продольных проволок под электроды, при этом дополнительная рама и подвижная траверса размещены между барабанами для продольной проволоки и рамой со сварочными электродами.
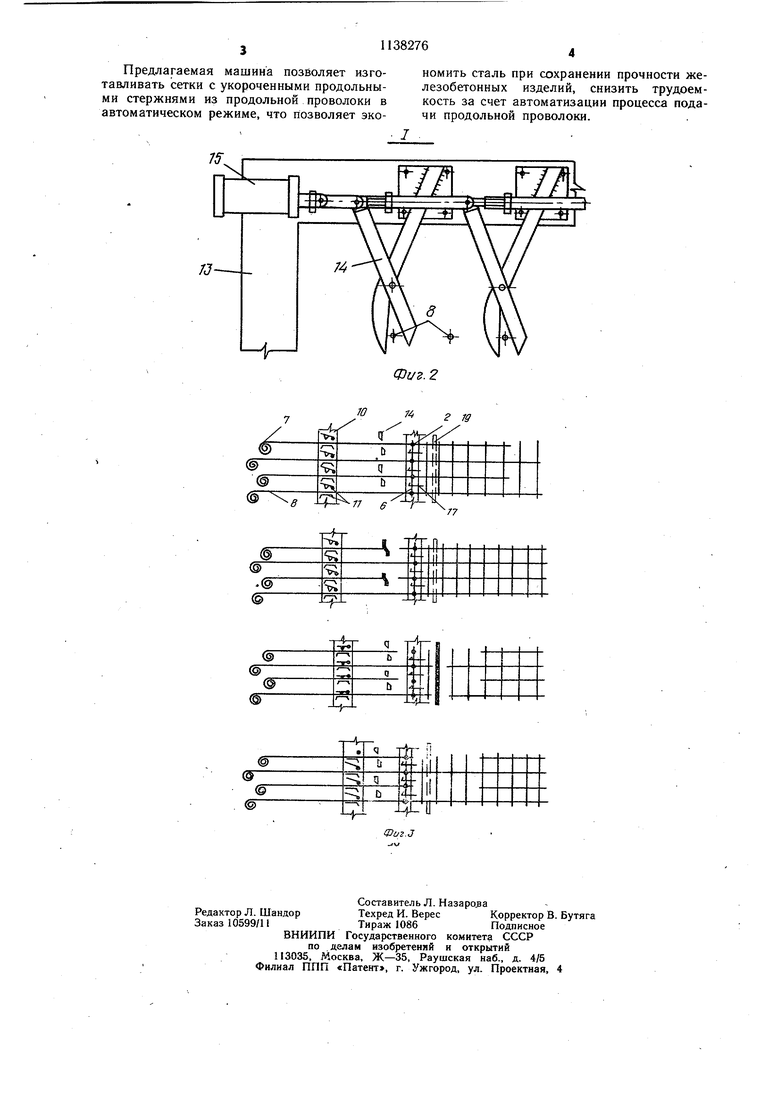
На фиг. 1 показана мащина, аксонометрия; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - этапы изготовления сетки с укороченными продольными стержнями.
Мащина содержит станину 1 с нижним электродом 2 и укрепленную на ней раму 3 с верхним подвижным электродом 4 (привод, например, пневматический - Машина содержит также роликовый механизм 5 для подачи поперечных стрежней 6, барабань 7 с продольной проволокой 8. Перед электродами 2 и 4 установлены направляющие 9 с подвижной траверсой 10, имеющей открь;тые сверху зажимы И для продольной проволоки 8. Привод зажимов 11 может быть выполнен в виде пневмоцилиндра 2. Между электродами 2 и 4 и траверсой 10 жестко укреплена на станине дoпoJПlитeльиaя рама 13 с ножницами 14 для резки продольной проволоки,расположенными вертикально, и пневмоцилиндром 15.
Одни концы ножниц 14 жестко укреплены на дополнительной раме 13, а другие - присоединены к штоку пневмоцилиндра 15.
Ножницы размещены на дополнительной раме 13 соосно зажимам 11 через одну продольную проволоку 8.
За электродами 2 и 4 на станине 1 закреплены подвижная траверса 16 с крюками 17 для проталкивания сетки и приводом 18 (пневмоцилиндры) и гильотинные ножницы 19 для резки сетки 20.
Машина работает следующим образом.
Перед сваркой сетки траверсу 10 с зажимами 11 перемещают по направляющим 9 и устанавливают от сварочных электродов на расстоянии, равном размеру смещения продольных стержней. После этого продольные проволоки 8 сматывают с барабанов 7 и укладывают в открытые сверху зажимы 11,протягивая через ряд концы проволок под сварочные электроды 2 и 4. Далее включают привод 12 и зажимы закрываются, зажимая продольные проволоки 8. Под электроды также подают поперечные стержни 6 с помощью роликово1О механизма 5. После этого опускают верхний электрод с помощью пневмоцилиндра и производят сварку сетки. Возвращают электрод в исходное положение и включают привод перемещения траверсы 16, при перемещении которой крюки 17, зацепл-яясь за поперечный стержень б, перемещают сетку на шаг. При перемещении сетки также нй шаг перемеш.аются продольные проволоки 8, передвигая траверсу 10 с зажимами Г; по направляюигим 9. После этого траверсу 16 устанавливают в исходное положение.
t
Далее цикл, сварки сетки продолжают
в автоматическом режиме до тех пор, пока свободные концы гшодо.льных проволок 8 установятся под сварочные электроды 2 и приварятся к поперечным стержням б.
Приводом i2 открывают зажимы И и возвращают траверсу 10, например, с помощью противовеса в исходное положение, после чего продолжают сварку в автоматическом ре.жиме. После образования сетки заданного размера включают, например, от конечного выключателя пневмоцилиндр 15 ножниц 14, концы которых, перемещаясь, отрезают заведенные в них продольные проволоки 8, после чего пневмоцилиндр 15 отключается.
Через заланное число шагов сетки включают привод 12 зажимов 11, зажимают проволоки 8, после чего обрезанные их концы перемещаются под электроды и привариваются к поперечным стержням 6. Затем при водом 12 открывают зажимы 1 и гильотинными ножнии.ам 19 отрезают сетку, которая сбрасывается на пакетировщик, а цикл повторяечся.
Предлагаемая машина позволяет изготавливать сетки с укороченными продольными стержнями из продольной проволоки в автоматическом режиме, что позволяет экономить сталь при сохранении прочности железобетонных изделий, снизить трудоемкость за счет автоматизации процесса подачи продольной проволоки.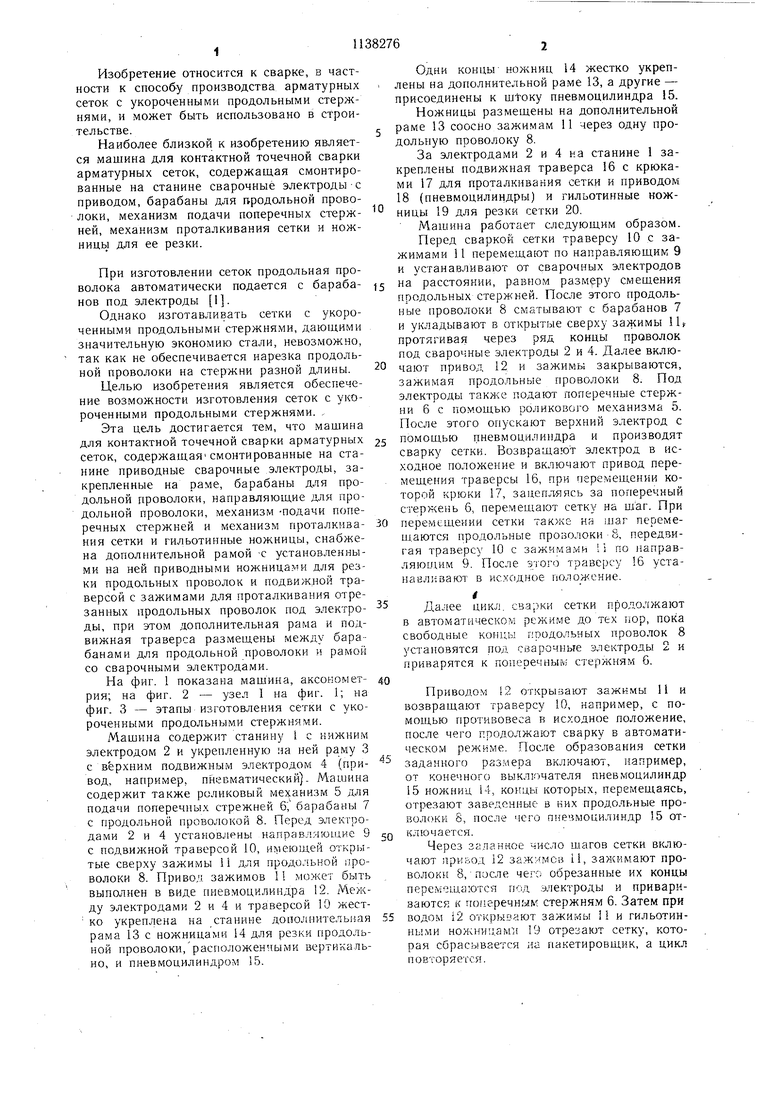
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1968 |
|
SU210289A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| Устройство для подачи поперечных стержней | 1988 |
|
SU1528630A1 |
| Машина для контактной сварки арматурных сеток | 1972 |
|
SU460136A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК, содержащая смонтированные на станине приводные сварочные электроды, закрепленные на раме, барабаны для продольной проволоки, направляющие для продольной проволоки, механизм подачи поперечных стержней, механизм проталкивания сетки и гильотинные ножницы, отличающаяся тем, что, с целью обеспечения возможности изготовления сеток с укороченными продольными стержнями, машина снабжена дополнительной рамой с установленными на ней приводными ножницами для резки продольных проволок и подвижной траверсой с зажимами для проталкивания отрезанных продольных проволок под электроды,, при этом дополнительная рама и подвижная траверса размещены между барабанами для продольной проволоки и рамой со сварочными электродами. (Л оо 00 to О)
74
г ig
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А | |||
| С | |||
| Арматурные работы | |||
| М., «Высшая школа, 1976, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
