00
со
о
4
СО 00
Изобретение относится к промышленности строительных материалов и может быть использовано при производстве кирпича, керамических камней и дренажных труб.
Цель изобретения - снижение энергозатрат, упрощение производственного процесса и повышения качества сушки.
На чертеже изображено устройство для осуществления способа термооб- работки керамических изделий.
Устройство для термообработки керамических изделий содержит зону 1 усадки изделий, зону 2 досушки и печь для обжига (не показана), вентиляторы 3 и 4 для отбора теплоносителя в зоне 1 усадки, вентиляторы 5 и 6 - в зоне досушки, рециркуляционный вен- тилятор 7 и патрубки для подачи 8 и отбора 9 теплоносителя.
Способ термообработки керамически изделий реализуется следующим образом.
Выходящий из пресса паропрогретый вакуумированный брус относительной влажности 18% разрезают многострунным аппаратом на отдельные изделия (кирпич), раздвигают их и направляют уложенными в один или несколько рядов в щелевую сушилку в зону усадки.
В щелевой сушилке их сушат до критической влажности, т.е. до конца усадки, которая составляет в зависимости от керамических свойств глины 10-16%.
Теплоноситель в сушилку подают рассредоточенно по длине рабочего канала перпендикулярно к его оси, т.е. вдоль пустот в изделиях. При прохождении изделиями зон подачи теплоносителя осуществляется их циклич- ньш обдув со скоростью выхода теплоносителя 10-15 м/с. Размеры патрубко подачи агента сушки и расстояние между ними выбраны таким образом, что в начальном периоде сушки обдув изделий ( a. ) равеН 1 МИН ПрИ ПрОДОЛЖИтельности цикла 10 мин, т.е. коэффициент расхода
0
о
чальном периоде сушки , d 40 Г/КГ; в конце периода , d 30 г/кг.
После зоны усадки при достижении критической влажности изделиями (14%) их автоматом-садчиком уклгщывают на печную вагонетку квадратными разреженными пакетами размером в плане 1,05 X 1,05 м высотой в 12 рядов. Загруженные таким путем печные вагонетки направляют в зону досушки, где осуществляют вторую степень сушки до равновесной влажности изделий 5 (2-4%).
В качестве теплоносителя для второй зоны сушки используют отходящие газы туннельной печи с температурой 100-120 с и влагосодержанием 12 - 16 г/кг сухого воздуха.
Возможность использования отходящих газов печи в качестве теплоносителя для второй зоны обусловливается пакетной укладкой изделий, омываемых ь дымовыми газами, и созданием в ней прямоточно-противоточного движения теплоносителя, при котором на загрузочном и выгрузочном концах сушилки обеспечивается отрицательное давление 5-15 Па.
Таким образом, использование укладки изделий в разреженные пакеты между зонами сушки позволяет освободиться от значительного парка сушильных вагонеток, не требует больших Площадок и позволяет значительно упростить производственный процесс изготовления керамических изделий, ликвидировав трудоемкую операцию перекладки изделий с сушильных вагонеток на печные. Кроме того, предлагаемый способ сушки является более экономичным в тепловом отношении, так как позволяет использовать в качестве теплоносителя для второй зоны отходящие дымовые газы печи, которые при известных способах сушки выбрасываются в атмосферу вследствие содержания в них сернистых соединений.
0 Формула изобретения
0
5
0
5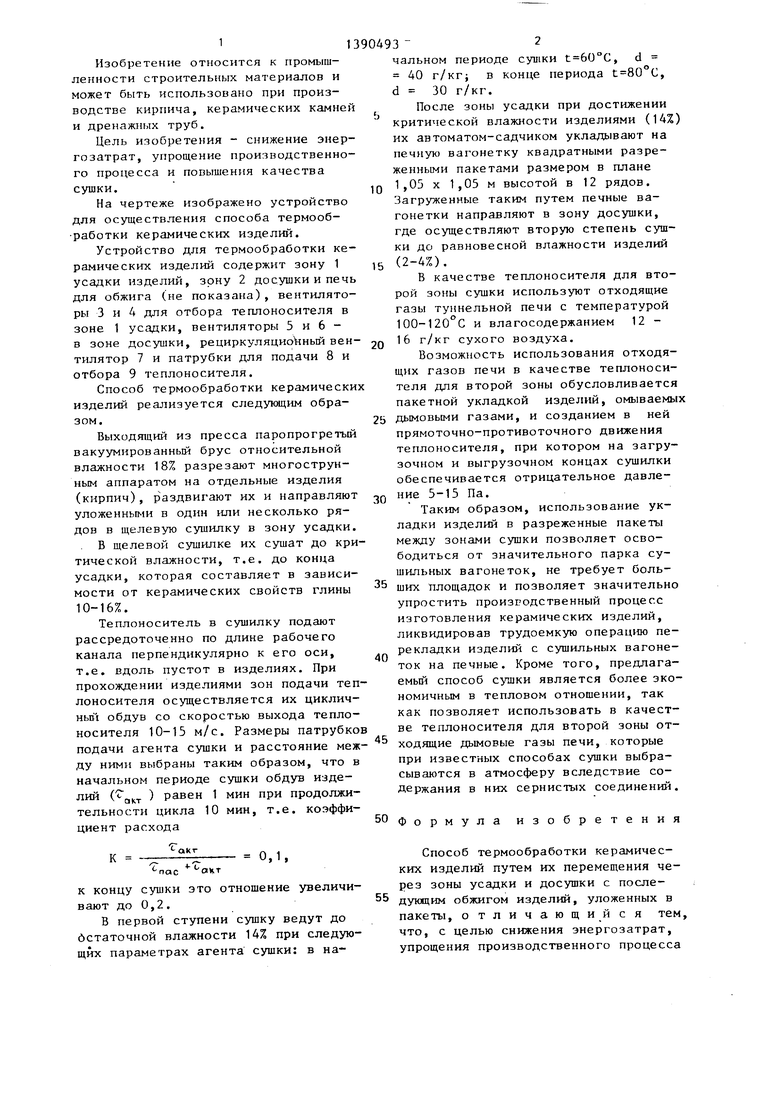
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| СПОСОБ ПОДГОТОВКИ И РАСПРЕДЕЛЕНИЯ УГЛЯ В ТУННЕЛЬНЫХ ПЕЧАХ | 1991 |
|
RU2030687C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЛИЦЕВЫХ КЕРАМИЧЕСКИХ СТЕНОВЫХ МАТЕРИАЛОВ МЕТОДОМ ПОЛУСУХОГО ПРЕССОВАНИЯ | 2000 |
|
RU2170172C1 |
| СПОСОБ ТЕРМООБРАБОТКИ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ СЕРУСОДЕРЖАЩЕГО АЛЮМОСИЛИКАТНОГО СЫРЬЯ | 1992 |
|
RU2036881C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2751325C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
| КЕРАМИЧЕСКИЙ КИРПИЧ, КАМЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, КАМНЯ | 1997 |
|
RU2120923C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2763651C1 |
Изобретение м.б. использовано в промьшшенности строительных материалов при производстве кирпича,керамических камней и дренажных труб. Цель изобретения - снижение энергозатрат, упрощение производственного процесса и повышение качества сушки изделий. Для этого укладку изделий в пакеты осуществляют после зоны усадки при достижении изделиями критической влажности, т.е. до конца усадки, которая составляет в зависимости от керамических свойств глины 10-16%. После зоны усадки изделия автоматом-садчиком укладьтают на печную вагонетку квадратными разреженными пакетами. Затем вагонетки направляют в зону досушки. В качестве теплоносителя для второй зоны используют отходящие газы туннельной печи с т-рой 100-120 С и влагосодер- жанием 12-16 г/кг сухого воздуха. Такой способ термообработки позволяет освободиться от значительного парка сушильных вагонеток, не требует больших площадей и позволяет использовать в качестве теплоносителя для второй зоны отходящие дымовые газы печи. 1 ил. с (Л
К -QKr
пас
0,1,
к концу сушки это отношение увеличивают до 0,2.
В первой ступени сушку ведут до бстаточной влажности 14% при следующих параметрах агента сушки: в наСпособ термообработки керамических изделий путем их перемещения через зоны усадки и досушки с после- дующим обжигом изделий, уложенных в пакеты, отличающийся тем, что, с целью снижения энергозатрат, упрощения производственного процесса
и повышения качества сушки, укладку изделий в пакеты осуществляют после
J П
зоны усадки при достижении изделиями критической влажности.
99$
| Способ сушки изделий,обладающих усадкой | 1976 |
|
SU591668A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
