(2П 4110170/234)2
(22) 16.07.86
(46) 30.04.88. Бюл.И 16
(72) В.ДоВоевода, М.Г.Каплун,
А.И.Фельдман, Г.Д.Самойленко,
А.А.Лисовский, Ф.Л.Кузнецов
и С.А.Филатов
(53)621.774.36(088.8)
(56)Авторское свидетельство СССР № 592469, кл. В 21 В 21/00, 1976.
Авторское свидетельство СССР № 694233, кл. В 21 В 21/00, 1962.
(54)СПОСОБ ПИЛЬГЕРНОЙ ПРОКАТКИ ТРУБ
(57)Изобретение относится к трубопрокатному производству и может быть использовано на станах холодной (теплой) пильгерной прокатки труб. Цель изобретения - увеличение выхо- да годного при многопроходной прокатке без промежуточных термообработок. В очаге деформации каждого прохода, образованного ручьями подвижного деформирующего инструмента и неподвижной ступенчатой оправкой, осуществляется многократное чередование упрочняющегося и разупрочняющегося изменения объема подачи. В каждом последующем проходе число циклов разг упрочнения увеличивают на 1-3 цикла, используя оправку с числом ступеней на 1-3 большим. Уменьшение внутреннего диаметра при разупрочняющем изменении объема подачи осуществляют без соприкосновения с оправкой в пре- делах 0,3-0,8 величины уменьшения внутреннего диаметра при предыдущем изменении объема подачи на участке равной длины, от 0,7-0,8 в первом проходе до 0,,4 в последнем. Одновременно длину каждого из чередующихся участков изменения объема подачи в каждом последующем проходе уменьшают во столько раз, во сколько раз длина очага деформации меньше, чем в предыдущем проходе, причем суммарная длина разупрочняющих участков в пределах 10-Зб% длины обжимной зоны. 2 ил.
с
(Л
с:
00
со
4
Изобретение относится к трубопро- кaтнo fy проиаводству и может быть ис пользовано на станах холодной прокатки труб
Цель изобретения - увеличение вы хода при многопроходной прокатке без промежуточных термообработок,
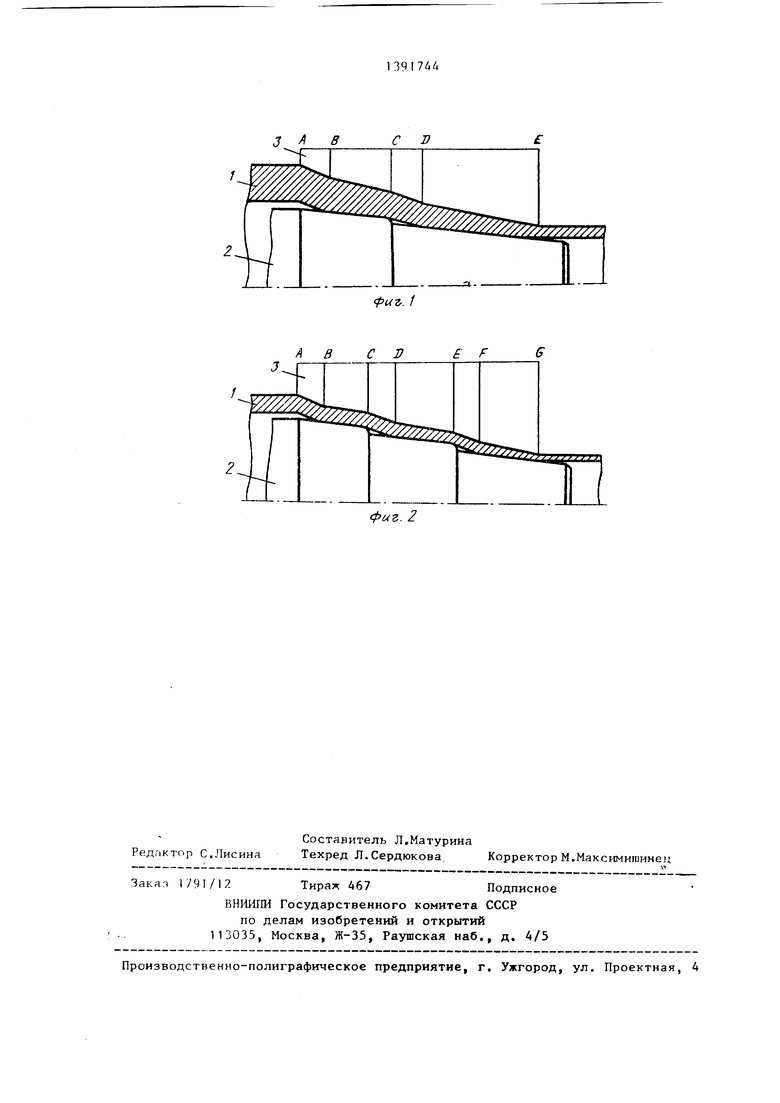
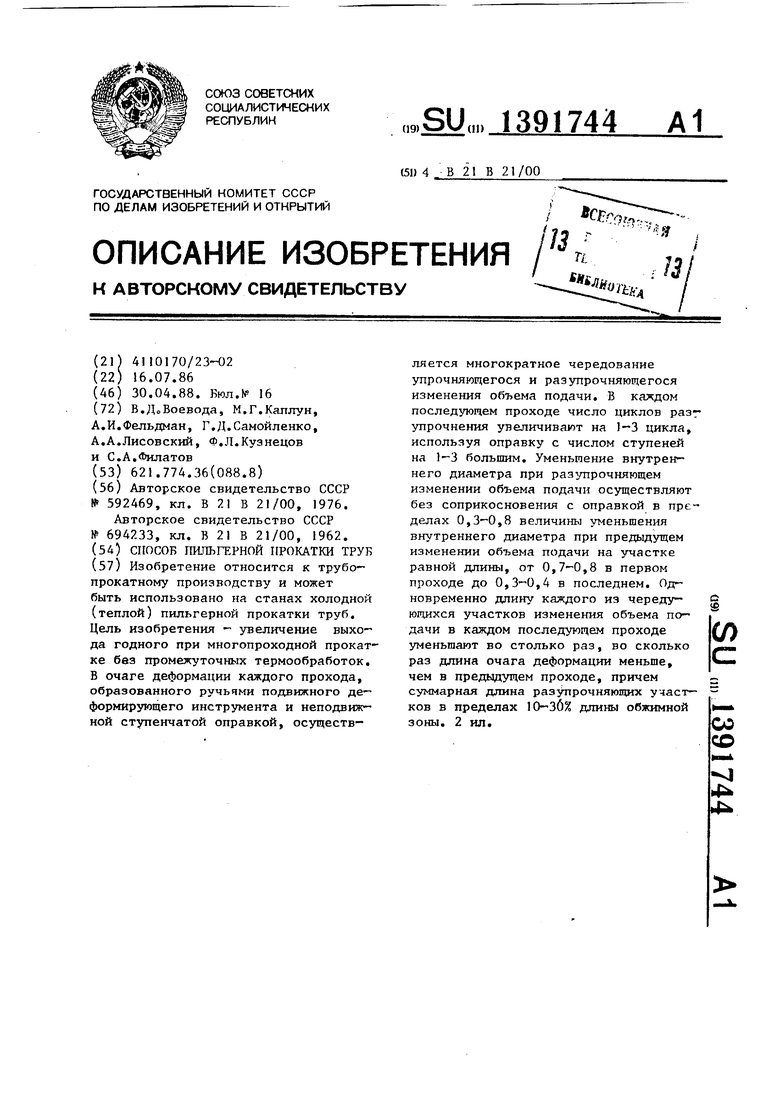
На фиго изображен очаг деформации при прокатке трубы 1 на оправке 2 в ручьях калибров 3, первый проход с одним разупрочняюрщм измененпем объема подачи; на фиг.2 последук)- щий проход с двумя разупрочняющими изменениями объема подачи.
Способ осуществляется следушщ м образом.
На участке АИ (фиг, 1 в :u№e первоначального редудирован1гя об1,ем пода чп п изметшют по нлр .т иш- у и BfryT- реннему диаметру; па участке ВС дли- ной, кратной линейноьгу смегаотптп, объем подачи изменяют по диаметру (внутреннему и наруж1{ому) н TonmHiie стенкн причем на участке ЛВ и ВС мета. гл ин- тенсивно упрочняется. Далее на участке СД, ранному по длине участку ВС, происходит разупрочнение вследствие изменения oГlъe a гюдачи по иярулпому и Bi-гутреннему днаметру, в котором уменьп1е71ие внутреннего диаметра осуществляется без соприкосновения со ступепями оправки в пределах 0,7-0,8 внутреннего диаметра на участке ВС, Последующая деформация на участке ДЕ приводит к упрочнен1по металла, При деформап,ии. в последующем проходе (фиг,2), KOTopyw начинают аналогично (фиг. 1) 5 количество дополнителышх разупрочняюгцсх; циклов изменения обък- ма подачи увеличивают, осу1т(естиляя на участках СД и KF, причем уменьшение внутреннего диаметра на у-частке СД меньше, чем на аналогичном участке (фиг.О, и достигает на участке EF 0,3-0,4 величины уменьшения внутреннего диаметра на участке ДЕ длиной, кратной линейному смещению и равной длине участка ,EF.
Пример Прокатку труб из стали 12Х18П10Т осуществляют в три прохода по маршруту 89-9,5-57г 7,1-38 3, -23 3,5 гот, последовательно на станах ХПТ-90, ХЛТ-56, ХПТ-32 на сту- neir-iaTHx оправках. Число циклов разупрочнения увеличивают от одного в первом проходе до трех в последнем
путем использования оправок с соот- ветствуюпигм числом ступеней. Уменьшение внутреннего диаметра при раз- упрочняющем изменении объема подачи на участке д.пиной 2тг,ц осуществляют
в первом проходе с деформацией, равной 0,7, во втором проходе - 0,5 и в третьем - 0,35 деформации уменыие- 1П1Я рнутреипего Д1т;-:метра при предыду- me;vi измене}1пп об7)ема подачи на участКС равной длины (in - величина подачи: {и зыт;тжха нл участке раяупроч- ). IFocjie прокатки на готовый ра.чкер получе ы следующие мехяничсс- кис свойства труп; СГ 95-98 кг/мм ;
0% 87-90 кг/мм ; S ,,, 14-16%, чт(1 свидетель .твует о имеющемся ре- (:;у)зср. пластичности металла.
Предлагаемьй способ по сравнению с базовым обт ектом позволяет ){аиболеи ранионялт.ио использовать ресурс плястичночти металла и обеснечивает сокращение прог.е суточных операций: обе ( иривания, термообработки, правки, т,е. ум;знм 1аетсп н,иклич)1ость производства ,
Ф о р м у л а изобретения
Способ пильгерной прокатки труб, вклю ающий порционную подачу заготовки и деформацию на ступенчатой оправке, производя на каясдст ступени последовательно редуцирование и обжатие и чередуя разупрочнение с обжатием, отличи 1) щ и и с я тем,
что, с цел))Ю увел1-гчения выхода годно- о при многопроходной прокатке без промежуточных термообработок, при каждом послед пг)щем проходе деформируют заготовку на оправке, количество ступеней которой больше на 1-3.
J ff
С D
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Способ изготовления труб | 1988 |
|
SU1600877A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |
| Ступенчатая оправка для пилигримовой прокатки | 1987 |
|
SU1423201A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| Способ пилигримовой прокатки труб | 1989 |
|
SU1720766A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Способ изготовления конических холоднокатаных труб | 1982 |
|
SU1172622A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
A В С P
ри-г. /
f
фиг. 2
