8 С
Кг
ю
со
IsD
S е
Изобретение относится к обработке Металлов давлением и может быть использовано при холодной пилигримовой прокатке.
Цель изобретения - обеспечение Прокатки труб из мартенситно-старе-- к|щих сталей с повышенным содержанием вольфрама и кобальта.
На фиг. 1 схематически изображена 7|рехступенчатая оправка; НЕ фиг, 2 -- 0чаг деформации при прокатке трубы„ ; Труба 1 деформируется на оправке и калибрах 3, Оправка состоит из сту гленей уменьшающегося поперечного се и увеличивакяцейся длины АА с с СС Е Е и ЕЕ F F, причем образутоизя р онцевого участка каждой ступени вы-- п|олнена в виде дуги, соединяющей об- р|азующие соседних ступеней (наклон- Цые линии)о Центр радиуса дуги Ф Ог) размешен в сечении (ВВ ,, DD )
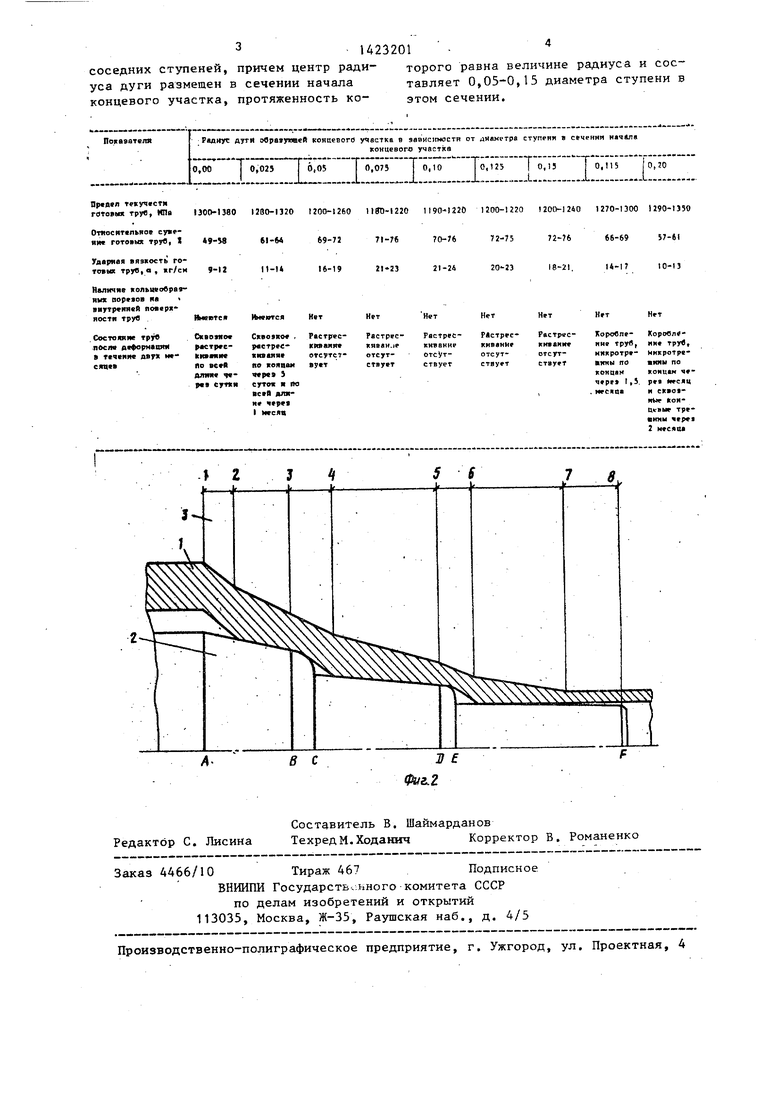
чала концевого участка протяхсен- сть которого равна величине радиз с составляет 0,05-0,15 диаметра сту- гвени в этом сечении. При соотношении диаметров оправки в сечении начала крнцевого участка и наибольагем сече- соседней ст-упени, равном 1-1,2,, йеличину радиуса дуги концевого участка целесообразно принимать в г ределах Os05-05l и при соотношениИр равном 1,21-I,4, в пределах 051-0,15 диаметра в сечении начала концевого участка Уменьшение нижней границы этих пределов приводит к появлению нарезов и отпечатков на внутрен-- Ней поверхности трубы и окончательному браку труб„ Увеличение величины радиуса дуги образующей концевого участка свыше этих пределов нецелесо образно и с точки зрения уменьшения рабочей части ступени, что не позво- л1яет обеспечивать режим прокатки с максимальным эффектом разупрочнения Металла и не исключает разрушение ме талла трубы.
Прокатка осуществляется следующим образом.
Труба 1 деформируется на предлага е1мой оправке 2 в калибрах 3 путем чередования на каждой ступени реду Дирования (участки калибров 1-2; 3--4 5-6) с обжатием стенки (участки ка- Либров 2-3; 4-5; ) и калиброва ния диаметра (участок 7-8), Вследствие вьшолнения образу; ;ей концево-- го участка каждой ступени в виде дуги (участки ВС и DE) в момент окон0
0
5
0
Ь
0
0
5
чан1-№ об/латия по стенке на уч.астках АБ и CDj а также при наличии осевого перемещения трубы исключается: нанесе- ние на ее внутреннюю поверхность кольцеобразных отпечатков и порезов,
Пример Опробование оправки осуществляют при прокатке труб из мартенситно-стареющей стали с повы- шенньП содержанием вольфрама и кобальта ЭП-836 на стан-е ХПТ-90 по маршруту; 73 1 42- ,0 мм, Ре- жньм работы стана: число двойных ходов клети - 65 в минуту; линейное смещение металла - 30-35 мм; смазка - графитосодержащая со слабым охлаждением рабочего конуса эм:, льсией; число ступеней оправки - три.
Результаты сравнительных грокаток представлены в таблице.
Известная ступенчатая опра.вка используется в цехах холодной деформации труб для прокатки труб из сталей 105,20,35,,1 2Х1МФ5 38ХНМ, IIIX-15, 12Х18Н10Т. Эта оправка принята за базовый объект Предлагаемая ступенчатая оправка по сравнению с базовым объектом исключает появление кольцевых отпечатков и порезов на внутренней поверхности трубы, а слер,ователь- но,, предотвращает разрушение труб из мартенситно-стареющих сталей с повышенным содержанием вольфрама и кобальта в последеформационный период вследствие отсутствия концентратов остаточных напряжений, которыми являются кольцевые порезы. Предлагаемая ступенчатая- оправка обеспечивает . выход годного по разрушению для труб из мартенситно-стареюших сталей с повьшенным содержанием вольфрама и кобальта 100% и производство особо- толстостенных труб из мартенситно- стареющих сталей с повышенным содержанием вольфрама и кобальта ЭП-836.Формула изобретения
Ступенчатая оправка для пилигримовой прокатки, состоящая из гупе- ней с уменьшением их поперечного сечения и увеличением длины от лбфвой к концевой, о-тличающаяся тем, что, с целью обеспечения прокатки труб из мартенситно-стареющих сталей с повышенньм содержанием вольфрама и кобальта, образующая : онцево- го участка каждой ступени выполнена в виде дуги, соединяющей образующие
1423201
соседних ступеней, причем центр радиуса дуги размещен в сечении начала концевого участка, протяженность которого равна величине радиуса и составляет 0,05-0,15 диаметра ступени в этом сечении.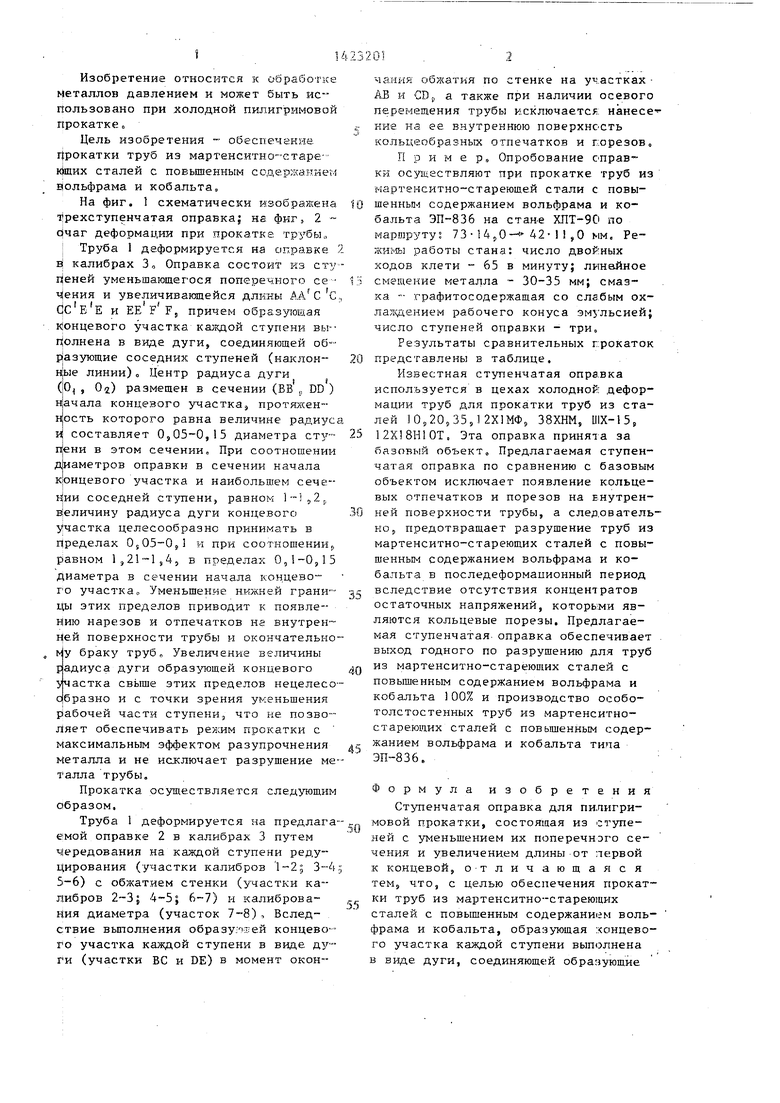
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей валка для пилигримовой прокатки труб | 1979 |
|
SU876221A1 |
| Технологический инструмент роликового стана | 1987 |
|
SU1468621A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРНА (ОПРАВКИ) ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2262998C1 |
| Способ пильгерной прокатки труб | 1986 |
|
SU1391744A1 |
| Способ прокатки труб на пилигримовом стане | 1987 |
|
SU1477488A1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при холодной пилиг- римовой прокатке. Цель изобретения обеспечение прокатки труб из мартен- ситно-стареющих сталей с повышенным содержанием вольфрама и кобальта. Труба деформируется на оправке в калибрах. Оправка состоит из ступеней уменьшающегося поперечного сечения и увеличивающейся длины АА С С, СС Е Е и EE F F. Образуюшая концевого участка каждой ступени вьшолнена в виде дуги, соединяющей образующие соседних ступеней, которые выполнены в виде наклонных линий. Центр радиуса дуги (О, , 0) размещен в сечении начала концевого участка (ВВ , DD ), протяженность которого равна величине, радиуса и составляет 0,05-0,15 диаметра ступени в этом сечении. 2 ил., 1 табл. (Л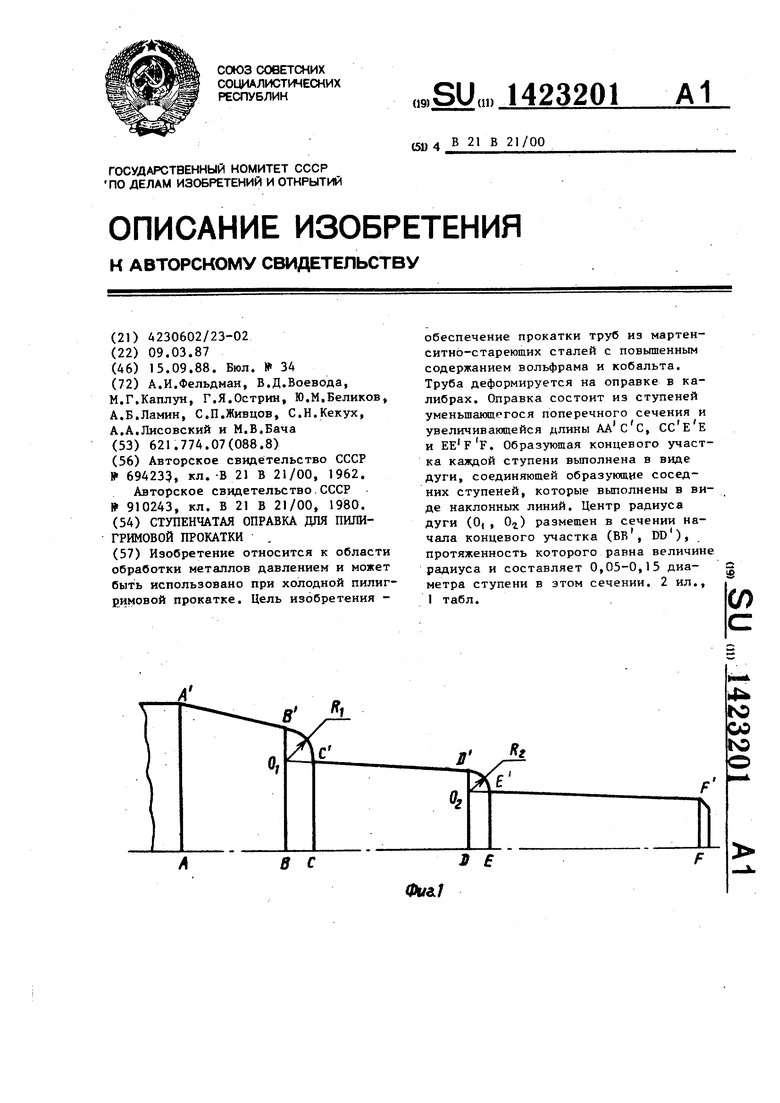
J 2
5 6
J 8
| Способ пилигримовой прокатки труб | 1962 |
|
SU694233A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
