1
Изобретение относится к устройствам управления резкой мелкосортного раската на непрерывных станах, оборудованных летучими ножницами.
Известно устройство для управления резкой раската на полосы, используемое в технологической линии резки на выходе стана, где установлены летучие ножницы, снабженные механизмом пропуска реза.
Устройство содержит установленный в плоскости резания датчик наличия раската, датчик импульсов перемещения раската, счетчик, связанный с этим датчиком, задатчик установок заданнюй и минимальной дли1Н отрез аемых полос, первый и второй элементы сравнения, входы которых соединены с датчиком наличия раската, счетчиком и задатчиком установок, элемент «ИЛИ, выход которого соединен с отключающим входом счетчика, а входы - с выходами элементов сравнения, первый из которых связан с механизмом пропуска реза.
Однако при работе этого устройства длина концевой полосы, отрезаемой от конца раската, произвольна, так как длина раскатов, поступающих на порезку, непостоянна. Возникновение концевой полосы малой длины приводит к аварийным ситуациям в работе оборудования, принимающего отрезанные полосы.
Предлагаемое устройство отличается от известного тем, что оно снабжено вторым датчиком наличия раската, удаленным от плоскости резания на расстояние, больщее допустимой длины концевой полосы, но не большее разности меладу заданной и минимальной длинами полос. Устройство имеет таклсе третий элемент сравнения, входы которого соединены со вторым датчиком, счетчиком и задатчиком установок, а выход - с выходом элемента «ИЛИ и механизмом пропуска реза.
Это позволяет исключить при порезке раската образование концевых полос, длина которых меньше допустимой.
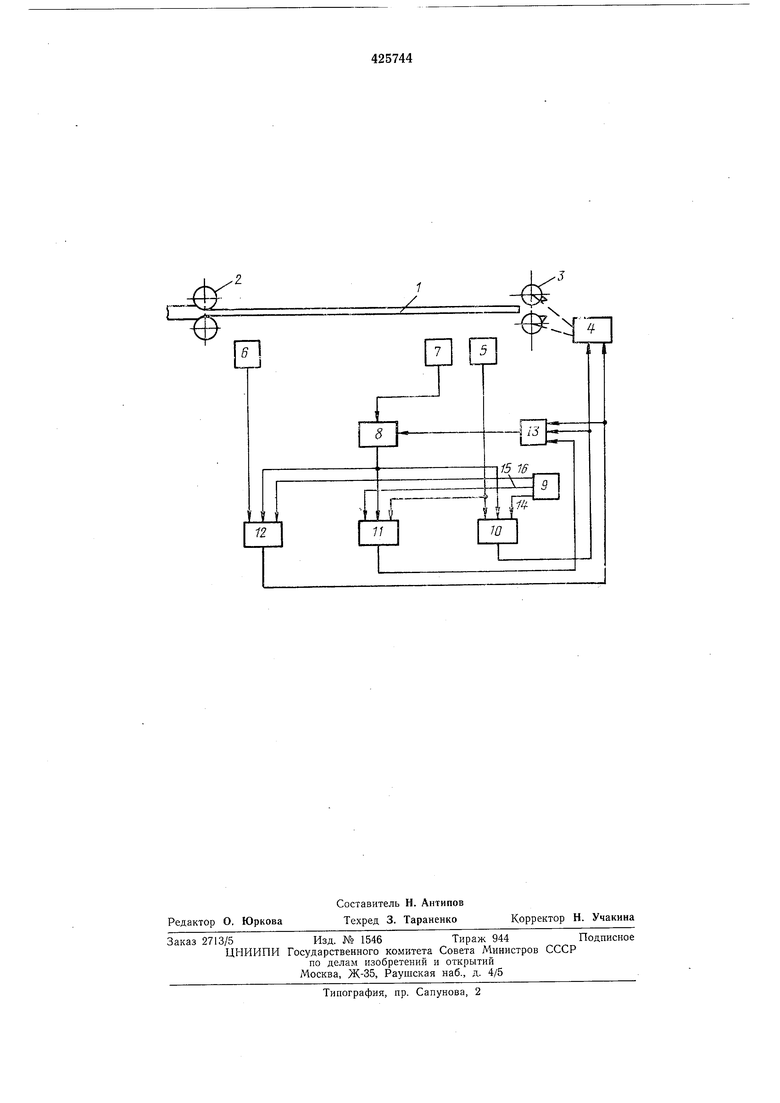
На чертеже показана блок-схема предлагаемого устройства.
Предлагаемое устройство используется в технологической линии порезки раската 1 на выходе стана 2 летучими ножницами 3 с механизмом пропуска реза 4. Устройство содержит установленный в плоскости резания первый датчик 5, удаленный на расстояние допустимой длины концевой полосы от плоскости резапия в сторону стана, второй датчик 6 наличия раската, датчик 7 импульсов перемещекия раската, счетч.ик 8 числа этих импульсов, задатчик 9 установок заданной и минимальной длин отрезаемых полос и допустимой длины концевой полосы, первый 10 и второй 11 элементы сравнения, управляемые счетчиком
8, задатчиком 9 и датчиком 5, третий элемент
12 сравнения, управляемый счетчиком 8, задатчиком 9 и .датчиком 6, элемент 13 «ИЛИ на входе установки на нуль счетчика 8, унравляемый элементами 10-12 сравнения, механизм нронуска реза 4, производящий включение ножниц, управляемый элементами 10 и 12 сравнения.
Перед началом порезки на выходе 14 задатчика 9 устанавливают величину установки заданной длины /1 полосы, на выходе 15 - величину установки минимальной длины k полосы, а на выходе 16 - величину установки, равную разности между заданной длиной /i полосы и допустимой ДЛИНОЙ /3 концевой полосы. Ири отсутствии раската 1 в плоскости резания элемент 11 сравнения вырабатывает сигнал, который через элемент 13 «ИЛИ устанавливает счетчик 8 на нуль.
При прохождении раската 1 мимо датчика 5 последний вырабатывает сигнал, длительность которого равна времени прохождения раската через плоскость резания. Этог сигнал обеспечивает поступление в счетчик 8 такого числаимпульсов датчика 7, которое соответствует общей длине /о раската. Счет числа импульсов производится до срабатывания первого элемента 10 сравнения, сравнивающего при наличии раската в месте установки датчика 5 число отсчитанных счетчиком 8 импульсов с числом, заданным задатчиком 9 установок на выходе 14. Срабатывание элемента 10 сравнения вызывает включение механизма пропуска реза 4, т. е. отрезание от раската полосы заданной длины, а также сброс счетчика 8 на нуль через элемент 13 «ИЛИ. Затем счетчик 8 продолжает счет числа импульсов, соотретствующих заданной длине полосы, и эти полосы отделяются от раската.
При наличии раската в местах установки датчиков 5 и 6 соответствующие им элементы И и 12 сравнения не вырабатывают выходных сигналов, так как включающие входы этих элементов закрыты выходными сигналами датчиков.
При выходе заднего конца раската из поля датчика 6 и исчезновения сигнала на его выходе элемент 12 сравнения срабатывает в том случае, если счетчиком 8 отсчитано число импульсов, эквивалентное или большее разности /1-/3 между заданной длиной /i полосы н допустимой длиной /3 концевой полосы.
Сигнал элемента 12 сравнения поступает через элемент 13 на сброс счетчика 8 в нуль и на включение механизма пропуска реза 4. При этом от конца раската отделяется полоса, длина которой равна допустимой. Раскат разрезается по программе 4+/з (4 /i-/з), где п - число полос заданной длины. В том случае, если при исчезновении сигнала на выходе датчика 6 счетчиком 8 не отсчитано число импульсов, соответствующее установке на выходе 16 задатчика 9, элемент 12 сравнения не срабатывает, и счетчик продолжает счет. Раскат разрезается по программе lQ - , где k k li-lsЭтот режим работы обеспечивает ограничение длины полосы, отрезаемой от конца раската.
При исчезновении сигнала на выходе датчика 5 после прохождения заданного конца раската, разрешается на элементе 11 сравнение числа, отсчитанного счетчиком 8, с установкой на выходе 15 задатчика 9. Если нри сравнении минимальная длина 4 нолосы отсчитана, элемент 11 вырабатывает сигнал, устанавливающий через элемент 13 счетчик 8 на нуль. Раскат разрезается по программе + /6, где Если в момент сравнения минимальная длина не отсчитана, но следующий за раскатом 1 новый раскат не поступает, счетчик 8 нродол}кает счет числа импульсов, а при равенстве отсчитанного числа с установкой на выходе 15 задатчика 9 включается элемент 11, и счетчик устанавливается
на нуль. Раскат разрезается по программе /о + /7, где . Если же в момент разрешения сравнения минимальная длина 4 счетчиком не отсчитана и следующий за раскатом 1 новый раскат поступает до отсчета
этой длины, элемент 11 сравнения не срабатывает, так как выходной сигнал датчика 5 запрещает его включение. Счетчик 8 продолжает счет числа импульсов до срабатывания элемента 10 сравнения. При этом от начала
нового раската отрезается полоса ограниченной длины, значение которой не меньще разности между заданной и минимальной длинами полос, т. е. не меньще 1 -4Этот режим работы обеспечивает ограничение длины полосы, отрезаемой от начала раската.
Предмет изобретения
Устройство для управления резкой мелкосортного раската летучими ножницами, снабженными механизмом пропуска реза, содержащее установленный в плоскости резания датчик наличия раската, датчик импульсов перемещения раската, счетчик, соединенный с этим датчиком, задатчик установок заданной и минимальной длин обрезаемых полос, первый и второй элементы сравнения, входы которых соединены с датчиком наличия раската, счетчиком и задатчиком, элемент «ИЛИ, выход которого соединен с отключающим входом счетчика, а входы - с выходами элемента сравнения, первый из которых связан с механизмом пропуска реза, отличающееся
тем,, что, с целью порезки раската без концевых полос, меньщих допустимой длины, оно снабжено вторым датчиком наличия раската, удаленным от плоскости резания на расстояние, большее допустимой длины концевой полосы, но не большее разности между заданной и минимальной длинами полос, а также третьим элементом сравнения, входы которого соединены со вторым датчиком, счетчиком и задатчиком, а выход - с выходом элемента
«ИЛИ и механизмом пропуска реза.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛЕТУЧИМИ БАРАБАННЫМИ НОЖНИЦАМИ | 1973 |
|
SU384668A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |