(21)4179912/25-27
(22)14.01.87
(46) 30.04.88. Бюл. № 16
(72) А. В. Сурков, Л. К. Фомин,
Г. Г. Зеленская и А. И. Спажев
(53)621.791.75.011(088.8)
(56)Авторское свидетельство СССР № 680838, кл. В 23 К 28/00, 1979.
Сефериан Д. Металлургия сварки. М.: Машгиз, 1963, с. 183-198.
(54)ОБРАЗЕЦ ДЛЯ ОЦЕНКИ ТЕХНОЛОГИЧЕСКОЙ ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
(57)Изобретение относится к сварке, в частности к способам определения оптимального состава сварочных материалов с помощью технологических проб, и может найти применение в различных отраслях машиностроения при изготовлении ответственных сварных металлоконструкций. Цель - снижение трудоемкости испытаний. Образец собирают под сварку из пластин. По крайней мере одна из них изготовлена из металла с переменным химически.м составом. Необходимым условием является совпадение вектора скорости сварки и градиента концентрации химических элементов в пластине. Изучение дефектности швов после сварки позволяет выделить сечение бездефектных сварных швов и соответственно выбрать оптимальный химический состав материала конструкции. 1 з.п.ф-лы. 3 ил.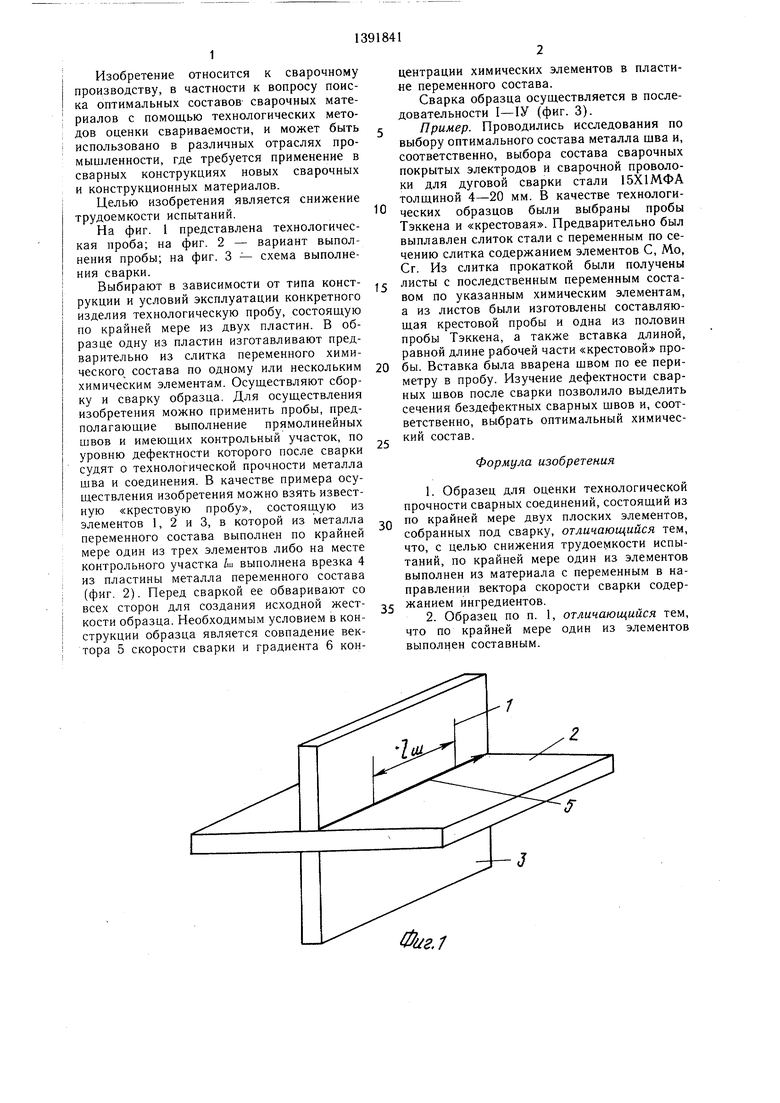
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Способ оценки склонности сварочных материалов к образованию пористости | 1986 |
|
SU1329935A1 |
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| Керамический флюс для механизированной сварки | 1978 |
|
SU768582A1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Состав сварочной проводки | 1978 |
|
SU697284A1 |
| Устройство для ультразвуковойСВАРКи ТЕРМОплАСТОВ | 1979 |
|
SU835791A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1994 |
|
RU2119968C1 |
| Способ технологической оценки склонности металлов и сплавов к образованию трещин при сварки | 1975 |
|
SU554975A1 |
со со
00
4
Изобретение относится к сварочному производству, в частности к вопросу поиска оптимальных составов сварочных материалов с помощью технологических методов оценки свариваемости, и может быть использовано в различных отраслях промышленности, где требуется применение в сварных конструкциях новых сварочных и конструкционных материалов.
Целью изобретения является снижение трудоемкости испытаний.
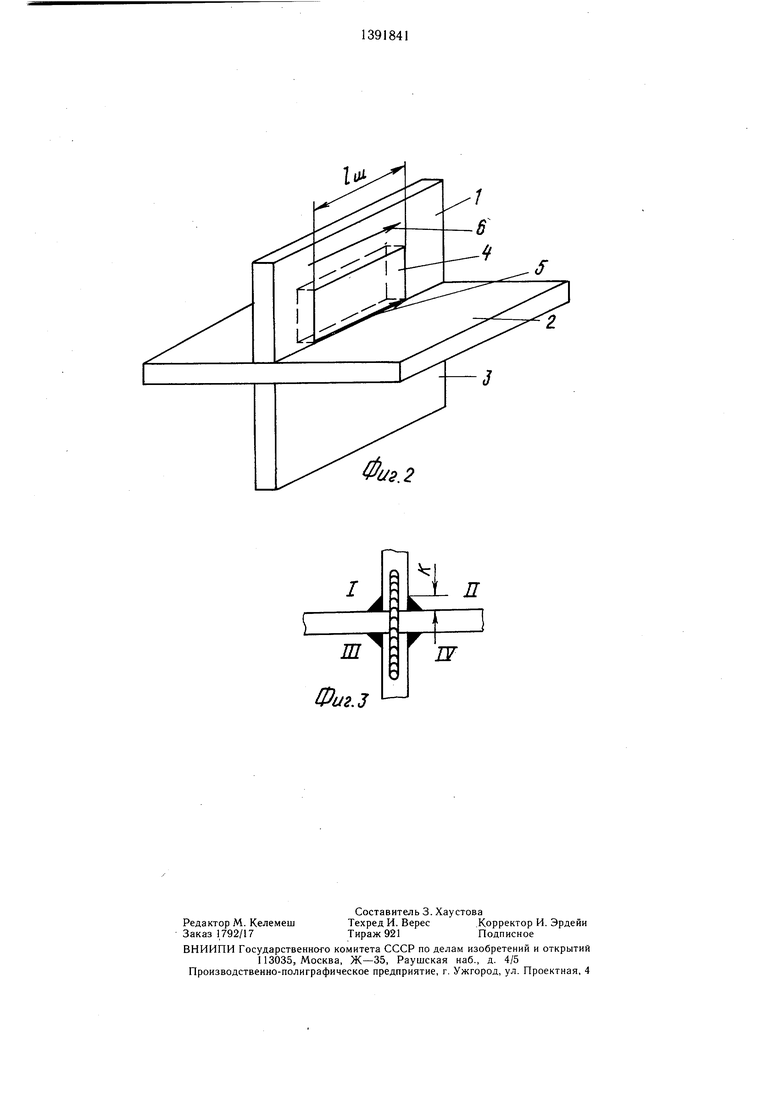
На фиг. 1 представлена технологическая проба; на фиг. 2 - вариант выполнения пробы; на фиг. 3 - схема выполнения сварки.
Выбирают в зависимости от типа конструкции и условий эксплуатации конкретного изделия технологическую пробу, состоящую по крайней мере из двух пластин. В образце одну из пластин изготавливают предварительно из слитка переменного химического состава по одному или нескольким химическим элементам. Осуществляют сборку и сварку образца. Для осуществления изобретения можно применить пробы, предполагающие выполнение прямолинейных швов и имеющих контрольный участок, по уровню дефектности которого после сварки судят о технологической прочности металла щва и соединения. В качестве примера осуществления изобретения можно взять известную «крестовую пробу, состоящую из элементов 1, 2 и 3, в которой из металла переменного состава выполнен по крайней мере один из трех элементов либо на месте контрольного участка /ш выполнена врезка 4 из пластины металла переменного состава (фиг. 2). Перед сваркой ее обваривают со всех сторон для создания исходной жесткости образца. Необходимым условием в конструкции образца является совпадение вектора 5 скорости сварки и градиента 6 кон0
5
центрации химических элементов в пластине переменного состава.
Сварка образца осуществляется в последовательности I-1У (фиг. 3).
Пример. Проводились исследования по выбору оптимального состава металла щва и, соответственно, выбора состава сварочных покрытых электродов и сварочной проволоки для дуговой сварки стали 15Х1МФА толщиной 4-20 мм. В качестве технологических образцов были выбраны пробы Тэккена и «крестовая. Предварительно был выплавлен слиток стали с переменным по сечению слитка содержанием элементов С, Мо, Сг. Из слитка прокаткой были получены листы с последственным переменным составом по указанным химическим элементам, а из листов были изготовлены составляющая крестовой пробы и одна из половин пробы Тэккена, а также вставка длиной, равной длине рабочей части «крестовой про0 бы. Вставка была вварена щвом по ее периметру в пробу. Изучение дефектности сварных щвов после сварки позволило выделить сечения бездефектных сварных щвов и, соответственно, выбрать оптимальный химичес кий состав.
Формула изобретения
Q по крайней мере двух плоских элементов, собранных под сварку, отличающийся тем, что, с целью снижения трудоемкости испытаний, по крайней мере один из элементов выполнен из материала с переменным в направлении вектора скорости сварки содер5 жанием ингредиентов.
а/
I .
Фи2,3
Фс
i/9.2
П
