01
фМГ
1U
Изобретение относится к области сварочного производства, в частности к конструкции устройств для электродуговой автоматической сварки вертикальных криволинейных стыков боль- шрй, толщины, и может быть использовано в тяжелом машиностроении и других отраслях промышленности.
Цель изобретения - расширение технологических возможностей за счет обеспечения сварки криволинейных стыков с автоматическим регулированием амплитуда поперечных колебаний электродов в разделке.
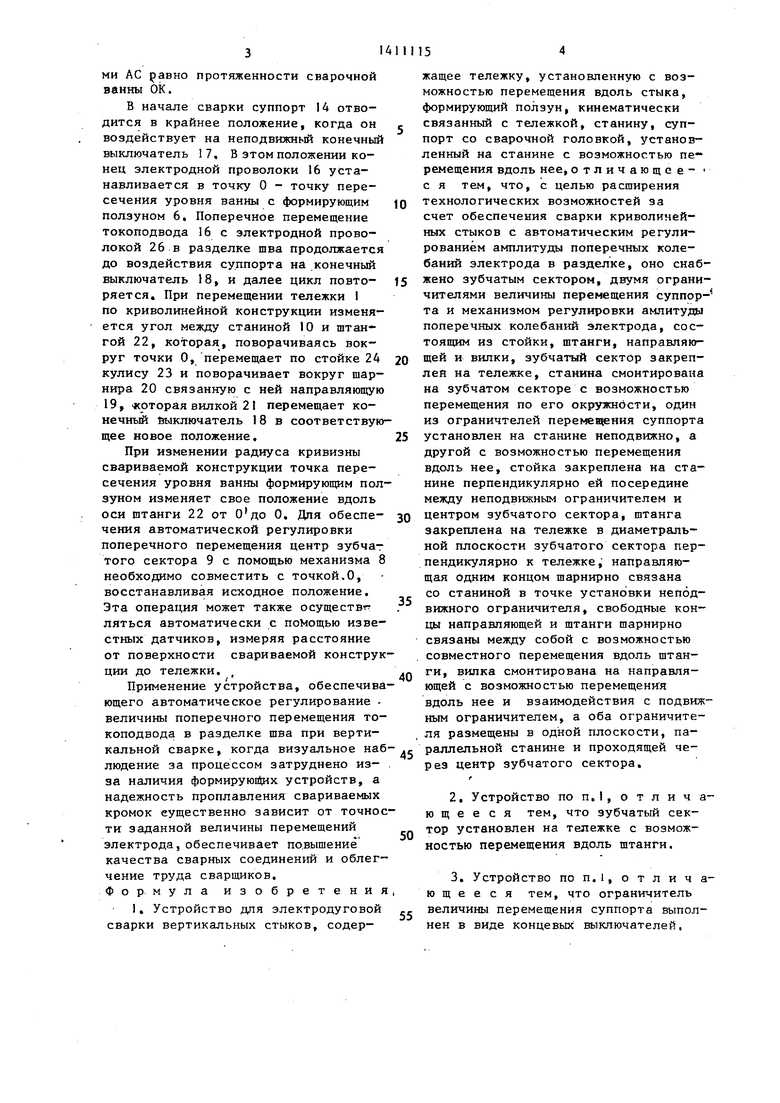
На фиг.1 представлено устройство общий вид; на фиг.2 - устройство при его установке на конструкции разной кривизны, общий вид.
Устройство содержит тележку 1, колеса 2 которой установлены на рельсах 3 закрепленных на свариваемом изделии 4, Сварочная ванна 5 удерживается формир-ующим ползуном 6, за- креплеиньш на тележке 1 , и 4 ормирукг- щей планкой 7. На тележке 1 смонтирован механизм 8 перемещения зубчатого сектора 9, центр которого расположен в точке О, являющейся точкой пересечения уровня сварочной ванны 5 {отрезок прямой Ok) с поверхностью формирующего ползуна 6. На зубчатом секторе 9 установлена станина 10 механизма поддержания угла наклона головки 11, несущего датчика 12 угг ла наклона. На станине 10 смонтирован механизм 13 поперечного перемещения, на суппорте 14 которого закреплена сварочная головка 15, несущая токоподвод 16,
На станине 10 вдоль линhи АК, проходящей через центр зубчатого сектора 9, установлены концевые выключатели ограничения поперечного хода суппорта 14 с токоподводом 16, при этом один 17 из них закреплен неподвижно, а второй 18 - с возможностью перемещения по станине вдоль линии АК, Направляющая 19 закреплена на станине 10 с помощью шарнира 20, при этом ось шарнира 20 совпадает с рабочим органом неподвижного концевого выключателя 17, На направляющей 19 установлена с возможностью перемещения и фиксации вилка 21, воздейству- ющая на подвижный концевой выключатель 18. На тележке 1 перпендикулярно к середине отрезка прямой MN закреплена штанга 22, так, что осевая
Q 5
0 5 0 г 0
j
0
152
линия штанги EL и линия установки конечных выключателей АК имеют общую точку пересечения О в центре зубчатого сектора. Кулиса 23 смонтирована с возможностью перемещения на стойке 24, закрепленной на станине jlO, посередине между осью шарнира 20 и центром зубчатого сектора 9, а палец 25 кулисы входит в прорези направляющей 19 и штанги 22. Через токоподвод 16 проходит электродная проволока 26.
Устройство работает спедуюпр м образом.
При перемещении тележки 1 вверх по изделию 4 изменяется угол наклона тележки I и всех смонтированных на ней механизмов,, что улавливается, датчиком 12 угла наклона, по команде которого механизм поддержания угла наклона головки 11 разворачивает станину 10 на данный угол в про- , тивоположном направлении, поддерживая неизменным положение головки в пространстве. При вертикальной сварке оптимальным является угол 90 к вертикали, когда станина 10 параллельна уровню сварочной ванны 5 (отрезку прямой ОК). В процессе сварки механизм 13 попе4)ечных перемещений перемещает суппорт 14 вместе со сварочной головкой 15, токоподводом 16 и электродной проволокой 26 на расстояние, ограничиваемое расстоянием между концевыми выключателями 17 и 18, на которые воздействует суппорт 14, Вилка 21 перемещается и фиксируется на направляющей 19 на расстоянии АВ от шарнира 20, равном толщине свариваемой конструкции OL и, взаимодействуя с подвижным конечным выключателем 18, устанавливает его на расстоянии АС, равном протяженности сварочной ванны ОК. Так как штанга 22 закреплена на теЛежке 1 перпендикулярно к середине отрезка прямой Ш, проходящей через оси ее колес 2, то ее ось всегда направлена по нормали к свариваемой конструкции,
Из рассмотрения рычажно-шарнирной системы устройства,.автоматически регулирующей величину поперечных перемещений токоподвода в разделке шва, следует, что угол iKOL равен 4EOD и ВАС, отрезок АВ равен толщине конструкции OL п. следовательно, расстояние между конечными выключателя-
ми AC равно протяженности сварочной ванны ОК.
В начале сварки суппорт 14 отводится в крайнее положение, когда он воздействует на неподвижный конечный выключатель 17, В этом положении конец электродной проволоки 16 устанавливается в точку О - точку пересечения уровня ванны с формирующим ползуном 6, Поперечное перемещение токоподвода 16 с электродной проволокой 26 в разделке шва продолжается до воздействия суппорта на конечный выключатель 18, и далее цикл повторяется. При перемещении тележки I по криволинейной конструкции изменяется угол между станиной 10 и штангой 22, которая, поворачиваясь вокруг точки О, перемещает по стойке 24 кулису 23 и поворачивает вокруг шарнира 20 связанную с ней направляющую 19, «рторая вилкой 21 перемещает ко- нечньй выключатель 18 в соответствующее новое положение.
При изменении радиуса кривизны свариваемой конструкции точка пересечения уровня ванны формирующим ползуном изменяет свое положение вдоль оси штанги 22 от О до О, Для обеспечения автоматической регулировки поперечного перемещения центр зубчат того сектора 9 с помощью механизма 8 необходимо совместить с точкой,О, восстанавливая исходное положение, Эта операция может также осуществг ляться автоматически с помощью известных датчиков, измеряя расстояние от поверхности свариваемой конструкции до тележки,
f
Применение устройства, обеспечивающего автоматическое регулирование величины поперечного перемещения токоподвода в разделке шва при вертикальной сварке, когда визуальное наблюдение за процессом затруднено из- за наличия формируюп их устройств, а надежность проплавления свариваемых кромок существенно зависит от точности: заданной величины перемещений электрода, обеспечивает по.вышениё качества сварных соединений и облегчение труда сварщиков. Формула изобретения
1, Устройство для электродуговой сварки вертикальных стыков, содер-
0
5
0
5
0
5
40
45
50
55
жащее тележку, установленную с возможностью перемещения вдоль стыка, формирующий ползун, кинематически связанный с тележкой, станину, суппорт со сварочной головкой, установленный на станине с возможностью перемещения вдоль нее, отличающее- с я тем, что, с целью расширения технологических возможностей за счет обеспечения сварки криволинейных стыков с автоматическим регулированием амплитуды поперечных колебаний электрода в разделке, оно снабжено зубчатым сектором, двумя ограничителями величины перемещения суппор- та и механизмом регулировки амлитуды поперечных колебаний электрода, состоящим из стойки, штанги, направляющей и вилки, зубчатый сектор закреплен на тележке, станина смонтирована на зубчатом секторе с возможностью перемещения по его окружности, один из ограничтелей перемещения суппорта установлен на станине неподвижно, а другой с возможностью перемещения вдоль нее, стойка закреплена на станине перпендикулярно ей посередине между неподвижным ограничителем и центром зубчатого сектора, штанга закреплена на тележке в диаметральной плоскости зубчатого сектора перпендикулярно к тележке, направляющая одним концом щарнирно связана со станиной в точке установки неподвижного ограничителя, свободные концы направляющей и щтанги шарнирно связаны между собой с возможностью совместного перемещения вдоль штанги, вилка смонтирована на направляющей с возможностью перемещения вдоль нее и взаимодействия с подвижным ограничителем, а оба ограничителя размещены в одной плоскости, параллельной станине и проходящей через центр зубчатого сектора, f
2,Устройство по п,I, отличающее с я тем, что зубчатый сектор установлен на тележке с возможностью перемещения вдоль штанги.
3,Устройство по п,1, о т л и ч а- ю щ е е с я тем, что ограничитель величины перемещения суппорта выполнен в виде концевых выключателей.
15 Ж 9 25
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| ГОЛОНОМНЫЙ СВАРОЧНЫЙ ТРАКТОР | 2018 |
|
RU2698015C1 |
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ | 1971 |
|
SU311717A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |

Изобретение относится к сварочному производству, в частности к конструкции устройств для электродуговой автоматической сварки вертикальных криволинейных стыков большой толщины, и может быть использовано в тяжелом машиностроении и других отраслях промышленности. Цель - расширение технологических возможностей за счет обеспечения сварки криволинейных стыков с автоматическим регулированием амплитуды поперечных колебаний электрода в разделке. Устройство содержит тележку 1, перемещающуюся по рельсам 3 -вдоль стыка изделия 4. На тележке 1 закреплен зубчатый сектор 9. По окружности сектора по мере перемещения тележки I по криволинейной поверхности изделия 4 перемещается станина 10. По станине 10 совершает возвратно-поступательные перемещения суппорт 14 со сварочной головкой 15 и токоподводом 16., Величина перемещения ограничивается неподвижным 17 и подвижным 18 концевыми выключателями. Величина перемещений суппорта 24 .определяется положением подвижного выключателя 18, который связан с вилкой 21 механизма регулировки амплитуды поперечных колебаний. Вилка 21 через направляющую 19, стойку 24 и штангу 22 связана с тележкой 1 и перемещает выключатель 18 по мере поворота станины 10 по зубчатому сектору 9, автоматически приводя амплитуду колебаний электродной проволоки 26 в соответствие с протяженностью сварочной ванны 5. 2 з.п. ф-лы, 2 ил. tfol.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
