обеспечивая регулирование положения М 2 относительно М 1. При этом регулируемые упоры П удерживают его в заданной плоскости. При регулировке упоров обеспечивается перемещение М 2 поперек стыка. Это позволяет повысить точность относительно взаимной корректировки М без дополнительного стопорения. з.п. ф-лы, 4 ил.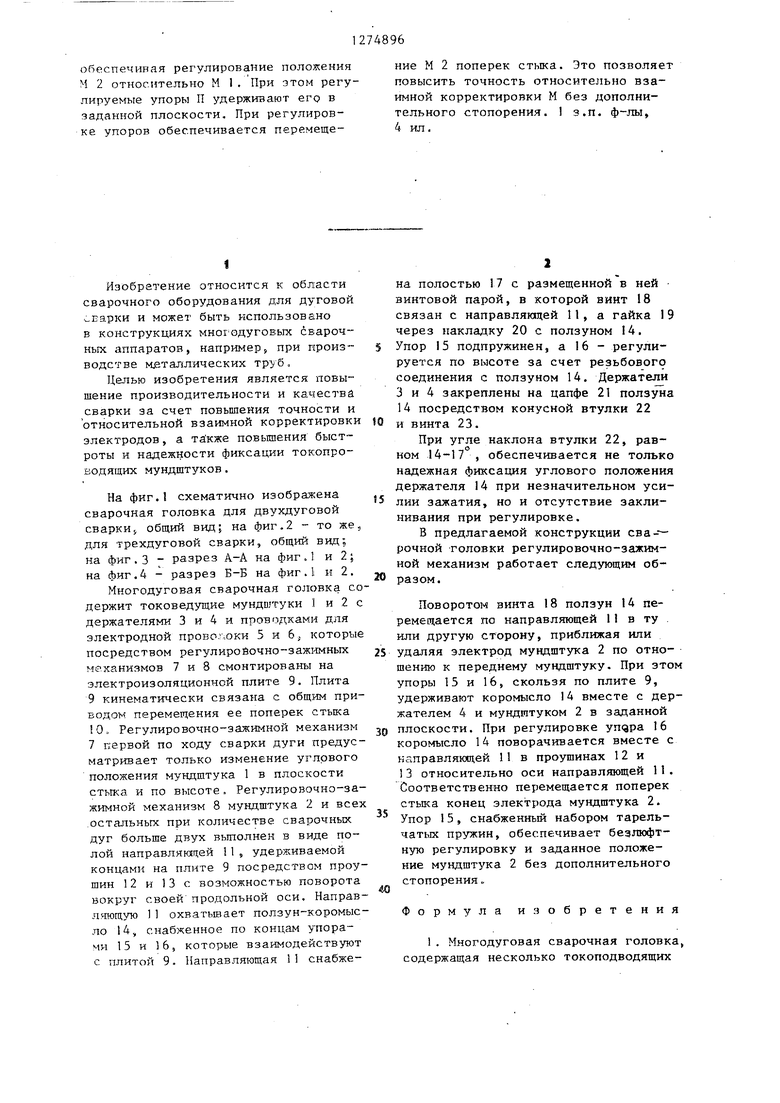
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Устройство для многоэлектродной сварки наружных швов труб | 1991 |
|
SU1802730A3 |
| Устройство для направления сварочного электрода по стыку | 1983 |
|
SU1094712A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
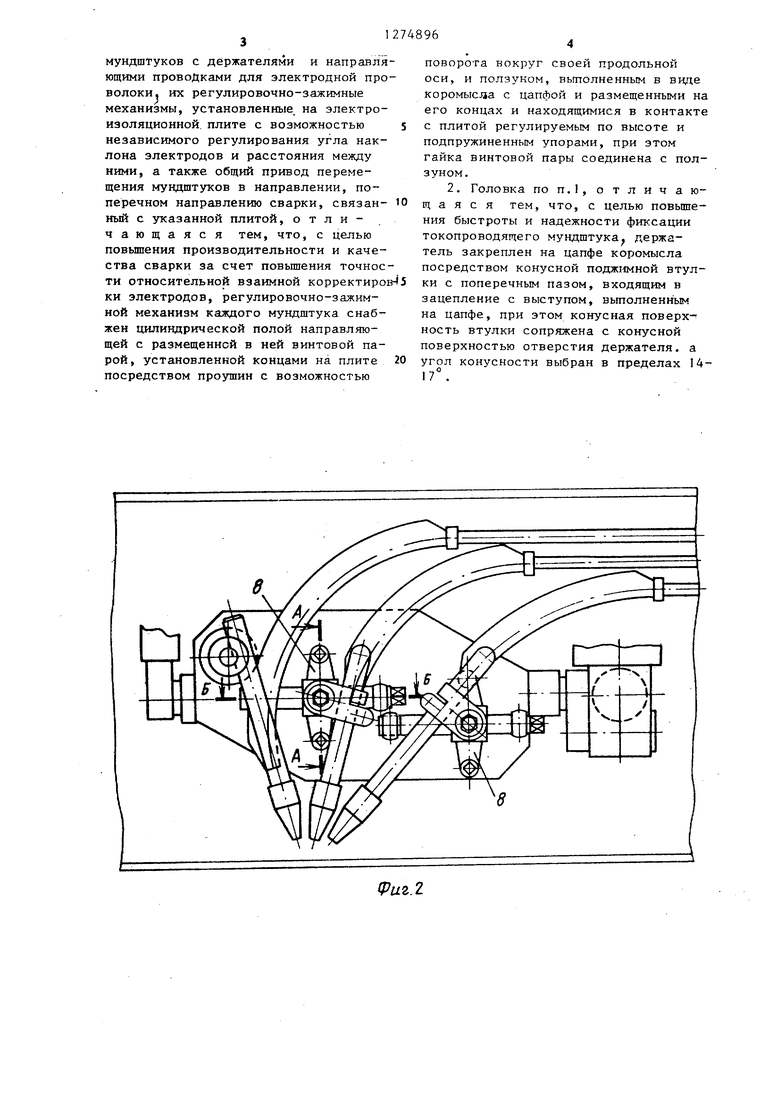

Изобретение относится к многодуговым устройствам для сварки внутренних пгоов металлртческух труб. Целью изобретения является повышение производительности и качества сварки. Многодуговая сварочная головка содержит токоведущяе мундштуки (М) I и 2 для подачи электродных проволок 5,6. Каждый М смонтирован на электроизолированной плите 9 при помощи регулировочно-зажимного механизма (РЗМ) 7 и 8. РЗМ 8 второй дуги и всех остальных сварочных дуг, если их больше двух, выполнен в виде полой направляющей I1 с внутренней винW товой парой. Направляющая 11 шарнирно установлена на плите 9 и снабжена ползуном (п), соединенным с гайкой винтовой пары. При повороте винта П перемещается по направляющей. N5 4 00 со 05
I
Изобретение относится к области сварочного оборудования для дуговой .„варки и может быть использовано в конструкциях мног одуговых сварочных аппаратов, напримерj при производстве неталлических труб.
Целью изобретения является повышение производительности и качества сварки за счет повышения точности и относительной взаимной корректировки электродов, а та:кже повышения быстроты и надежности фиксации токопроводящшс мундштуков.
На фиг.1 схематично иэобрал;ена сварочная головка для двухдуговой сваркиi общий вид; на фиг.2 - то же, для трехдуговой сварки, общий вид; на фиг,3 - разрез А-А на фиг.1 и 2; на фиг.4 - разрез Б-Б на фиг.1 и 2.
Многодуговая сварочная головка содержит токоведущие мундштуки 1 и 2 с держателями 3 и 4 и проводками для электродной прово.ГлОки 5 и Ь, которые посредством регулиройочно-зажимных механизмов 7 и 8 смонтированы на электроизоляционной плите 9. Плита 9 кинематически связана с общим приводом перемещения ее поперек стыка 0„ Регулировочно-зажимной механизм 7 первой по ходу сварки дуги предусматривает только изменение углового положения мундштука 1 в плоскости стыка и по высоте. Регулировочно-зажимной механизм 8 мундштука 2 и всех .остальных при количестве сварочных дуг больше двух выполнен в виде полой направлягацей 11, удерживаемой концами на плите 9 посредством проушин 12 и 13 с возможностью поворота вокруг своей продольной оси. Направляющую 11 охнатьюает ползун-коромысло 14, снабженное по концам упорами 15 и 16, которые взаимодействуют с плитой 9. Направляющая 11 снабжена полостью 17 с размещенной в ней винтовой парой, в которой винт 18 связан с направляющей П, а гайка 19 через наклад.ку 20 с ползуном 14. Упор 15 подпружинен, а 16 - регулируется по высоте за счет резьбового соединения с ползуном 14. Держатели 3 и 4 закреплены на цапфе 21 ползуна 14 посредством конусной втулки 22 и винта 23.
При угле наклона втулки 22, равном 14-17 , обеспечивается не только надежная фиксация углового положения держателя 14 при незначительном усилии зажатия, но и отсутствие заклинивания при регулировке.
В предлагаемой конструкции сва- рочной головки регулировочно-зажимной механизм работает следующим образом.
Поворотом винта 18 ползун 14 перемещается по направляющей 11 в ту . или другую сторону, приближая или удаляя злектрод мундштука 2 по отношению к переднему мундштуку. При этом упоры 15 и 16, скользя по плите 9, удерживают коромысло 14 вместе с держателем 4 и мундштуком 2 в заданной плоскости. При регулировке 16 коромысло 14 поворачивается вместе с направляюш,ей 11 в проушинах 12 и 3 относительно оси направляющей 11. Соответственно перемещается поперек стыка конец электрода мундштука 2. Упор 15, снабженный набором тарельчатых пружин, обеспечивает безлюфтную регулировку и заданное положение мундштука 2 без дополнительного стопорения..
Формула изобретения
. Многодуговая сварочная головка содержащая несколько токоподводящих
мундштуков с держателями и направляющими проводками для электродной проволоки, их регулировочно-зажимные механизмы, установленные, на электроизоляционной, плите с возможностью независимого регулирования угла наклона электродов и расстояния между ними, а также общий привод перемещения мундштуков в направлении, поперечном направлению сварки, связанный с указанной плитой, отличающаяся тем, что, с целью повьшения производительности и качества сварки за счет повьш1ения точности относительной взаимной корректироЫ ки электродов, регулировочно-зажимной механизм каждого мундштука снабжен цилиндрической полой направляющей с размещенной в ней винтовой парой , установленной концами на плите посредством проушин с возможностью
поворота вокруг своей продольной оси, и ползуном, выполненным в виде KopOMbicjja с цапфой и размещенными на его концах и находящимися в контакте с плитой регулируемым по высоте и подпружиненным упорами, при этом гайка винтовой пары соединена с ползуном.
| Сварочное оборудование | |||
| Каталог-справочник | |||
| Киев: Наукова Думка, 1972, с.39-40 | |||
| Многоэлектродная сварочная головка | 1976 |
|
SU619315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 0 |
|
SU221873A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
