(21)4170391/25-27
(22)29.12,86
(46) 30.04.88. Бюл. К 16
(72) Э.П.Арустамов, Е.Н.Карташов
и А.А.Федотов
(53)621.791.75.037(088.8)
(56)Авторское свидетельство СССР № 1303351, кл, В 23 К 37/06, 1985.
(54)ТРАКТОР ДЛЯ ДУГОВОЙ СВАРК -Г
(57)Изобретение относится к свароч- ному оборудованию, а именно к устройствам тракторного типа для автоматической дуговой сварки с формированием обратной стороны шва при ограниченности пространства под свариваемыми кромками. Цель - певьшение надежности работы системы подвода хладагента к формирующему ползуну. Трактор содержит самоходную тележку 1, нож 2, размещенный в сварочном
зазоре листов 3, холостую тележку 4, ползун 5, кожух 6, соединенный с трубкой 7, кожух 10, соединенный воздуховодом с ползуном 5. Кожухи 6 и 10 снабжены основными уплотнителями и дополнительными подпружггненными уплотнителями 12 и 13. Воздух из трубки 7 подают в кожух 6 и через окно 14 в ноже 2 - в кожух 10, а затем - в воздуховод к формирующему ползуну 5. Качество сварного шва по- выщается при снижении требований к параллельности и качеству стыкуемых кромок листов за счет устранения заклинивания ножа и поломок кожухов при малых сварочных зазорах. Наделсность работы охлаждающей системы повышается за счет совмещения кожухов с ножом и выполнения окна в ноже для связи внутренних полостей кожухов. 4 ил.
Q
С/)
| название | год | авторы | номер документа |
|---|---|---|---|
| Трактор для дуговой сварки | 1985 |
|
SU1303351A1 |
| Трактор для дуговой сварки | 1975 |
|
SU745625A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Самоходное устройство для двухдуговой сварки | 1961 |
|
SU144923A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| Устройство для сварки элементов, установленных с зазором | 1973 |
|
SU454110A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Устройство для сварки угловых швов | 1987 |
|
SU1542753A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |

CfOpDVffffff
со со
00
ел
СП
Hanpaljntiuf cfiflffu
« И Ve.r
Изобретение относится к сварочному оборудованию, а именно к устройствам тракторного типа для автоматической дуговой сварки с формированием обрат- ной стороны шва-при ограниченности пространства под свариваемыми кромками.
Цель изобретения - повышение надежности работы системы подйода хладагента к форь-шрующему ползуну.
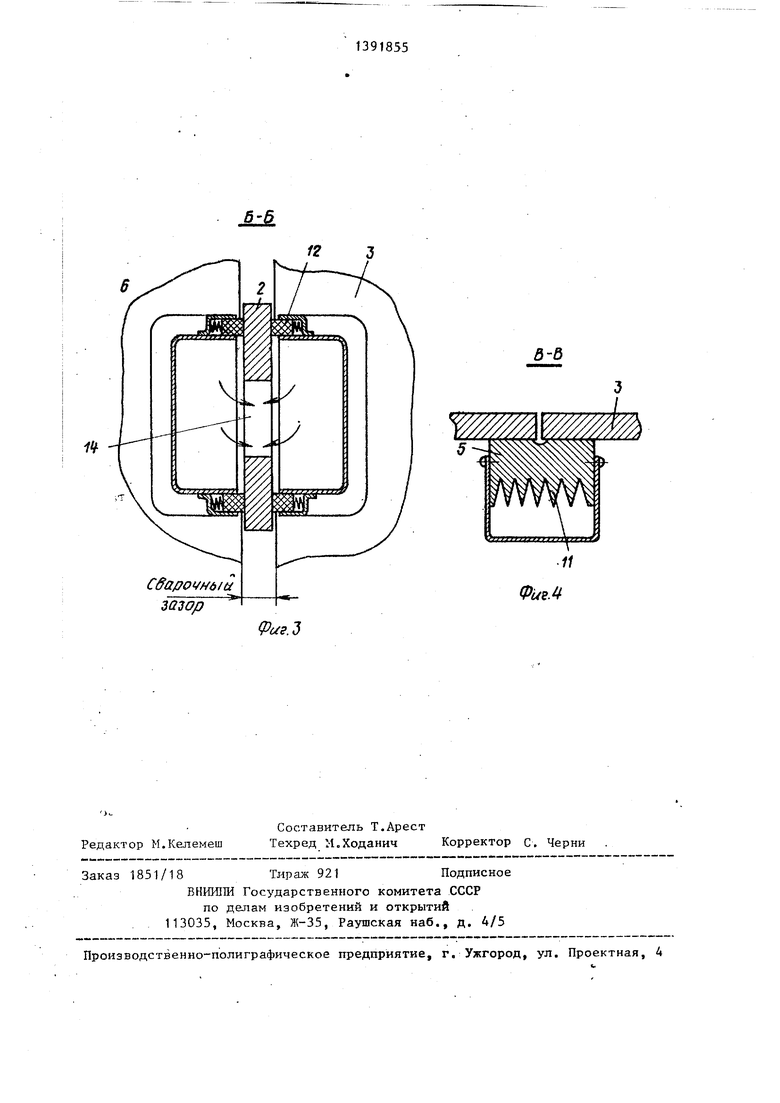
На фиг.1 представлен предложенный трактор, общий вид; на фиг.2 - разрез А-А, на фиг.Г, на фиг.З - разрез В-Б на фиг.1, на фиг.4 - разрез В-В на фиг. 1 .
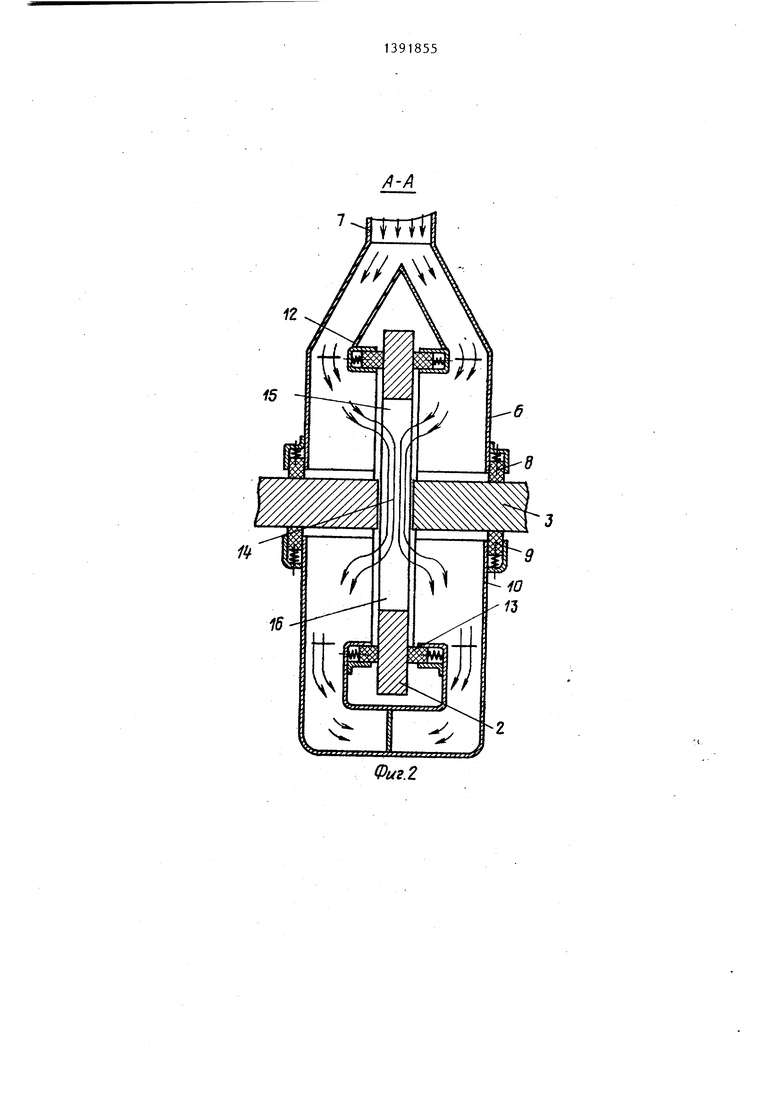
Трактор содержит самоходную те- лежку 1, связанную с ней посредством ножа 2, расположенного в зазоре меж- 20 ду свариваемыми листами 3, холостую тележку 4 с закрепленшям на ней охлаждаемым ползуном 5, кожух 6 системы подвода хладагента, одним концом соединенный с воздушно-вихревой трубкой 25 Ранка 7, смонтированной на самоходной тележке 1, другим концом соеди- HeHKbD j через зазор между свариваемыми листами 3 с помощью скользящих уплотнителей 8 и 9 с ответным кожу- 30 хом 10, переходяищм в воздуховод охватывающий продольные ребра 11 ползуна 5. Кожухи 6 и 10 установлены на обеих сторонах ножа 2 и снабжены примыкающими к нему дополнительными 35 подпружиненными уплотнителями 12 и 13,- В ноже 2 выполнено окно 14, соединяющее внутренние полости кожухов 6 И 10,.одна часть 15 которого расположена выше свариваемых листов 3, а дру- 40 гая 16 - ниже.
,;-;Трактор работает следующим образом,
Листы 3 фиксируют с определенным постоянным сварочным зазором 2-3 мм, ,. в который вводят нож 2 таким образом, чтобы самоходная тележка 1 оказалась на поверхности листов 3, а холостая тележка 4 с ползуном 5 - под листами 3.
В вихревую трубку 7 подают сжатый воздух, который охлаждается и,-выходя из нее, устремляется в кожух 6, откуда поступает в часть 15 окна 14 , ножа 2, расположенную выше сваривав- мых листов 3, в зазор между листа50
5
0 5 0 5 0
.
0
ми 3, в часть 16 окна 14 ножа 2, расположенную ниже свариваемых листов 3, в кожух 10, переходящий в воздуховод, протекая по которому, обдувает продольные ребра 11, тем самым охлаждая ползун 5. Затем зажигают сварочную дугу и, перемещая сварочный трактор, производят сварку с формированием обратной стороны шва.
При этом скользящие уплотнения 8 и 9 прижимаются к поверхности листов 3, образуя замкнутую камеру совместно с дополнительными подпружиненными уплотнителями 12 и 13 кожухов 6 и 10 и ножом 2, находящимся в зазоре между свариваемыми листами 3.
Изобретение обеспечивает снижение требов аний к параллельности и качеству кромок стыкуемых листов, повышение надежности работы системы подвода хладагента к формирующему ползуну и повышение качества сварного шва за счет снижения вероятности заклинивания и поломок кожухов в процессе сварки при малых сварочных зазорах Между листами, ограниченных только толщиной ножа и возьюжностями его перемещения по зазору.
Формула изобретения
Трактор для дуговой сварки стыковых листовых соединений,содержащий самоходную тележку со сварочной головкой. Нож, проходящий через сва- рочньш зазор между листами, закрепленную на ноже холостую тележку с охлаж- формирующим ползуном, систему подвода хладагента к ползуну,выполненную в виде двух снабженных скользящими уплотнителями кожухов, один из которых установлен на самоходной тележке и соединен с выходом холодного Потока трубки Ранка, а другой - на холостой тележке и соединен с ползуном, отличающий- с я тем, что, с целью повышения надежности работы системы подвода хладагента к формирующему ползуну, кожухи снабжены дополнительными подпружиненными уплотнителями, примыкающими к ножу, и установлены на обеих сторонах Ножа, при этом в ноже выполнено окно для соединения внутренних полостей кожухов.
Фиг.г
12 3
CffaffovHdiu
зазор
us.Z
в-В
Фие.
