Изобретение относится к металлур- iJHH, в частности к внепечной обработ- це металлов, и может быть использо- йано при легировании, раскислении и Soдифициpoвaнии жидких металлов и сплавов.
Цель изобретения - повьшение эффективности и снижение себестоимости Обработки. I Перемешивание метаУша ине.рт.ным лазом осуществляют посредством его вдувания под уровень металла, ограниченного огнеупорной проводкой. При этом обеспечивается интенсивное перекешивание металла с вводимыми реаген- 1|ами5 что повьппает интенсивность их Растворения и увеличиЕ;ает степень их: усвоения. Кроме того, при вытеснении: г азометаллической смеси из огнеупор- «|ой проводки металл перемешивается вытесняемой струей,, так и вду- аемым газом.
Расход инертного газа, вдуваемого юд уровень металла, ограниченного Огнеупорной проводкой,, составляет
4
ЯР
(:0,-0,2)(1 - -™)S, MVc, и являет,f М
ая целесообразным, так как обеспечи-- :Е|ается снижение плотности газометал- 4ической смеси менее плотности вводи- Ных реагентов и тем са-мьш. гарантируется их погружение в металл. Погружение вводимых реаген;гов непосредствен- ко в расплав позволяет повысить ин- 1|енсивность юс перемеимвания и растворения. Уменьшение расхода инертно
ito .газа менее
0,1(1
.. J.,,.
r/Vl
неделе4ообразно5 так как вводимые реагенты Сбудут находиться практи чески на по- йерхности металла, что снизит ско- рюсть и степень их усвоения. Кроме того, :возрастают затраты на обработку, связанные со стоимостью инертно- газа и дополнительным износом 41|утеровки
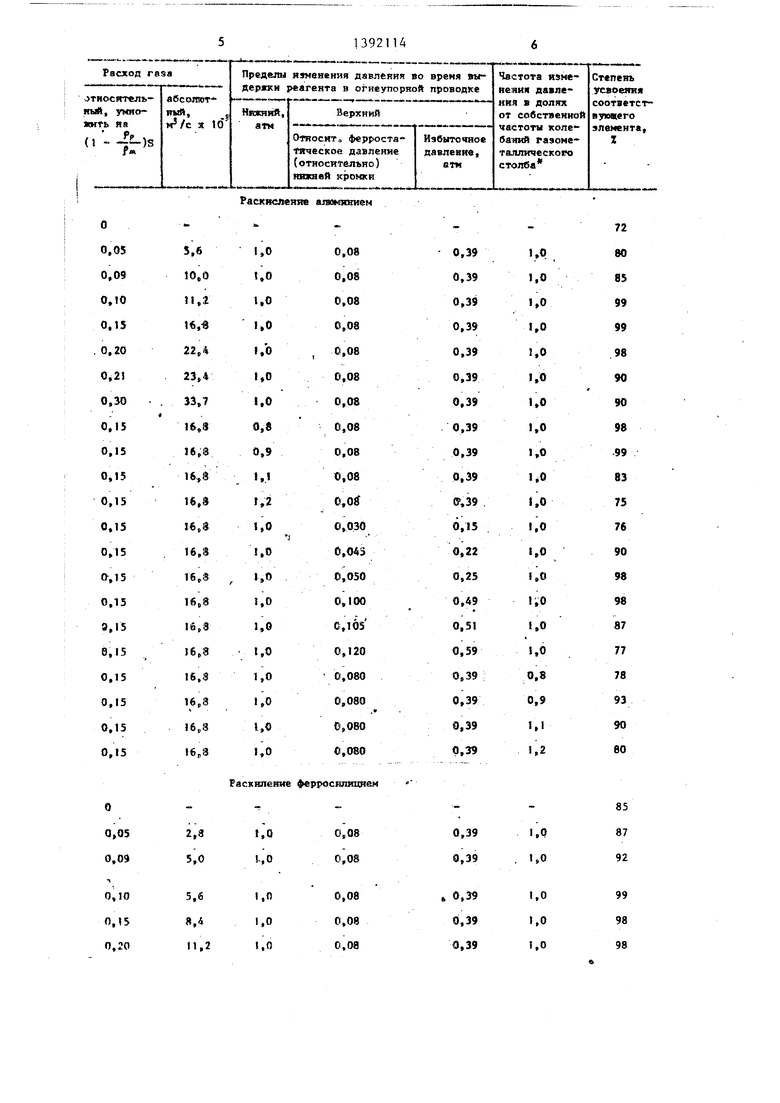
Периодическое изменение давления во внутренней полости огнеупорной проводки от атмосферного до 0,05- 0,10 величины ферростатического на Зфовне нижнего края огнеупорной проводки рационально, так как обеспечивает дополнительное перемешивание реагента- и металла в объеме, ограниченном огнеупорной прово,цкой, .В процессе периодического изменения давления газа во внутренней.полости огнеупорной проводки гсроисходит ко
5
лебание величины плотности газометап- лической смеси, а следовательно, происходит периодическое погружение или всплывание в расплаве кусков вводимых реагентов, что обеспечивает повышение степени усвоения реагентов Кроме того, периодическое изменение плотности газометаллической смеси интенсифицирует перемешивание расплава в ковше за счет возникновения колебаний внутри газометалличес- кого потока.
Увеличение верхнего предела изменения давления в огнеупорной проводке свыше О, О величины ферростатического на уровне нижнего края нецелесообразно, так как при этом необоснованно повышается количество
газа, вытесняемого в объем металла ь ковше, что снижает результаты обработки за счет вторичного окисления расплава. Уменьшение верхнего преде- ла изменения давления в огнезторной проводке ниже О,,5 величины ферростатического на з ровне ее нижнего края нецелесообразно, так как этого изменения давления недостаточно для создания заметных колебаний газометаллической смеси и самих реагентов, что снижает скорость и степень их усвоения.
Увеличение нижнего предела изменения давления в огнеупорной проводке вьш1е атмосферного экономически нецелесообразно, так как не способствует
улучшению .показателей обработки, а требует дополнительных энергетических затрат. Уменьшение нижнего предела
изменения давления в огнеупорной проводке менее атмосферного требует дополнительно обеспечить отсос таза, что значительно удорожает процесс обработки,
Частота измеке:ния давления во
внутренней полост::. огнез порной проводки, равная частоте собственных колебаний газометаллического столба, наиболее целесообразна, так как обеспечивает резонансньш режим колебаний газометаллического столба. При этом обеспечивается необходимая интенсивность массообмена как между металлом и реагентом, так и между
металлом, ограниченным огнеупорной
проводкой, и металлом ковша. Отклонение частоты изменения давления от величины собственной частоты колебаний газометаллического столба нецелесооб
pa biHO, так как снижает интенсинность перемешивания расплава и реагентов и, следовательно, степень их усвоения.
Предложенный способ легирования, модифицирования и раскисления металлов и сплавов апробирован в условиях мартеновского т:еха.
Пример. В основной мартенов- ской печи вмecти юcтью 170 т выплавляли конструкционную сталь ЗОХ. Процесс раскисления и легирования осуществляли следующим образом: предварительное раскисление в печи ферроси лицием ФС 25 в количестве 4,0 кг/т, загрузка феррохрома ФХ 800 ( кг/т) в ковш перед вьтуском стали из печи, а затем раскисление и легирование последовательно алюминием (0,4 кг/т) ферросилицием ФС 45 (7,0 кг/т) и ферромарганцем ФМп 10 (5,1 кг/т), подачу которых производили непосредственно во внутреннюю полость огнеупорной проводки порциями по . 150-250 кг. В качестве рабочего газа использовали аргон. Периодичность вытеснения газометаялической смеси из внутренней полости огнеупорной проводки составила 30-35 с, а длитель ность всего периода внепечной обработки - 18-20 мин. Глубина погружения и диаметр внутренней полости огнеупорной проводки соответственно 057миО,5м„
Разливку стали производили в слитки массой 7,0 т. Слитки прокатывали на заготовку 180x85 мм.
Результаты химического анализа проб стали, отобранных из струи по ходу разливки, свидетельствуют о высокой химической однородности стали.
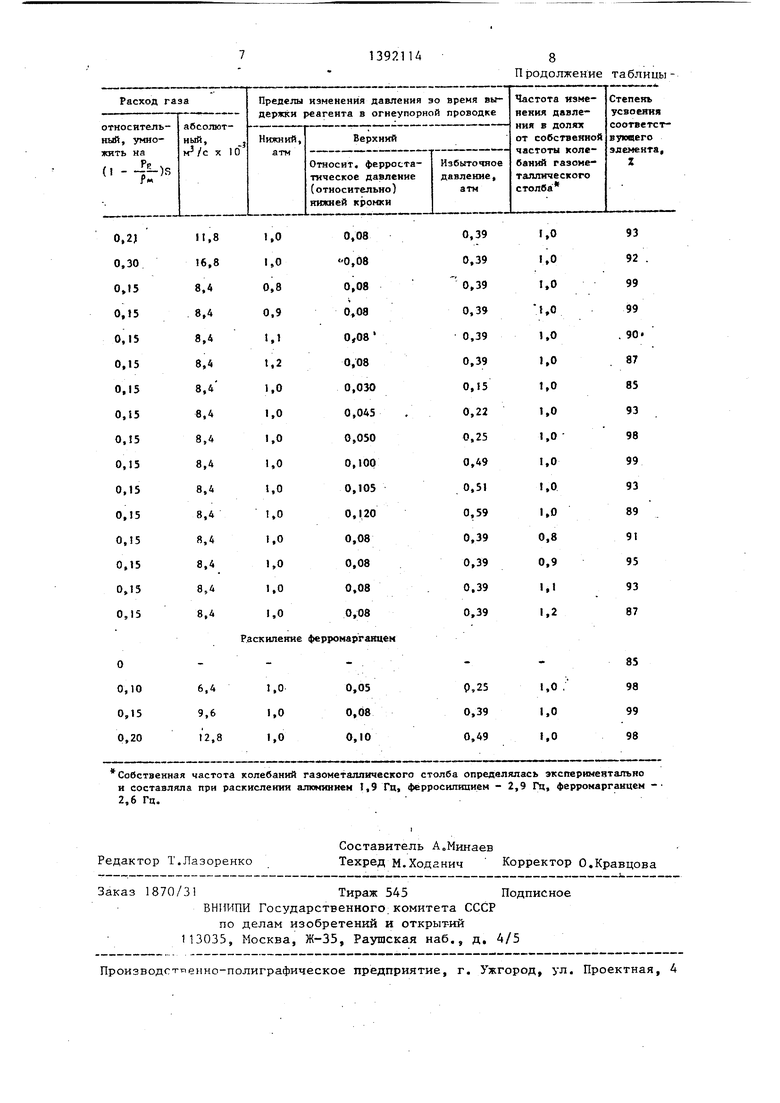
Результаты испытаний представлены в таблице и подтверждают повьше- , ние степени усвоения вводимых реаген- тов и расширение сортамента за счет использования более дешевых реагентов .
Оценка эффективности способа осу- ществ ена в сравнении с технологичес- КИМ процессом раскисления и легирования сталей с применением специальных легкоплавких ферросплавов. По извест
14
Hoii технологии раскисление и легирование стали осуществляют в котиие специальным легкоплавким сплавом ФХМпС 500 следующего состава, %: Сг 40,5; Мп 30,0; Si 10,8; С 5,2; Р 0,150; Fe остальное. Применение сплава ФХМпС 500 в ковше по сравнению со стандартными ферросплавами позволяет снизить угар хрома, марганца и кремния до 3, Я и 10% соответственно.. Угар алюминия, добавляемого в ковш при раскислении, составляет 40%.
Формула изобретения
Способ легирования, модифицирования и раскисления металлов и сплавов, включающий ввод реагента порциями на поверхность металла, ограничен- ную огнеупорной проводкой, периодическое вытеснение металла из огнеупорной проводки после растворения части вводимого реагента и перемешивание металла инертным газом, отличающийся тем, что, с целью повышения эффективности и снижения себестоимости обработки,, инертный газ вдувают под уровень металла, ограниченный огнеупорной проводкой, с расходом, определяемым соотношением .
(0,1-0,2)(1 - ----) S, MVc, Рм
где рр f/и соответственно плотность вводимого реагента и жидкого металла;
S - площадь сечения внутренней полости огнеупорной проводки, м;
причем в период вьщержки реагента до его вытеснения из огнеупорной проводки давление во внутренней ее полости периодически изменяют от атмосферного до 0,05-0,10 величины ферростатнческого давления на уровне нижнего края огнеупорной проводки с частотой, равной частоте собственных колебаний газометаллического столба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРИОДИЧЕСКОГО ВВЕДЕНИЯ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ В ЖИДКИЙ МЕТАЛЛ | 1990 |
|
RU2047659C1 |
| Способ внепечной обработки жидкого металла в ковше | 1986 |
|
SU1447874A1 |
| Способ легирования, раскисления и модифицирования металлов и сплавов | 1975 |
|
SU529215A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛЕЙ АЗОТОМ | 2009 |
|
RU2394107C2 |
| Способ ввода реагентов в жидкий металл | 1976 |
|
SU668950A1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2517626C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048245C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| Способ производства стали | 1983 |
|
SU1125263A1 |
Изобретение относится к металлургии, в частности к внепечной об.работке металлов и может быть использовано при легировании, раскислении v и модифицировании жидких металлов ; и сплавов. Цель изобретения - повыше;- ние эффективности и снижение себесто имости обработки. Технология легирования, модифицирования и раскисления металлов и сплавов включает ввод реагента порциями На поверхность металла, ограниченную огнеупорной проводкой, периодическое вытеснение металла из огнеупорной проводки после растворения части вводимого реагента и перемешивание металла инертным газом. Инертный газ вдувают под уровень металла, ограниченный огнеупорной проводкой с расходом, определяемым со отношением (0,1,..0,2)-(1- - Рр/ Рм) S, , где РР и р„- соответственно плотность вводимого реагента и жидкого металла, S - площадь сечения внутренней полости огнеупорной проводки, м. В период выдержки реагента до его вытеснения из огнеупорной проводки давление во внутренней ее полости периодически изменяют от атмосферного до 0,05- 0,10 величинъ ферростатического давления на уровне ниже края огнеупор- .ной проводки с частотой, равной частоте собственных колебаний газометаллического столба. 1 табл. (Л с со со to
| Способ легирования, раскисления и модифицирования металлов и сплавов | 1975 |
|
SU529215A1 |
| Способ рафинирования чугуна в ковше | 1979 |
|
SU773079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , ABTopckoe свидетельство СССР № 1089138, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
