СА СО
ю
Изобретение относится к металлур гии, в частности к упрочняющей обработке прецизионных деталей рефрижераторных компрессоров.
Цель изобретения - повышение износостойкости, уменьшение деформации при повьпаении прочности сердцевины,
II РИМ е р. Поршневые пальцы компрессоров типа 1 V8/200-27 и 1 V4/120-20 длиною 1 20 и 170 мм, диаметром 38 и 60 мм изготовляют из стали 20X13 в диаметр при финшиных операциях - гилифовании и полировании 37, 99, 59 и 97 14м соответственно, чистота поверхно сти после полирования 10 класс.
Цементацию проводят в твердом карбюризаторе древесно-угольном с введением активизирующих добавок бензойкислого натрия 0,7% и триэта- ноламина 1,4%, количество карбоната натрия не превышало 0,5%. После загрузки с образцами-свидетелями детал в ящике загружают в печь, разогрет ю до 9 0-920 С, и выдерживают в течение 5ч, охлаждение до 300-350 С проводят с печью со скоростью 200™ 250°С/ч, затем вновь повышают темпе«- ратуру до 910-920°С и вьщерживают 5ч, после чего выгружают детали на воздух и подстуживают до 820-890 С,.
Далее проводят закалку в масло. Отпуск при 160-1 80°С в течение 3-4 ч проводят с охлаждением на воздухе. Перед установкой порганевых пальцев в агрегаты притирку-доводку ведут с применением супермикронной наждачной шкурки, вскрывая до металлического блеска рабочую поверхность.
Результаты испытаний приведены в таблице.
Применение предложенного способа приводит к значительному повьпнению эксплуатационных характеристик изделий.
Формула-изобретения
Способ обработки преимущественно прецизионных деталей рефрижераторных компрессоров, включающий цементацию, охлаждение с температур цементации и повторную цементацию, отличающийся тем, что, с целью повышения износостойкости, уменьшения деформации при повьшгении прочности сердцевины, цементацию проводят при 910-920°С, а охлаждение проводят до 300-350 С, после повторной цементации осуществляют закалку с подстужи- ванием деталей на воздухе до 820- и отпуск.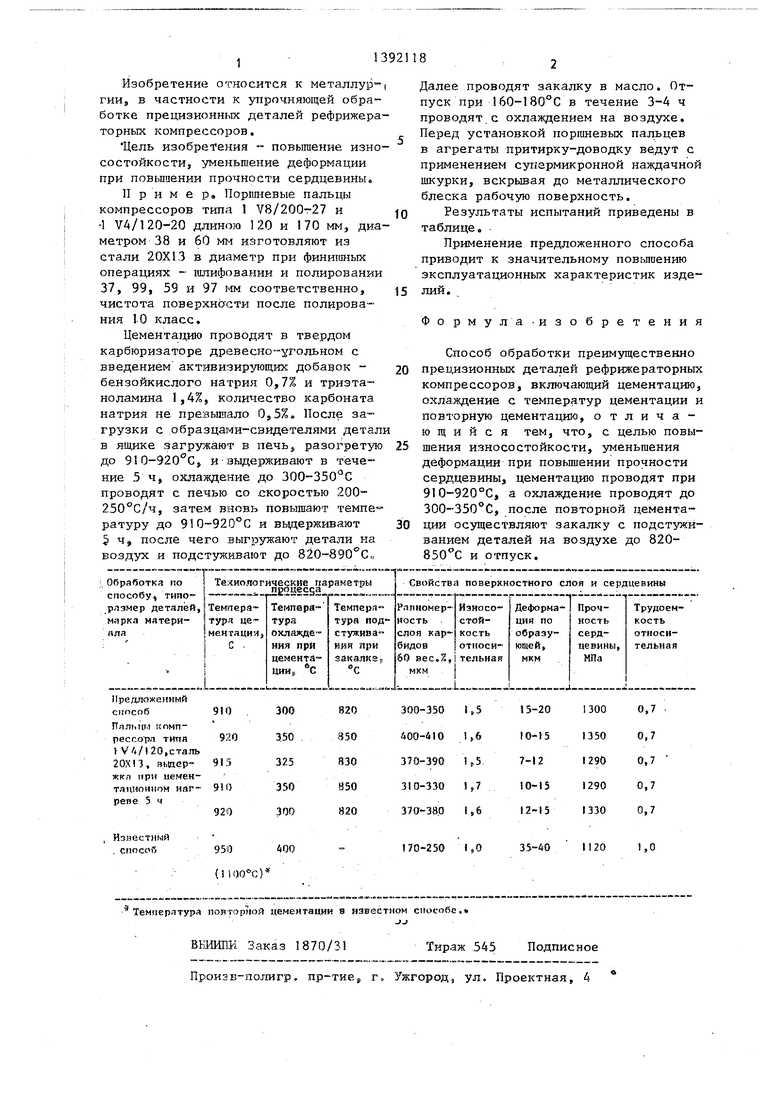
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| Способ изготовления изделий из высокохромистой стали | 1983 |
|
SU1165717A1 |
| Способ обработки пресс-форм под давлением из штамповых сталей | 1990 |
|
SU1786184A1 |
| Состав для нитроцементации стальных изделий | 1989 |
|
SU1696572A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
| Способ изготовления изделий | 1988 |
|
SU1523287A1 |
| Способ упрочняющей обработки стальных изделий | 1989 |
|
SU1713976A1 |
| Состав для защиты от окисления и науглероживания сталей | 1989 |
|
SU1664870A1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
Изобретение относится к области металлургии, в частности к упрочняющей обработке прецизионных деталей рефрижераторных компрессоров. Целью изобретения является повышение . состойкости, уменьшение деформации при повышении прочности сердцевины. Поршневые пальцы компрессоров из стали 20X13 после механической обработки .подвергают цементации при температуре 910-920°С в течение 5 ч, охлаждают до 300-350 С вместе с печью, затем повьшают температуру до 910-920°С и проводят повторную цементацию. Закалку проводят сначала с охлаждением на воздухе до 820-850 С, а после в масле. Отпуск осз цествляют при 160- 180 С в течение 3-4 ч. Перед установкой поршневых пальцев в агрегаты проводят притирку супермикронной шкуркой, вскрьшая до металлического блеска рабочую поверхность. Применение способа позволяет повысить ресурс и надежность работы компрессорных установок рефрижераторов. 1 табл. S (Л